超音速电弧喷涂FeCrAl涂层组织结构
超音速火焰喷涂制备 Fe 基非晶合金涂层的组织与腐蚀性能研究

超音速火焰喷涂制备 Fe 基非晶合金涂层的组织与腐蚀性能研究∗王刚;缪丹丹;肖平;黄仲佳;陈志浩【摘要】采用超音速火焰喷涂技术制备了 Fe 基非晶涂层,通过激光粒度分析仪、X 射线衍射仪、扫描电子显微镜等测试技术对 Fe 基合金粉末以及获得的 Fe 基涂层的形貌和显微组织结构进行了研究,结果表明,采用合适的喷涂工艺可以获得非晶态的 Fe 基合金涂层。
Fe 基非晶合金涂层的耐腐蚀性实验表明,获得的非晶合金涂层具有优异的耐腐蚀性。
%Fe-based amorphous alloy coating had been deposited by high velocity oxy fuel spraying.Morphology and microstructure of Fe-based alloy powders and Fe-based alloy coating had been studied by laser particle ana-lyzer,X-ray diffraction and scanning electron microscope.The results indicated that a coating with fully amor-phous feature could be achieved using a appropriate spraying process.Furthermore,corrosion behavior of Fe-based amorphous alloy coating has been examined.The amorphous coating possesses well corrosion resistance.【期刊名称】《功能材料》【年(卷),期】2014(000)021【总页数】4页(P21122-21125)【关键词】超音速火焰喷涂;非晶合金;涂层;耐腐蚀性【作者】王刚;缪丹丹;肖平;黄仲佳;陈志浩【作者单位】安徽工程大学机械与汽车工程学院,安徽芜湖 241000;安徽工程大学机械与汽车工程学院,安徽芜湖 241000;安徽工程大学机械与汽车工程学院,安徽芜湖 241000;安徽工程大学机械与汽车工程学院,安徽芜湖 241000;安徽工程大学机械与汽车工程学院,安徽芜湖 241000【正文语种】中文【中图分类】TG139+.81 引言作为一种新型材料,独特的长程无序、短程有序的结构特征使得非晶合金具有传统晶体合金所无法比拟的优异物理、化学及力学性能而受到研究者越来越多的关注[1-4]。
超音速火焰喷涂Cr3C2-NiCr涂层的高温耐磨特性

超音速火焰喷涂Cr3C2-NiCr涂层的高温耐磨特性文章摘要:摘要超音速火焰喷涂Cr3C2-NiCr金属陶瓷涂层具有硬度高、韧性好、高低温耐磨性优越等特点,在流化床等高温耐磨部件上具有重要应用前景。
本文采用CH-2000超音速火焰喷涂系统制备了Cr3C2-NiCr涂层,分析探讨了喷涂工艺条件与涂层微观组织结构对涂层耐磨损性能的影响,从而为喷涂粉末与涂层的结构与工艺设计提供依据。
介绍了Cr3C2-NiCr涂层在流化床方面的应用研究与实例,分析了该技术在我国流化床方面推广应用的问题。
关键词超音速火焰喷涂(HVOF)Cr3C2-NiCr金属陶瓷涂层高温耐磨涂层流化床0引言Cr3C2-NiCr是由金属合金粘结相NiCr与陶瓷硬质相Cr3C2组成的复合材料,因此具有陶瓷的硬度高、耐磨性好、抗高温氧化性能优越的特点,同时还具有金属基韧性高等特点,是最重要的高温耐磨涂层材料,一般可用于850-950o C以下。
超音速火焰喷涂(HVOF)是制备高性能Cr3C2-NiCr涂层的最重要方法之一,其耐磨损性能主要取决于涂层的成分与显微组织结构等诸多因素[1-3]。
1 超音速火焰喷涂金属陶瓷涂层结构与性能超音速火焰喷涂,又名高速氧燃料火焰喷涂,是利用丙烷、丙烯等燃气与高压氧气在特制的燃烧室中燃烧产生的高温高速焰流进行喷涂的方法。
燃烧焰流速度可达1500m/s~2000m/s以上。
将粉末沿轴向或侧向送进焰流中,粉末粒子被加热至熔化或半熔化状态的同时,可被加速到高达300~650m/s的速度,撞击在基体上后能够形成比其它喷涂方法结合强度更高的致密涂层[2]。
HVOF喷涂中的超音速焰流温度约为3000o C,比等离子焰流温度低,且超音速焰流速度高致使粉末在焰流中的停留时间短,所以粉末在焰流中加热所达到的温度较低。
超音速火焰喷涂是在八十年代初期,首先由美国Browning公司以Jet-Kote为商品推出。
在国内,西安交通大学于1995年初在国内率先研制成功了CH-2000 HVOF系统。
超音速电弧喷涂3Cr13不锈钢涂层的结构及性能_杨晖

涂层与涂装超音速电弧喷涂3Cr 13不锈钢涂层的结构及性能第二炮兵工程学院203室(西安710025) 杨 晖 王汉功 刘学元摘 要 超音速电弧喷涂时电弧被压缩、被拉长,喷涂速度快,温度高。
喷涂丝材端部经电弧加热、熔化后,被高速压缩的空气射流雾化、加速,形成了集中的喷涂粒子束。
用光学显微镜和电子扫描显微镜对3Cr 13涂层的组织结构进行了观察;用电子扫描显微镜对3Cr 13喷涂颗粒粒度及变形进行了分析;用拉伸试验法对涂层的结合强度进行了测试。
结果表明,超音速电弧喷涂颗粒细小,涂层表面光滑,组织致密,结合强度高。
主题词 热喷涂 超音速 电弧喷涂 涂层1 前 言电弧喷涂的工作原理是:连续送进的两根金属丝在喷枪前以一固定的角度相交,由于二线各自联接于直流电源两级而产生电弧,从喷嘴喷射的气流强烈地喷射熔化端部丝材,熔化的金属连续地射出形成稳定的雾化粒子流,落在基体表面形成涂层。
这种方法喷涂效率高,能源利用率达90%,远远高于其他喷涂方法,且成本低,涂层的耐磨、耐蚀性能好,因而在很多国家都得到了工业应用。
电弧喷涂曾一度被认为效率高、质量低,涂层由粗大粒子及大量气孔构成,但近10年的技术进步改变了这种观念。
现在的电弧喷涂已经可以得到光滑、致密、低气孔率的涂层,质量可以达到等离子喷涂的水平。
电弧喷涂技术已成为当今发展最为迅速的热喷涂技术之一,预计2000年将约占热喷涂市场的15%。
超音速电弧喷涂系统中超音速气流加速雾化作用可产生颗粒细小的高速喷涂粒子,是获得高质量喷涂层的保证,这一新的电弧技术将会促进热喷涂技术的进一步发展。
为此,本文进行了与之相关的研究。
2 试验方法2.1 设备和材料采用第二炮兵装备维修表面工程推广站研制的SA S-1型超音速电弧喷涂系统进行喷涂。
喷涂材料为含0.3%~0.4%C 和约13%Cr 的O 3mm3Cr13马氏体不锈钢喷涂丝,基体材料为45钢。
用压缩空气作为雾化气体。
2.2 涂层性能测试采用A ST M C633-79拉伸试验标准进行结合强度测试,在Instro n 1195电子拉伸试验机上拉伸,加载速度系1mm /min ,涂层结合强度e 为e =F /S式中 F ——拉伸断裂时的最大拉力S ——试样的断裂面面积对偶试样也经喷前处理(喷砂粗化)。
超音速火焰喷涂 - 副本
超音速火焰喷涂(HVOF)FeCrSiBMn非晶/纳米晶涂层的长期腐蚀行为秦玉娇,吴玉萍,张建峰,郭文敏,陈晟,陈丽艳河海大学力学与材料学院金属材料与防护研究所摘要:采用超音速火焰(HVOF)喷涂技术制备FeCrSiBMn非晶/纳米晶涂层,涂层厚度为700um,孔隙率为0.65%。
采用动电位极化曲线和电化学阻抗普测试研究FeCrSiBMn涂层和对比材料镀铬层在3.5%溶液中的长期腐蚀行为。
结果表明,与镀铬层相比FeCrSiBMn涂层具有更高的腐蚀电位和更低的腐蚀电流密度。
FeCrSiBMn涂层的孔隙电阻(Rp)和电荷转移电阻(Rct)比镀铬层的高。
此外,在NacL溶液中浸泡28天后,FeCrSiBMn涂层的表面仅观察到微小的孔隙,结果表明FeCrSiBMn涂层相比镀铬涂层具有优异的耐腐蚀性能。
这主要与FeCrSiBMn涂层致密的结构,较低的孔隙率及非晶/纳米晶结构的存在有关。
关键词:超音速火焰喷涂,涂层,Fe基非晶/纳米晶;耐蚀性能引言:使用电镀或热喷涂保护许多工程部件免遭腐蚀的做法非常普遍。
然而,由于预防和控制环境污染的严格要求,寻找其他的表面处理技术来替代电镀也变得越来越重要。
超速火焰喷涂(HVOF)技术具有环境友好性和高效率的优点,是替代电镀铬工艺最具竞争力的热喷涂技术之一。
因此,许多研究者已经采用超音速火焰喷涂技术制备耐磨损或耐腐蚀涂层,其中Fe基非晶/纳米晶涂层由于具有高硬度/强度、优异的抗腐蚀性能及相对较低的制备成本而受到广泛的关注。
BAKARE等人[17]采用超音速火焰喷涂技术制备了Fe43Cr16Mo16C15B10非晶涂层,研究发现在0.5 mol/L H2SO4和3.5 % NacL溶液中,非晶涂层比相同成分的纳米涂层具有更好的耐腐蚀性能。
杨等[18]人与张等人[19]发现,在3.5 %NacL溶液中,Fe48Cr15Mo14C15B6Y2非晶涂层具有良好的耐腐蚀性,并且随着涂层中晶体相含量的增加,涂层的耐蚀性逐渐恶化。
超音速电弧喷涂表面合金化防腐技术研究

超音速电弧喷涂表面合金化防腐技术研究摘要:超音速电弧喷涂表面合金化防腐技术是一项新兴的防腐技术,由于提高了喷涂速度,使得涂层的防腐和耐磨性大大提高深受人们欢迎,本文对该技术进行了初步的研究,分析了它的工作原理、现实应用以及存在的问题。
关键词:超音速电弧喷涂防腐涂层一、超音速电弧喷涂的基本原理电弧喷涂是热喷涂技术的一种,电弧喷喷咀中包含这两根电线,操作时,接通电源,并且分别接上正负极,在两根电线的端点就会形成一个电弧,电弧温度理论上可以达到6000℃,在高温作用下,丝材被雾化成为微粒,此时在高速气流的作用下,雾化的丝材微粒从喷咀中喷出,由于所喷微粒温度很高,因此涂层密度高,结合牢固。
在电弧喷涂中又可以分为亚音速喷涂和超音速喷涂。
超音速喷涂是相对于亚音速喷涂来说的,以前多使用亚音速喷涂技术,亚音速电弧喷涂时,经电弧雾化的丝材微粒是以亚音速的速度从喷咀中喷出的,而超音速电弧喷涂技术,丝材微粒是以超音速的速度从拉伐尔喷咀喷出的,它是一个不断重复积累的过程,雾化的丝材微粒均匀分布在需要防腐的部件表层上,形成一个涂层,从而起到防腐耐磨的作用(如图1所示)。
电弧喷涂能够减少涂层的气孔以及氧化程度,同时还能节约涂层材料。
超音速电弧涂层主要用在有导电性的金属的防腐方面,例如锌铝、不锈钢、高铬钢等材料。
二、超音速电弧喷涂的雾化效果超音速电弧喷涂由于使用了拉伐尔喷嘴,使气流速度超过音速,从而使粒子流的速度也超过了音速。
速度提高了,所以雾化的粒子变得更小了,从而在金属面上的分布也就越均匀,由图2可见,粒子基本接近球形每个粒子之间的距离很小,分布较均匀。
高速度还使得涂层的强度大大提高,由于粒子速度很高,因此,粒子沉积时的冲击力就会很大,从而有利于提高活性区域的面积。
另外,高速粒子沉积时由动能转化而来的热能会大得多,从而也提高了涂层的结合强度。
图2 为超音速电弧喷涂3Cr13时粒子的形貌。
三、超音速电弧喷涂的材料1.金属线材目前超音速电弧喷涂表面合金化技术主要使用丝材,比较常用的有锌、铝、镁,还有一些新兴材料产生,例如铝镁锌丝材等。
高速电弧喷涂FECRAL涂层和NICR涂层组织及性能研究

中文摘要中文摘要采用高速电弧喷涂技术(HVAs),在结构材料上喷涂FeCrAl涂层和NiCr涂层,使其具有优异的高温耐蚀性能和良好的耐磨性能,可以应用于火电厂锅炉水冷壁的高温防腐防磨领域,应用前景广阔。
本文采用扫描电子显微镜(SEM)、X.射线衍射仪(XRD)、能谱仪(EDS)、光学显微镜等现代分析手段研究了高速电弧喷涂FeCrAI层和NiCr层的微观结构,通过一系列实验研究了涂层的结合强度、抗高温腐蚀性能、耐磨损性能、抗热震性能、孔隙率,并研究了涂层的力学性能如涂层的弹性模量。
这些研究成果为这种高速电弧喷涂层的大规模工业应用奠定了理论基础。
本研究获得的主要成果如下:采用SEM和XRD分析了高速电弧喷涂FeCrAI涂层和NiCr涂层的微观结构。
涂层的显微组织呈典型的层状结构特征,涂层组织致密,无粗大孔隙,在扁平颗粒之间有很薄的氧化物膜和少量气孔。
FeCrAI涂层的主要相是铁基固溶体和少量Fe203;NiCr涂层的主要相是镍基固溶体、cr203和NiCr204。
研究了高速电弧喷涂FeCrAl层的结合强度,提出FeCrAl涂层与NiAl粘结底层之间的结合强度大于底层与基体间的结合强度,并且还提出在对基体表面进行了喷砂处理后,可以不用预制NiAl底层,这样对FeCrAl涂层结合强度影响很小。
对高速电弧喷涂FeCrAl层和NiCr层的抗高温腐蚀性能进行了研究,并采用XRD、SEM等手段对涂层的腐蚀机理进行了深入研究,并研究了FeCrAl层和NiCr层的孔隙率。
研究表明NiCr涂层的抗高温腐蚀性能最好,FeCrAl涂层次之,但比20#钢的耐腐蚀性能要好的多。
研究认为NiCr涂层中优先形成Cr203或尖晶石型氧化物是其具有优异的抗高温腐蚀性能的主要原因,FeCrAI涂层低温热腐蚀形成疏松的Fe203是其抗腐蚀性能稍差的主要原因。
另外,涂层的孔隙率也是不可忽视的一方面原因。
NiCr涂层和FeCrAl涂层孔隙率明显比普通电弧喷涂层降低,几乎可以和等离子喷涂层相媲美。
电弧喷涂FeBC涂层的微观结构与磨粒磨损性能
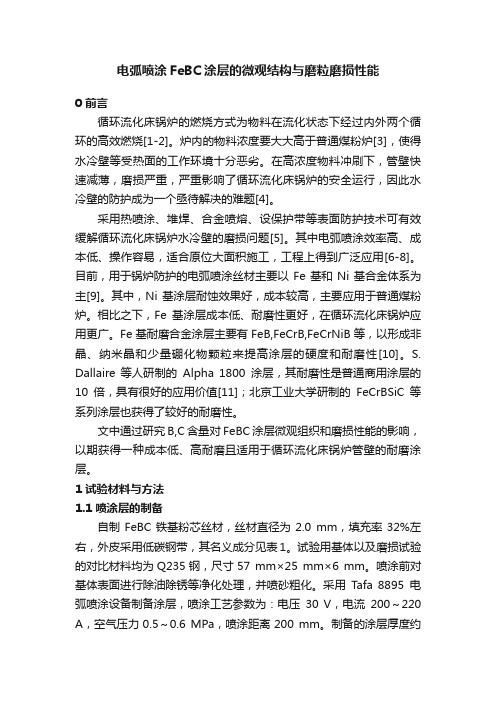
电弧喷涂FeBC涂层的微观结构与磨粒磨损性能0 前言循环流化床锅炉的燃烧方式为物料在流化状态下经过内外两个循环的高效燃烧[1-2]。
炉内的物料浓度要大大高于普通煤粉炉[3],使得水冷壁等受热面的工作环境十分恶劣。
在高浓度物料冲刷下,管壁快速减薄,磨损严重,严重影响了循环流化床锅炉的安全运行,因此水冷壁的防护成为一个亟待解决的难题[4]。
采用热喷涂、堆焊、合金喷熔、设保护带等表面防护技术可有效缓解循环流化床锅炉水冷壁的磨损问题[5]。
其中电弧喷涂效率高、成本低、操作容易,适合原位大面积施工,工程上得到广泛应用[6-8]。
目前,用于锅炉防护的电弧喷涂丝材主要以Fe基和Ni基合金体系为主[9]。
其中,Ni基涂层耐蚀效果好,成本较高,主要应用于普通煤粉炉。
相比之下,Fe基涂层成本低、耐磨性更好,在循环流化床锅炉应用更广。
Fe基耐磨合金涂层主要有FeB,FeCrB,FeCrNiB等,以形成非晶、纳米晶和少量硼化物颗粒来提高涂层的硬度和耐磨性[10]。
S. Dallaire 等人研制的Alpha 1800涂层,其耐磨性是普通商用涂层的10倍,具有很好的应用价值[11];北京工业大学研制的FeCrBSiC等系列涂层也获得了较好的耐磨性。
文中通过研究B,C含量对FeBC涂层微观组织和磨损性能的影响,以期获得一种成本低、高耐磨且适用于循环流化床锅炉管壁的耐磨涂层。
1 试验材料与方法1.1 喷涂层的制备自制FeBC铁基粉芯丝材,丝材直径为2.0 mm,填充率32%左右,外皮采用低碳钢带,其名义成分见表1。
试验用基体以及磨损试验的对比材料均为Q235钢,尺寸57 mm×25 mm×6 mm。
喷涂前对基体表面进行除油除锈等净化处理,并喷砂粗化。
采用Tafa 8895电弧喷涂设备制备涂层,喷涂工艺参数为:电压30 V,电流200~220 A,空气压力0.5~0.6 MPa,喷涂距离200 mm。
制备的涂层厚度约为500 μm和1 000 μm,分别用于常规测试和磨粒磨损试验。
防磨防腐新材料超音速电弧喷涂技术-管理资料

防磨防腐新材料超音速电弧喷涂技术-管理资料一、超音速电弧喷涂的原理电弧喷涂原理是利用两根连续送进的金属丝作为自耗电极,在其端部产生电弧作为热源,用压缩空气将熔化了的丝材雾化,并以超音速喷向工作件形成一种结合强度高、孔隙率低、表面粗糙度低的涂层的热喷涂方法,。
其工作原理与普通电弧喷涂(亚音速雾化)一样,超音速电弧喷涂是一个不断连续进行的熔化-雾化-沉积的过程。
但在雾化方式上,超音速电弧喷涂与普通电弧喷涂有根本的区别,即超音速电弧喷涂是采用超音速雾化。
其优点是:雾化效果好,雾化后的粒子细小均匀,速度高,有利于获得高质量的涂层。
超音速电弧喷涂采用拉伐尔喷嘴,将气流的速度从亚音速提高到超音速,加强了气流对粒子的加速效果,从而提高了粒子速度。
粒子速度对涂层的性能有很大的影响。
粒子速度高,粒子沉积时对基体的撞击作用就强,粒子变形就充分。
有利于粒子与基体、粒子与粒子之间的结合,从而提高涂层的结合强度和内聚强度;粒子速度高,粒子沉积前在空气中的飞行时间短,飞行中产生的氧化物就少,有利于粒子的结合,从而提高涂层的内聚强度,降低涂层的孔隙率。
粒子速度越高,越有利于获得高质量的涂层。
随着热喷涂设备的更新换代,粒子速度在不断提高,涂层的质量也不断得到改善。
超音速雾化减小了粒子的粒度,降低了涂层的粗糙度。
粗糙度是涂层的一项重要性能指标,它取决于雾化后粒子的粒度。
超音速雾化加强了气流对丝材端部熔化金属间的作用,雾化的粒子细小均匀,大大降低了涂层的粗糙度。
同时,粒子粒度的减小,也降低了粒子扁平化过程中的飞溅,有利于降低涂层的孔隙率。
超音速雾化是超音速电弧喷涂的出发点,是其与普通电弧喷涂的根本区别。
超音速电弧喷涂设备包括电源、喷枪、送丝机构及其附件,关键设备是超音速电弧喷枪。
我公司采用进口喷嘴,并且喷涂电流稳定,能在保证丝材雾化效果、涂层质量的前提下,一天的喷涂面积达到20m2。
电弧喷涂时,弧区的温度高达5000-6000℃,用气冷的方式对喷嘴进行冷却。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超音速电弧喷涂FeCrAl涂层组织结构与抗氧化性能研究刘杰1,胡兰青1, 2,许并社1, 21 太原理工大学材料科学与工程学院,太原(030024)2 教育部新材料界面与工程重点实验室,太原(030024)E-mail:pmsl6@摘要:利用超音速电弧喷涂技术, 在20钢表面制成FeCrAl涂层。
借助扫描电子显微镜、能谱仪和X-射线衍射仪分析了涂层氧化前后的形貌、成分及组织结构,测试了涂层在680℃的抗氧化性能。
结果表明FeCrAl涂层主要由体心立方晶格Fe-Cr固溶体和α- Fe相组成,含少量CrO2。
FeCrAl涂层的优良的抗氧化性能主要是得益于涂层中的合金元素Cr,在氧化试验中形成了以Cr2O3为主的致密保护层。
关键词:超音速电弧喷涂;抗氧化性;FeCrAl涂层中图分类号:TG174.4420. 引言火电厂锅炉管一直处在高温、高压及受热烟气腐蚀、冲蚀的恶劣环境中,极易产生高温腐蚀及冲蚀,致使管壁减薄,每年减薄量约1mm,更有甚者可达5~6mm[1]。
材料表面早期失效是造成发电厂非计划停机的主要原因,在锅炉事故中锅炉管的暴漏事故又占据一大半。
所以,锅炉管的高温腐蚀和烟气冲刷磨损已成为一亟待解决的关键问题,解决这一问题的经济可行的途径是使用具有良好导热性的防磨损、防氧化的薄涂层。
铁铝金属间化合物具有优良的高温耐磨损、抗氧化性能, 但因为低的塑性而难于加工。
超音速电弧喷涂具有熔滴喷射速度高、雾化效果好、涂层的结合强度高和涂层的孔隙率低等优点[2]。
采用FeCrAl粉芯丝材,利用超音速电弧喷涂技术制成FeCrAl涂层,可以解决铁铝金属间化合物加工成形困难的缺点。
本文对超音速电弧喷涂FeCrAl涂层和20钢在680℃温度下100h的空气中氧化前后的组织结构和抗氧化性进行了研究,分析了20钢和FeCrAl涂层试样的氧化动力学曲线,讨论了FeCrAl涂层氧化前后的物相变化,以期为FeCrAl涂层的设计和抗氧化性的改善提供理论依据1。
1本课题得到山西省青年科技研究基金资助项目(20011019)资助。
1.实验材料及方法1.1试验材料喷涂材料为Φ2mm的FeCrAl粉芯丝材。
喷涂用基体材料为20钢,主要化学成分(质量分数, % )为C 0.17~0.24,Si 0.17~0.37, Mn 0.35~0.65, Ni、Cr≤0.25,Cu≤0.25。
采用电火花线切割成尺寸为Φ25mm×7mm待喷涂试样。
1.2涂层制备采用CDMAS300系统和HAS- 02 高速喷枪。
喷涂的工艺参数为:喷涂电压为32 V,喷涂电流180A,喷涂距离250~300mm,雾化压力0.50~0.60MPa,送丝速度3.0m/min。
试样用砂纸磨平经抛光去油并在酒精中超声波清洗,去除表面油污, 然后喷涂面喷砂粗化, 提高表面粗糙度。
在基体上喷涂厚约0.30mm的涂层。
1.3 组织形貌分析用JSM-6700-F型场发射扫描电子显微镜观察试样表面和截面的形貌结构特征。
用TN-5400型能谱仪对样品微区成分元素种类及含量进行分析。
用D/max-3CX X射线衍射仪确定样品的相组成。
1.4高温氧化试验高温氧化试验采用静态恒温氧化方法,用BS110S型电子天平进行氧化称重,其精度为0.1m g。
使用空气作为试验的气氛, 总的氧化时间为100 h,在电炉内恒温680 ℃下经不同时间段氧化后称重。
氧化增重由关系式=(W-W0)/S测得(其中W0、W分别为氧化前和氧化后重量,S为试样表面积)。
2.试验结果及分析2.1涂层的组织形貌图1 为FeCrAl涂层的表面形貌图,涂层表面主要由直径在20~40m之间的球状颗粒及少量孔隙组成,在喷涂试验条件下,超音速气流雾化作用很强,丝材熔化后被充分雾化,得到十分细小的喷涂粒子,熔融喷涂粒子高速飞行后不断沉积喷溅形成球状颗粒[3]。
对涂层表面球状颗粒进行能谱分析(图2),表层球状颗粒成分主要由Fe、Cr 、Al、O元素组成。
超音速电弧喷涂过程中喷涂粒子温度较高,同时处于压缩空气流中,最表层较容易发生氧化,且在到达基体表面前部分凝固形成固体氧化膜,所以涂层表面球状颗粒多为Fe、Cr、Al的氧化物[4]。
成份:(Wt%)Fe: 49.74Cr: 20. 29Al: 2.07O: 27.9图3为FeCrAl 涂层的截面形貌图,涂层组织呈现典型的层状结构特征,组织致密,孔隙率较低。
涂层主要由浅灰色层状物和灰色带状物组成。
对微区进行能谱分析确定浅灰色层状物所含元素为Fe 、Cr ,灰色带状物所含元素为Fe 、Cr 、Al 、O 。
对涂层进行XRD 分析(图4)可知,FeCrAl 涂层主要由体心立方晶格Fe-Cr 固溶体和α- Fe 相组成,含少量CrO 2和Fe-Al 金属间化合(FeAl)。
2.2氧化动力学曲线分析将有FeCrAl 涂层的20钢和无涂层的20钢试样放入箱式电炉内在680℃进行100h 的抗氧化试验。
图5为试样的氧化动力学曲线,可以看出,氧化初期(0~20h ),涂层中的Fe 与Cr 和20钢基体中Fe 很容易通过扩散与空气中O 2发生氧化反应,两个试样氧化增重均较快,但20钢试样增重速率是有涂层的20钢的3倍左右,原因是20钢表面被氧化形成Fe 2O 3 氧化层,结构疏松,基体持续以较高的速度被氧化。
带FeCrAl 涂层20钢涂层中Cr 优先与O 结合,形成致密的Cr 2O 3保护膜,使氧化速度大大降低。
204060801001202004006008001000Fe-AlFe-Cr CrO 2D i f f r a c t i o n i n t e n s i t yDiffraction angel 2θoα-Fe图4 FeCrAl 涂层氧化前X 射线衍射谱Fig.4 XRD spectra for the FeCrAl coatingbefore oxidation图3 FeCrAl 涂层截面形貌Fig.3 SEM image of FeCrAlcoating cross section图1 FeCrAl 涂层表面形貌 Fig.1 SEM image of FeCrAl coating surface图1 FeCrAl 涂层表面形貌 Fig.1 SEM image of FeCrAl coating surface 图2 FeCrAl 涂层氧化前表面能谱图 Fig.2 EDS spectra for surface of theFeCrAl coating before oxidation氧化中后期(20~100h)带FeCrAl涂层试样氧化速度降低,氧化动力学曲线变平缓,基本符合抛物线规律,100h后氧化增重速率在40g/mm2左右。
无涂层的20钢试样在20h后仍呈现较高的氧化增重速率,动力学曲线呈直线规律且斜率较大,氧化速度加快,100h后氧化增重速率已超过了160g/mm2,是FeCrAl涂层试样的4倍,说明涂层表现出良好的抗氧化性能。
2.3氧化后形貌、物相及分析用扫描电镜观察氧化100h后试样的表面形貌(图6)发现,孔隙减少,球状颗粒尺寸变大且边界变得不明显。
对涂层进行XRD分析可知(图7),涂层氧化后表面致密层主要是Cr2O3,还含有一定量的Fe2O3和FeCr 固溶体。
说明涂层中形成了致密的Cr2O3氧化膜对基体起了保护作用。
其原因有:(1) Cr与O的亲和力大于Fe和O的亲和力,在发生氧化反应时O优先与Cr结合,形成致密Cr2O3保护膜,使基体20钢得到保护。
(2) 本试验涂层中Cr的质量分数大于20%,满足形成稳定氧化膜的条件,由合金内部提供的Cr量大于通过氧化物向外扩散被氧化的Cr量,且合金的互扩散系数足够大,Cr能从氧化层内部扩散到外部,有足够的Cr形成连续Cr2O3氧化膜[5]。
(3)Cr所生成的氧化物的体积大于金属原子的体积,且线膨胀系数与基体接近,不会产生较大的内应力使涂层破裂,因而能有效地将金属基体包覆起来,防止基体进一步氧化[6,7]。
综上,FeCrAl涂层的抗氧化性主要得益于涂层中的合金元素Cr,形成了以Cr2O3为主的致密保护层。
020*********-10102030405060708090100110120130140150160170180Gainweightg/mm2Time (h)FeCrAl20G图5 FeCrAl涂层及20钢在680 ℃氧化动力学曲线Fig.5 Oxidation kinetics curves of FeCrAlcoating and 20G at 680 ℃3. 结论(1)FeCrAl涂层的组织呈现出典型的层状结构特征,表面主要由球状氧化物组成,涂层组织主要是体心立方晶格Fe-Cr固溶体和α- Fe相及少量CrO2。
(2)经680 ℃氧化100h后,20钢氧化增重速率是FeCrAl喷涂层氧化增重速率的4倍左右。
FeCrAl涂层的抗氧化性能优于20钢。
(3)FeCrAl涂层的抗氧化性主要得益于涂层中的合金元素Cr,形成了以Cr2O3为主的致密保护层。
参考文献[1] 吴非文.《火力发电厂高温金属运行》[M].北京:水利电力出版社,1978.[2] 王汉功著.《超音速电弧喷涂技术》[M].北京:国防工业出版社,1999.[3] TomaD,BrandlW,MargineanG. Wear and corrosion behaviour of thermally sprayed cermet coatings [J].Surface and Coatings Technology,2001(2):149-158.[4] 孟凡军,徐滨士,朱胜,等. 高速电弧喷涂Fe-Al涂层在800℃下的氧化性能[J].中国腐蚀防护学报,2004,24(6):368-371.[5] 翟金坤.《金属高温腐蚀》[M] .北京:航空航天大学出版社,1993:72-74.[6] Xiaodong Wu, Duan Weng. Effects of plasma-sprayed NiCrAl/ZrO2 intermediate on the combination ability of coatings [J].Surface and Coatings Technology. 2001(140): 231-237.[7] Shi-cheng Wei,Bin-shi Xu, Hai-dou parison on corrosion-resistance performance of electro-thermal explosion plasma spraying FeAl-based coatings [J].Surface and Coatings Technology.2007(201):5294-5297.Study on Microstructure and Oxidation Resitance Properties of FeCrAl Coatings Produced by Supersonic Arc SprayingLIU, Jie HU, Lan-Qing XU, Bing-She1 College of Materials Science and Engineering,Taiyuan University of Technology,Taiyuan, PRC,(030024)2 Key Laboratory of Interface Science and Engineering in Advanced Materials of Taiyuan,University of Technology, Ministry of Education, Taiyuan, PRC, (030024)AbstractIn this paper , FeCrAl Coatings were prepared on 20G substrate by supersonic arc sprayingtechnology. The specimens were analyzed by means of conventional X-ray diffraction (XRD), the micrograph of the sample analysis was performed using scanning electron microscopy (SEM) with energy dispersive X-ray spectroscopy (EDS) for elemental analysis and test the properties of oxidation resistance at 680℃.Results indicated that the FeCrAl coatings was consisted of cubic body-centered Fe-Cr solid solution and α-Fe phase, with a few CrO2 .The excellent oxidation resitant properties of FeCrAl Coatings was benefited from the element Cr , which formated the compact protective layer mainly consisted of Cr2O3.Key words: supersonic arc spraying; oxidation resitance property; FeCrAl coating作者简介:刘杰(1979-),男,硕士研究生,主要从事压力容器、管道的无损检测,焊接与热喷涂涂层组织与性能的研究。