超音速电弧喷涂技术与应用
超音速电弧喷涂表面合金化防腐技术

雾 化 减 小 了粒 子 的粒度 ,降低 了涂 层 的粗 糙 度 。粗
糙度 是 涂层 的一项重 要性 能 指标 ,它 取决 于雾化后 粒子 的粒度 。超 音速 雾化 加 强 了气 流对 丝 材端 部熔
化金 属 间 的作 用 ,雾化 的粒 子细 小 均匀 ,大 大降 低
涂 与普 通 电弧 喷涂 有根本 的区别 ,即超音 速 电弧 喷 涂 是采 用超 音 速雾 化 。其 优 点是 :雾化 效果好 ,雾
化后 的粒 子细 小均 匀 ,速度 高 。粒 子速 ቤተ መጻሕፍቲ ባይዱ对 涂层 的
设 备 的使 用寿命 。
性 能有 很 大 的影响 ,粒 子速 度高 ,有利 于粒 子 间的 结合 ,从 而提 高涂 层 的结 合 强度 和 内 聚强度 ,降低 涂层 的孔 隙率 。粒 子速 度越 高 ,越 有利 于获 得高 质 量 的涂 层 。随着 热 喷涂设 备 的更 新换 代 ,粒 子速 度 在不 断 提 高 ,涂 层 的质量 也 不断得 到改善 。超音 速
缩 空气 的 基 础 上 ,加 入 了 丙 烷 或 者 丙 稀 等 活性 气
体 ,过 饱和 的 活性气 体 和 压缩 空 气 ( 力 均在 0 7 压 .
MP a以上 ) 在 燃 烧 室 混 合 ,经 过 电 火 花 塞 点 燃 , 燃 烧后 产生 压力 ,形 成 高速 的热 气 流通过 喷 嘴 ,同 时燃 烧 于丝 材端 部 的 电 弧将 均匀 送 进 的 丝材 熔 化 , 经 超音 速活性 火焰 气 流将 熔化 的丝材 雾化 为 粒度细 小 、分 布 均匀 的 粒 子 ,喷 向工 件 基 体 表 面 形 成 涂
关键词 :电弧 喷涂 ;涂 层 ;防腐
超音速电弧喷涂技术在35t/h循环流化床锅炉上的应用

中 图分类 号 :G 7 .4 文献标识 码 : 文章编号 :( 4 9 820 )0一 O4 1 T 14 4 2 B 10 —74 (02 1 O2 —0 1
1概 述
山东 宁 阳华 丰 热 电有 限公 司 3台 3 t 5/ 环 流 h循
化床 锅炉 由济南 锅 炉 厂制 造 ,95年 正 式 投 运 。该 19 公 司属 于 新汶 矿 务 局 华 丰煤 矿 , 炉 原 始 技 术 参 数 锅
摘要 : 对  ̄ 针 030 /50型球磨机存在 的传动齿磨 损 快、 瓦频繁 、 承漏 油等 问题 , 行 了技 术 烧 轴 进
改造 , 采取全 自动喷射 润滑 、 滑油流量保护 、 形橡胶油封等措 施 , 润 J 取得 了明 显的效果 。
关 键 词 : 磨 机 ; 损 ; 滑 球 磨 润
序号
I 部位
卜要 —
2. 56 56 2. l 7 l l l
i l 炉(. 1 1 m高) 5 J 1 l膛密相区上部 炉(. 高) 炉 1 2 1m I 5 l 1 炉(. 高) 3 1m I 0
2
I l管 - l出 升 2 I - 2 炉q I 炉 膛 上 I . 卯 6
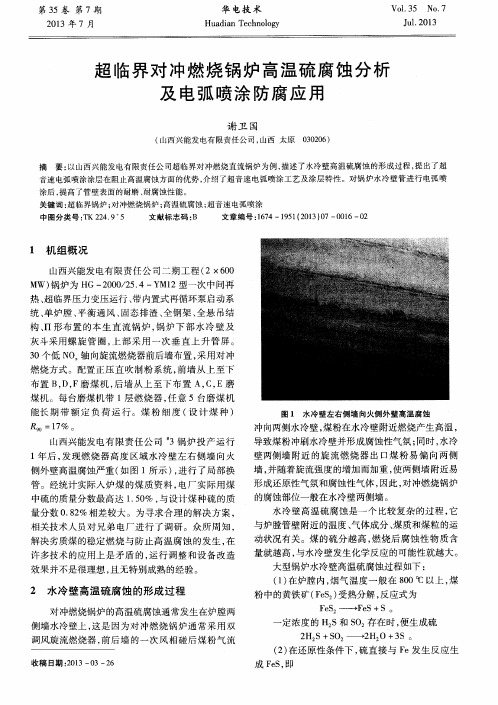
摘 要 : 据华丰 热电有限公 司 3 t 根 5/ h循环 流化床锅 炉的燃料特 性和 运行情 况 , 炉 内磨损 严重 的受 在
热 面 区域 采 用 超 音 速 电 弧 喷 涂 防磨 技 术 , 得 了显 著 的 防磨 效 果 , 得 推 广 。 取 值 关 键 词 : 环 流化 床 锅 炉 ; 音 速 ; 弧 喷 涂 循 超 电
喷 砂处 理 后 管表 面 的清 洁度 达 到 G 93中规 B82 定 的最 高 清洁 度 S3级 , 完 全 除 去 氧 化 皮 、 锈 、 a 即 铁
电弧喷涂技术的发展及应用
中 图分 类 号 : G1442 T 7. 4
文 献标 识 码 : A
文章 编 号 :6 3 3 4 (0 6 1- 0 10 17- 12 20 )0 04 - 3
Th v l p e ta d Ap l a i n o c S r y n c n l g e De e o m n n p i t fAr p a i g Te h o o y c o
Ab t a tI i a e , a i p n i lsa d tc n c r c s f r p a i g a ei t d c d T e ma na p ia in a d c re t e eo — s r c :nt sp p r b sc r cp e n e h ia p o e so c s ry n r nr u e . h i p l t n u r n v lp h i l a o c o d me t l S ic s e . n ea O ds u s d a l Ke o  ̄ :h ts r y n ; r p a i g c r d wi ; a o t c u e o t g c l p a ig yW r o p a i g a c s r yn ; o e r n n sr t r d c a i ; od s ry n e u n
( oal 8 T tl 1 3) y
电弧喷涂 技术的发展及应 用
张冰 , 勇 张
( 东 理 工 大学 机 械工 程 学 院 , 东 淄博 2 5 4 ) 山 山 5 0 9
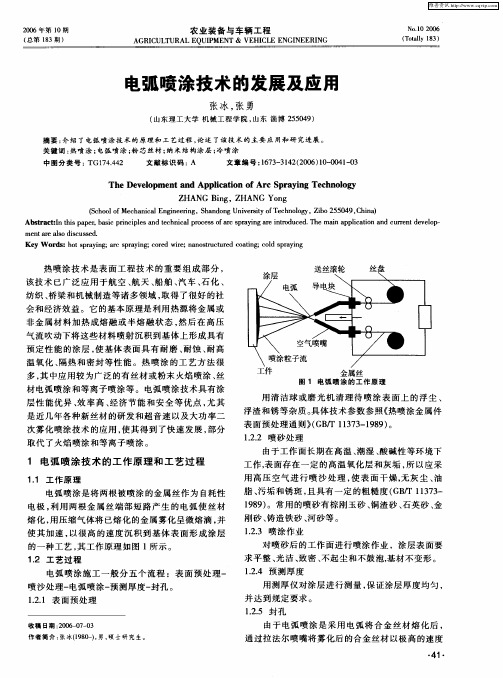
摘 要 : 绍 了 电弧 喷 涂 技 术 的 原 理 和 工 艺过 程 , 述 了该技 术 的 主要 应 用和 研 究进 展 。 介 论 关键词 : 热喷 涂 ; 电弧 喷 涂 ; 芯 丝 材 ; 米结 构 涂 层 ; 粉 纳 冷喷 涂
热喷涂应用简介

热喷涂应用简介热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目,随着科技发展,热喷涂技术目前在国内已取得了比较广泛的推广应用,近年来发展的趋势和特点是:(1) 大面积长效防护技术得到了广泛应用,对于长期暴露在户外大气的钢铁结构件,采用喷涂铅、锌及其合金涂层代替传统的刷油漆方法,实行阴极保护进行长效大气防腐,近年来得到迅速发展。
如电视铁塔、桥梁、公路设施、水闸门、微波塔、高压输电铁塔、地下电缆支架、航标浮鼓、竖井井筒等大型工程都采用了喷涂铅、锌及其合金方法进行防腐。
目前国内有几十个专业喷涂厂从事这方面工作,喷涂面积每年达几百万平方米以上。
这项技术不仅在国内大量推广应用,而且在援外工程中也得到了较好的推广应用。
(2) 采用热喷涂技术修复与强化大型关键设备及进口零部件国产化,近年来这方面已有许多成功应用实例。
如:一米七轧机、高速风机转子、大型挤压机栓塞、大型齿轮、电极挤压成型喷、大功率汽车曲轴等,这些工作的进行,一是解决了生产急需;二是节约了大量外汇。
(3) 超音速火焰喷涂技术的应用随着我国热喷涂技术的发展与提高,对喷涂层质量要求也越来越高。
近年来美国等国家发展起来的高速燃气(HVOF )法是制备高质量涂层的一种新的工艺方法。
由于超音速火焰喷涂方法具有很多优点,目前国内已先后从国外引进了近十台设备,在各工业部门发挥着重要作用。
(4)气体爆燃式喷涂技术进一步得到了应用,该项喷涂技术由于粒子飞行速度可达800M /S 以上,涂层与基体结合强度可达100MPa 以上,孔隙率< 1 %,在某些领域里应用,优于其他喷涂方法。
目前国内已安装10 台以上。
(5)氧乙炔火焰塑料粉末喷涂技术发展迅速如前所述,国内近年来已有多家生产制造氧乙炔火焰塑料粉末喷涂设备,采用该项工艺技术,已在化工贮藏、管道、陶瓷行业、沪泥机板框、印染行业的导布辊、煤炭行业带式运输机铸件(铸铁)托轮、石油行业注塑设备,以及表面装潢。
超音速火焰喷涂

工艺流程
超音速火焰喷涂工艺流程: 1.施工前的准备工作; 2.表面预处理; 3.喷涂; 4.喷涂后处理 。
工作原理
工作原理:由小孔进入燃烧室的液体燃烧,如煤油,经雾化与氧气混合后点燃,发生强烈的气相反应,燃烧 放出的热能使产物剧烈膨胀,此膨胀气体流经Laval喷嘴时受喷嘴的约束形成超音速高温焰流。此焰流加热加速 喷涂材料至基体表面,形成高质量涂层 。
应用
超音速火焰是利用丙烷、丙烯等碳氢系燃气或氢气与高压氧气在燃烧室内,或在特殊的喷嘴中燃烧产生的高 温、高速燃烧焰流,燃烧焰流速度可达五马赫(1500m/s)以上。通常被称作HVOF(High-velocityoxygen-fuel)。 将粉末轴向送进该火焰,可以将喷涂粒子加热至熔化或半熔化状态,并加速到高达300-500m/s,甚至更高的速度, 从而获得结合强度高、致密的高质量的涂层。超音速火焰速度很高,但温度相对较低,对于WC-Co系硬质合金, 可以有效地抑制WC在喷涂过程中的分解,涂层不仅结合强度高,且致密,耐磨损性能优越,其耐磨损性能大幅度 超过等离子喷涂层,与爆炸喷涂层相当,也超过了电镀硬铬层、喷熔层,应用极其广泛 。
简介
超音速火焰喷涂是在八十年代初期,由美国Browning公司研制成功,并且先以JET-KOTE为商品推出。经过几 年的应用开发,该方法的优点逐渐被认识和接受。由此,世界上发达国家,投入了大量的财力对HVOF进行研究开 发。于八十年代末九十年代初期,先后又有数种HVOF喷涂系统研制成功,井投入市场。如金刚石射流(Diamondjet),冲锋枪(Top-gun),连续爆炸喷涂(CDS,Continuous detonationspraying),射流枪(J-gun),高速空 气燃料系统(HVAF,High-velocity air-fuel)等 。
超音速喷涂原理
超音速喷涂原理超音速喷涂原理一、引言超音速喷涂是一种高效的表面处理技术,广泛应用于航空、航天、汽车等领域。
本文将介绍超音速喷涂的原理。
二、超音速喷涂的定义超音速喷涂是指利用高温高压气体将粉末状材料加热成熔融状态,然后在高速气流中加速运动,最终以超音速冲击到基体表面,形成均匀致密的覆盖层。
三、超音速喷涂的设备超音速喷涂设备主要由以下组成部分:粉末供给系统、气体供给系统、火焰发生器、加热室和喷嘴等。
四、超音速喷涂的工艺流程1. 粉末供给系统将粉末输送到加热室;2. 气体供给系统提供氧气和惰性气体(如氮气);3. 火焰发生器提供火焰;4. 粉末在火焰中被加热成熔融状态;5. 氧气和惰性气体混合后形成高温高压气流;6. 熔融的粉末在高速气流中加速运动;7. 熔融的粉末以超音速冲击到基体表面。
五、超音速喷涂的原理1. 粉末加热成熔融状态超音速喷涂的第一步是将粉末加热成熔融状态。
火焰发生器提供高温火焰,将粉末加热至熔点以上。
此时,粉末开始熔化,并形成一定的表面张力。
2. 气流加速运动氧气和惰性气体混合后形成高温高压气流。
这个气流在喷嘴中被加速,达到超音速。
同时,喷嘴内部的设计也能够使气流产生旋转运动,使得粉末在运动过程中更为均匀。
3. 粉末冲击基体表面经过以上两个步骤后,熔融的粉末已经被加速到了超音速。
它们以极高的能量冲击到基体表面,并迅速冷却凝固。
由于喷涂过程中使用的惰性气体可防止材料与空气发生反应,因此形成的覆盖层具有很高的致密性。
六、超音速喷涂的优点1. 覆盖层致密由于超音速喷涂过程中使用的惰性气体可防止材料与空气发生反应,因此形成的覆盖层具有很高的致密性,能够有效防止基体受到外界环境的腐蚀和磨损。
2. 生产效率高超音速喷涂是一种高效的表面处理技术,可以在短时间内完成大面积覆盖。
同时,由于喷涂过程中使用的是粉末材料,因此可以根据需要进行不同材料之间的混合。
3. 可适用于多种材料超音速喷涂可以适用于多种不同类型和形状的材料,包括金属、陶瓷、塑料等。
超音速火焰喷涂技术方案

超音速火焰喷涂技术方案超音速火焰喷涂技术方案 0一、喷涂材料及主要技术指标 01、涂层主要技术指标 02、NiCr-Cr3C2粉末材料说明: 0二、施工工艺 01、施工条件 02、施工工艺流程: (1)三、超音速火焰喷涂设备与技术说明 (2)1、设备简介: (2)2、系统特点: (3)3、技术简介: (3)4、在电力系统中的应用 (4)四、质量要求 (4)五、监督与验收 (5)超音速火焰喷涂技术方案一、喷涂材料及主要技术指标1、涂层主要技术指标主要成份:NiCr 25%左右Cr3C2 75%左右厚度:0.15-0.20mm左右焰流速度:2100m/s粒子速度:500-600m/s结合强度:≥70MPa硬度:HRC69孔隙率:≤1%喷涂温度:≤150℃工件变形性:不变形,不改变母材表面金相组织和理化性能2、NiCr-Cr3C2粉末材料说明:NiCr-Cr3C2是由金属合金粘结相NiCr与陶瓷硬质相Cr3C2组成的复合材料,因此具有陶瓷的硬度高、耐磨性好、抗高温氧化性能优越的特点,同时还具有金属基韧性高等特点,是最重要的高温耐磨涂层材料,而超音速火焰喷涂工艺是制备高性能NiCr-Cr3C2涂层的最重要方法之一。
二、施工工艺1、施工条件为了作好施工准备工作,其施工需要具备以下条件:①电源: 380V 20KW 三相交流电②冷却方式:水冷(到工作面时工作压力大于0.2MPa)③空气压力及流量:0.75MPa 440L/min④丙烷、氧气、氮气、氢气等⑤喷涂工件的位置离主机放置位置的距离不超过15m⑥提供施工部位所需的脚手架2、施工工艺流程:表面预处理→喷砂作业→喷涂作业→预测厚度→自查、清场2.1 表面预处理、喷砂作业:采用14目-16目金刚砂对工件表面进行喷砂,喷砂结束后,经厂方水压实验,如有漏水现象必须重复以上步骤进行修复处理,直至喷砂后无缺陷,达到表面干燥、无灰尘,表面清洁度达到GB8923中规定的“Sa3.0”级,露出金属光泽,表面粗糙度达到GB11373中规定的“Rz50-90μm”。
超临界对冲燃烧锅炉高温硫腐蚀分析及电弧喷涂防腐应用
谢 卫国: 超 临界 对冲 燃烧锅 炉高温硫 腐蚀 分析 及 电弧喷 涂 防腐应 用
e+S— ÷ ’ e S。
・ 1 7・
具有 良好 塑性 的金 属 黏 合 相 , 构 成 抗 磨 损性 能优 异 的涂 层体 系 。涂层 中的微观 结构 与 冲蚀 颗 粒有一 定
的配 比要 求 。
能长 期 带 额 定 负 荷 运 行 。煤 粉 细 度 ( 设 计 煤种 )
R9 o= 1 7% 。
图1 水 冷 壁 左 右 侧 墙 向火 侧 外 壁 高 温 腐 蚀
冲 向两 侧水 冷壁 , 煤 粉在水 冷壁 附 近燃烧 产生 高温 ,
山西 兴能 发 电有 限 责任 公 司 3锅 炉 投 产运 行
收 稿 日期 : 2 0 1 3— 0 3— 2 6
F e S+S 。
定浓 度 的 H S和 S 0 存在 时 , 便 生成 硫
2H2 S+S O2— — H2 O +3 S。
( 2 ) 在 还原性 条件 下 , 硫直接与 F e 发 生 反 应 生
成F e S , 即
第 7期
关键词 : 超临界锅炉 ; 对 冲燃烧锅炉 ; 高温硫腐蚀 ; 超音速 电弧喷涂
中图分类号 : T K 2 2 4 . 9 5 文 献标 志 码 : B 文章 编号 : 1 6 7 4—1 9 5 1 ( 2 0 1 3 ) 0 7— 0 0 1 6— 0 2
1 机 组 概 况
( 3) H S能 通 过 F e O 层 , 与 磁 性 氧 化 铁 层
F e O 中复 合 的 F e O发生反 应
Fe O +H2 ) 构 成 防腐 特 种 丝 材 的 粉 芯 采 用 了 团 聚 工
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超音速电弧喷涂技术与应用
王汉功查柏林苏勋家扬晖
l、前言
电弧喷涂具有生产效率高、生产成本低、工件受热小等优点,在长效防腐、维修、设备
制造和特殊功能涂层的制备方面应用广泛.在热喷涂中占有重要的地位,但是。与等离子喷
涂和超音速火焰喷涂相比,普通电弧喷涂的涂层质量较低,结合强度约20MPa,孔隙率3
—10%,限制了电弧喷涂的应用。
近年来,高能高速喷涂成为热喷涂发展的—个重要方向。特别是粒子速度,受到普遍关
注,粒子速度对涂层质量有决定性的作用,与等离子喷涂、超音速火焰喷涂相比,普通电弧
喷涂粒子速度较低.粒子速度成为制约电弧喷涂发展的重要因素。为了提高电弧喷涂的粒子
速度。改善雾化效果,人们采用了多种方案,但效果并不理想。
普通电弧喷涂采用收缩型喷嘴。这神喷嘴气流的最大速度为音速,如果采用拉伐尔喷嘴
(缩放喷嘴),气流的速度将达到超音速,利用计算机辅助设计优化设计出拉伐尔喷嘴,在将
气流速度提高到超音速的同时,将粒子速度也加速到音速或者超音速,因此,实现超音速电
弧喷涂在理论上是可行的。由此可见,超音速电弧喷涂技术是生产实践的需要,是科学技术
发展的必然。
2、超音速电弧喷涂的基本原理
与普通电弧喷涂一样.超音速电弧喷涂是—个不断重复进行的熔化——雾化——沉积的
过程。其基本原理是;燃烧于丝材端部的的电弧将均匀送进的丝材熔化,经拉伐尔喷嘴加速
后的超音速气流将熔化的丝材雾化为粒度细小分布均匀的粒子,喷向基体形成涂层。
超音速电弧喷涂与普通电弧喷涂方法原理相似。但在雾化方式上,超音速电弧喷涂与普
通电弧喷涂有差剐,普通电弧采用亚音速雾化.而超音速电弧喷涂采用超音速雾化。与亚音
速雾化相比,超音速雾化的雾化效果好,雾化后的粒子细小均匀,速度高,有利于获得高质
量的涂层。
超音速电弧喷涂技术的关键是喷枪。喷枪采川拉伐尔喷嘴和气体循环冷却技术,高压空
气经喷枪的头部进入枪体,在冷却拉伐尔喷嘴的同时,将自身加温,然后进入拉伐尔喷嘴,
加速到超音速,超音速气流与熔化的丝材作用.将丝材雾化为粒度细小.分布均匀的粒子,
并将其加速到超音速。
3、超音速电弧喷涂性能与分析
3.1超音速电弧喷涂的粒子速度
测试结果表明,超音速电弧喷涂纯铝可达最大粒子速度为386m/s,平均速度373m/s,
超过常温音速.粒子速度是气流与粒子问拖动力作用的结果,拖动力取决于气流与粒子之间
的相对速度,其大小可用r式表示。
Ad
Ff——c衄9l(Vg--Vd)lVg—vd
8
其中.Aj为粒子的表面积,c衄为拖动系数,pE为气流的密度,Vg为气流的速度,Vd
为粒子的速度.由上式可以磊出。气流速度越高。拖动力越大。气流对粒子的加速作用越强。
超音速电弧喷涂系统由于采用了拉伐尔喷嘴.气流的速度被提高到超音速,增大了拖动力,
提高了粒子速度。
3.2超音速电弧喷缘的雾化效果
雾化气流的速度越高,雾化后的粒子越细小,分布越均匀。由雾化的原理可知,气流和
熔滴之问的相对速度是熔滴受到的气动力的决定因素,影响熔滴的变形和破裂,从而影响雾
化效果。如果用动能来描述气动力.用表面能来描述表面张力,则粒子的最大直径可按下式
确定:
2C
O
dⅫ=——
p
gV2
其中:c为常数,O为熔滴的表面能,d。。为粒子的最大直径。由上式可知气流的速度越
大,d。。越小,雾化的微粒越细小。与普通电弧喷涂相比,超音速电弧喷涂的气流速度有很
大的提高,因而增强了雾化效果.雾化后的粒子细小均匀。雾化的3Crl3粒子基本成球形.
平均粒度为4.32um,较大的为19.8um,较小的为1
um。
3.3超音速电弧喷涂涂层结合强度
一般情况下,涂层是要承受一定的载荷,因此结台强度是涂层最重要的性能指标。
超音速电弧喷涂涂层的结合强度高,3Crl3涂层的结合强度平均值达60MPa。普通电弧
喷涂只有20MPa,而美国研制的二次雾化电弧喷涂才有40MPa,这是超音速电弧喷涂粒子
速度提高后的直接结果。由动量定理MV-FT可知,粒子速度越高,动量越大,沉积时的冲
量越大。粒子与基体接触撞击到凝固结束的冷却速度很高,该过程只有10-’~lO’6秒,因此,
速度越高,粒子对基体的撞击作用越强,粒子变形越充分,有利于提高活性区域的面积:同
时,粒子沉积时·粒子的部分动能转化为热能,提高了粒子与基体的接触温度,粒子速度越
商,转化的热能越多:超音速电弧喷涂提高了粒子的速度,从而提高了涂层的结合强度.
3.4超音速电弧喷涂涂层孔隙率
3Crl3涂层孔隙平均大小为0.9Ⅱm,面密度为0.9%,体密度为O.7N。
由涂层的显微组织可以发现,孔隙基本上出现在粒子的交界处,这说明不完全重叠是涂
层孔隙形成的主要因素。超音速电弧喷涂粒子的速度高,粒子沉积时撞击力大,变形充分.
大大减少了粒子间的不完全重叠。另外,由于速度的提高,粒子沉积前飞行时间的缩短减少
4l
了粒子氧化的程度.氧化物夹杂的减少,促进了粒子间的良好结合,有利于降低涂层的孔隙
率。
3.5超音速电弧喷涂涂层耐蚀性能
采用热喷涂铝、锌及其合金涂层,对钢铁件进行长效防腐,早在30年代就开始应用,
至今仍是普遍采用的防护措施,并在继续发展。国内外大量的研究应用效果表明,这是最有
效和最经济的防腐方法。
超音速电弧喷涂铝和Ac铝涂层中性盐雾试验结果表明,45#钢及45#钢表面刷涂料的
试样均出现大面积锈蚀,超音速电弧喷涂纯铝Ac铝涂层及其复合涂层,试验合格。由于超
音速电弧喷涂涂层孔隙率低,基本上没有穿透孔,涂层表面有较合适的粗糙度,为封孔涂料
提供了良好的结合面,且喷涂的涂层有一定的活性,涂料与涂层的粘结比较牢固;封孔涂料
封闭了涂层内的孔隙,阻止了腐蚀介质的渗透:具有阴极保护作用的铝涂层和耐蚀的封孔涂
料为基体提供了良好的耐腐蚀防护,所以,超音速电弧喷涂铝、Ae铝及复合涂层具有良好
的防护效果。
4、音速电弧喷涂技术的应用
超音速电弧喷涂涂层由于结合强度高,孔隙率低,表面粗糙度低,耐磨耐蚀性能好.与
普通电弧喷涂相比,涂层陛能有了很大的提高,因而,在工业中得N-r广泛地应用,特别是
在长效防腐、设备修复、旧件翻新、产品表面强化等方面。
腐蚀一直是困扰人们的技术难题.超音速电弧喷涂由于涂层均匀致密、孔隙率低、穿透
性孔隙少,为腐蚀的防护提供了一条成本低、效果好的途径,特别是在桥柴、钢铁塔架、水
闸门、工业锅炉等的腐蚀防护。
在机械零部件的某些部位,采用热喷涂方法,制各耐磨或耐磨耐蚀的凉层,对零部件进
行修复或强化,是热喷涂技术应用的一个重要的方面.超音速电弧喷徐工艺简单.制备的涂
层结合强度高、孔隙率低,经磨削加工后易于满足精度和表面粗糙度要求。曲轴喷涂后经磨
削加工到规定尺寸,装车试验,性能电好,使用一年.检查发现,涂层完好。
在生产领域,超音速电弧喷涂也可对新产品进行表面强化,以提高产品的性能和使用寿
命。超音速电弧喷涂强化的印刷辊,涂层均匀致密.与基体结合力强,磨削加工后,涂层表
面光滑,表面强化效果好,满足使用要求。超音速电弧喷涂还可用于模具修复、模具制造、
特种功能凉层制备、装饰等领域。
总之,超音速电弧喷涂由于采用了拉伐尔喷嘴,将粒子的速度提高到超音速,改善了粒
子的雾化效果,提高了涂层质量,在工业中得到较广泛地应用,成功地推动了电弧喷徐的发
展。
超音速电弧喷涂技术与应用
作者:王汉功, 查柏林, 苏勋家, 杨晖
作者单位:
1. 吴剑鸣.李光银.丁新云.赵丽宏.尹思华 超音速电弧喷涂表面合金化防腐技术[期刊论文]-油气田地面工程
2007,26(9)
2. 李平.王汉功.乔生儒.LI Ping.WANG Han-gong.QIAO Sheng-ru 工艺参数对超音速电弧喷涂钛-铝涂层表面粗糙
度的影响[期刊论文]-材料工程2006(8)
3. 李平.乔生儒.王汉功.LI Ping.QIAO Sheng-ru.WANG Han-gong 钛-铝双丝超音速电弧喷涂过程中熔滴粒子几何
特性研究[期刊论文]-表面技术2007,36(1)
4. 王汉功.汪刘应 超音速电弧喷涂与设备维修[会议论文]-1999
5. 王树国.Wang Shuguo 3Cr13材料的超音速电弧喷涂工艺试验研究[期刊论文]-齐鲁石油化工2009,37(2)
6. 李平.王汉功 钛铝双丝超音速电弧喷涂Al-TiN复合材料涂层的组织结构研究[会议论文]-2008
7. 汪刘应.王汉功.华绍春.曹小平.Wang Liuying.Wang Hangong.Hua Shaochun.Cao Xiaoping 用分形理论研究超
音速电弧喷涂PS45涂层结合强度与喷涂电压的关系[期刊论文]-稀有金属材料与工程2006,35(2)
8. 张冰.张勇.张俊.ZHANG Bing.ZHANG Yong.ZHANG Jun 应用于反应釜的超音速电弧喷涂涂层的耐蚀性[期刊论文
]-材料保护2007,40(11)
9. 李平.王汉功.郭秦.胡重庆 超音速电弧喷涂Ti-Al涂层抗滑动磨损性能研究[期刊论文]-材料科学与工艺
2003,11(4)
10. 李存剑.陈海明.陈宝林 超音速电弧喷涂药芯丝KF39D的研制[会议论文]-2005
引用本文格式:王汉功.查柏林.苏勋家.杨晖 超音速电弧喷涂技术与应用[会议论文] 2006