复合材料压力容器的性能分析
复合材料压力容器充气温度效应分析
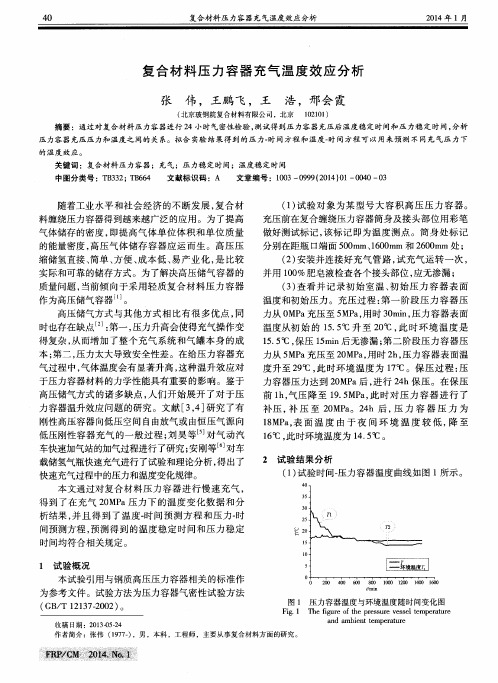
( 1 ) 试验对象 为某型号大容积高压压力容器 。 充压 前在 复合 缠绕压 力 容器筒 身及 接头 部 位用 彩 笔 做好 测试 标记 , 该 标 记 即为 温 度 测 点 。简 身 处 标 记 分别 在距 瓶 口端 面 5 0 0 m m、 1 6 0 0 mm和 2 6 0 0 a r m处 ; ( 2 ) 安装并 连 接好 充气 管路 , 试充气运转一次体温度会有显著升高, 这种温升效应对 于压 力容 器材 料 的力学 性能 具有 重要 的影 响。鉴 于 高压 储气 方式 的诸 多 缺 点 , 人 们 开始 展 开 了对 于 压 力 容器 温升效 应 问题 的研 究 。文献 [ 3 , 4 ] 研 究 了有 刚性高压容器 向低压空 间自由放气或 由恒压气源 向 低压刚性容器充气的一般过程 ; 刘吴等 对气动汽 车快速加气站的加气过程进行了研究; 安刚等 对车 载储 氢气瓶快 速充气进行 了试验 和理论 分析 , 得 出了
的温度效应。
关键词 :复合材料压力容器 ;充气 ;压力稳定时 间;温度稳定时间 中图分类号 :T B 3 3 2 ; T B 6 6 4 文献标识码 :A 文章编号 :1 0 0 3— 0 9 9 9 ( 2 0 1 4 ) 0 1 — 0 0 4 0— 0 3
随着 工业 水 平 和社 会 经 济 的不 断发 展 , 复合 材 料缠 绕压 力容 器得 到越来 越广 泛 的应用 。为 了提 高 气体 储存 的密 度 , 即提 高 气体 单 位 体 积 和 单 位 质量
并用 1 0 0 %肥 皂液 检查 各个 接头 部位 , 应无 渗漏 ; ( 3 ) 查看并记 录初始室温 、 初 始 压 力 容 器 表 面
复合材料压力容器及其相关问题研究

应用。
【 关键 词 】 力容 器 ; 合 材 料 ; 计 理 论 ; 度 ; 压 复 设 强 刚度 ; 久 性 ; 护 层 ; 全 性 ; 密性 耐 保 安 气
形 状 的 芯模 ( 内衬 ) 缠 绕 固化 而 成 。 于其 具 有 比强 度 高 、 或 上 由 比模 量 大 、 实现 等 强 度 设 计 、 疲 劳 性 能 好 、 可 抗 耐腐 蚀 等 优 异 性 能 以 及便 于 大尺 寸 整 体 成 型 的特 点 。 上世 纪 七 十年 代 起 , 了 最 大 限度 地 减 轻 压 力 容 器 重 量 , 技 人 员研 发 了由 内衬 与 外缠 绕复 合 材 料 增 强 层 的 复合 压 力容 器 从 为 科
优 良性 能 , 相 同 容 积 和 压 力 条 件 下 , 合 压 力 容 器 比 钢 质 压 力 容 器 在 复 的重 量 可 减 轻 13 2 3 / ~ / ;同 时 复 合 材 料 在 受 到 撞 击 或 高 速 冲击 发生 破
3 . 螺旋 缠 绕 3 螺旋 缠绕 也 称 测 地 线 缠 绕 。缠 绕 时 芯 模 绕 自轴 匀 速 转 动 , 丝 头 导
O 引 言
纤 维 增 强 聚 合 物 基 复 合 材 料 (R , 括 F P压 力 容 器 独 具 下 F P)包 WR 列 特 点 :R 由 纤 维 ( 强 相 ) 聚 合 物 ( 体 相 ) 成 , FP 增 和 基 组 复合 材 料 性 能 离 散 性 大 ; 向 异 性 ;R 各 F P与 制 品 同 时 生 成 (WR F P压 力 容 器 缠 绕 成 型
复合材料压力容器设计

复合材料压力容器设计复合材料压力容器设计一、引言复合材料压力容器是一种由多种材料通过一定的工艺方法组合而成的容器,具有优异的性能特点,如轻质高强、耐腐蚀、抗氧化、抗疲劳等。
随着科学技术的不断发展,复合材料压力容器在石油、化工、航空航天等领域得到了广泛应用。
本篇文章将从材料选择、结构设计、制造工艺和质量控制等方面,探讨复合材料压力容器的设计要点。
二、材料选择复合材料压力容器的设计首先需要选择合适的材料。
常见的复合材料有玻璃纤维增强塑料(GFRP)、碳纤维增强塑料(CFRP)、芳纶纤维增强塑料(AFRP)等。
这些材料具有不同的性能特点,需要根据具体的使用环境和要求进行选择。
例如,在石油化工领域,由于介质具有腐蚀性和氧化性,因此需要选择耐腐蚀、抗氧化的复合材料;而在航空航天领域,由于容器需要承受极高的压力和温度,因此需要选择高强度的复合材料。
三、结构设计结构设计是复合材料压力容器设计的核心环节。
结构设计需要考虑容器的结构形式、壁厚、加强结构等因素。
常见的结构形式有筒形、球形、锥形等,需要根据实际需要进行选择。
壁厚的设计需要考虑材料的力学性能和容器的使用条件,确保容器的安全性和稳定性。
加强结构的设计可以提高容器的承载能力和刚度,常见的加强结构有环向加强筋、纵向加强筋、内外加强层等。
四、制造工艺复合材料压力容器的制造工艺主要包括材料准备、成型工艺、固化工艺、机械加工等环节。
材料准备包括将增强纤维和基体树脂按照一定比例混合均匀,制成预浸料或纤维布。
成型工艺是将预浸料或纤维布按照设计要求的形状和尺寸铺设在模具上,通过加热或加压等方法使其成型。
固化工艺是将成型的复合材料在一定温度和时间下进行固化,使其具有一定的强度和刚度。
机械加工是对成型的复合材料进行切割、钻孔、铣削等加工,以满足设计要求的尺寸和形状。
五、质量控制质量控制是复合材料压力容器设计的重要环节之一。
质量控制需要考虑材料的质量、结构设计的合理性、制造工艺的可靠性等因素。
国内外空间复合材料压力容器研究进展及发展趋势分析(二)

The Re iw fW o l — wi e S c y tm m p st e s e Ve s l ve o rd d pa e S se Co o iePr sur s e
a dteD v lp n rn ayi( ) n h e eo me tT e d An lss 2
Absr c T t d v lpme to v re sc mp st v r— wr p e e s r e s lus d i pa e s s・ t a t: he su y de eo n fo e s a o o i o e - a p d pr su e v s e e n s c y ・ e tn s r ve d, n t d e u fc mp st v r—wr p d p e s r e s lf ro rc u ty wa u e wa e iwe a d su y r s h o o o i o e e a pe r s u e v s e o u o n r s s m—
maie . h e eo me t r n n l s fc mp s e o e - r p e r su e v s e s d i p c y - r d" e d v lp n e d a ay i o o o i v r— w a p d p e s r e s lu e n s a e s s z T t s t - t m ro rc u t a n s e n t r fo e s a e eo me t i a in e f u o n r w sf ih d i e ms o v re s d v l p n t t . o y i su o Ke r s c mp st o e y wo d : o o i v r—w a p d p e s r e s l s d e eo me t d v lp n r n s a e s s e r p e r s u e v s e ; t y d v lp n ; e e o me tt d; p c y - u e
复合材料压力容器

复合材料压力容器
复合材料压力容器是一种应用广泛的高性能容器,它由多种不同材料的复合层构成,能够承受高压力和各种环境条件下的工作。
复合材料压力容器具有重量轻、强度高、耐腐蚀、耐磨损等优点,因此在航空航天、船舶、化工、军工等领域得到了广泛的应用。
首先,复合材料压力容器的制造材料主要包括碳纤维、玻璃纤维、环氧树脂、聚酯树脂等。
这些材料具有优良的机械性能和化学性能,能够满足不同工作条件下的需求。
与传统的金属材料相比,复合材料具有更高的比强度和比刚度,能够在保证强度的前提下减轻结构重量,提高了整体性能。
其次,复合材料压力容器的制造工艺主要包括预制、成型、固化、表面处理等步骤。
在制造过程中,需要严格控制各个工艺环节,确保复合材料的性能稳定和一致性。
同时,还需要进行严格的质量检验和控制,确保产品的质量达到设计要求。
另外,复合材料压力容器的应用领域非常广泛。
在航空航天领域,复合材料压力容器被广泛应用于航天器、卫星、导弹等载荷舱体和燃料箱体中,能够减轻结构重量,提高载荷能力。
在船舶领域,复合材料压力容器被应用于船体结构、储罐、管道等部位,能够提高船舶的载重能力和航行速度。
在化工领域,复合材料压力容器被应用于化工设备、储罐、反应釜等部位,能够提高设备的耐腐蚀性能和使用寿命。
总的来说,复合材料压力容器具有重量轻、强度高、耐腐蚀、耐磨损等优点,能够满足不同领域的工程需求。
随着科学技术的不断进步和应用需求的不断增加,复合材料压力容器将会得到更广泛的应用和发展。
氢气在复合材料中的储存性能研究

氢气在复合材料中的储存性能研究氢气作为一种清洁能源备受关注,然而其高压储存存在着安全隐患和能量密度不高的问题。
因此,研究氢气在复合材料中的储存性能具有重要意义。
一、复合材料在氢气储存中的应用复合材料由两种或更多种材料组合而成,具有较高的强度和刚度。
因此,将氢气储存系统与复合材料相结合,可以提高氢气储存的安全性和效率。
目前,很多研究表明,复合材料在氢气储存中发挥着重要作用。
1.1 复合材料的选择在选择复合材料时,需要考虑其耐压性能、密封性能和热稳定性等因素。
常见的复合材料包括碳纤维增强复合材料、玻璃纤维增强复合材料和聚合物基复合材料等。
这些复合材料都具有较高的强度和耐腐蚀性,适合用于氢气储存系统。
1.2 复合材料的优势与传统的金属材料相比,复合材料具有更轻、更坚固、更耐腐蚀等优点。
在氢气储存系统中,使用复合材料可以减轻整体重量,提高系统的耐压性能和密封性能,从而提高氢气的储存效率。
1.3 复合材料的挑战虽然复合材料在氢气储存中具有潜力,但也面临着一些挑战。
例如,复合材料的制造成本较高,且在高温下容易发生脆化现象。
因此,如何降低制造成本、提高耐高温性能是目前研究的重点。
二、复合材料在氢气储存中的性能研究针对复合材料在氢气储存中的性能,研究者进行了大量的实验和模拟分析。
他们主要从以下几个方面展开研究:2.1 压力容器的性能压力容器是氢气储存系统的核心组成部分,其性能直接影响着氢气的储存效率和安全性。
研究者通过实验和模拟分析,探讨了不同复合材料在压力容器中的性能表现,为氢气储存系统的设计提供了参考依据。
2.2 密封性能的研究氢气是一种极易泄漏的气体,而氢气泄漏会导致爆炸等严重后果。
因此,提高氢气储存系统的密封性能至关重要。
研究者通过实验和模拟,研究了复合材料的密封性能,探讨了不同密封结构对氢气泄漏的影响,为系统的改进提供了思路。
2.3 热稳定性的研究在氢气储存过程中,容器会受到来自氢气的高温影响。
因此,复合材料的热稳定性也是研究的焦点之一。
不锈钢复合板压力容器的热处理
不锈钢复合板压力容器的热处理摘要:不锈钢复合板有着十分优良的经济性,因此在当前的压力容器制造过程中得到日益广泛的应用,不锈钢耐腐蚀层呈现出特别良好的耐腐蚀性能,不锈钢基层可选择强度更高的钢质底板,使钢板厚度有效减少,进一步降低不锈钢制作过程中的制造难度和成本。
需要注意的是,在焊接之后,要着重做好热处理工作,这样才能使其性能进一步优化。
基于此,下文重点探讨和分析不锈钢复合板压力容器的热处理技术等相关内容。
关键词:不锈钢复合板;压力容器;热处理引言在不锈钢结构中复合板是两种材料的复合,两种材料所涉及的成分在物理和化学性质方面有一定的差异,所以复合压力容器制造过程中要着重做好每一个步骤,这是至关重要的。
其中,热处理技术应用是特别关键的内容,在实际的操作过程中,主要是应用相对应的介质,把压力容器的复合材料加热到冷却,通过这样的处理,进一步有效改变压力容器材料的化学成分和金相组织中的不稳定因素,以此使材料的金属性能进一步改进,使其最优化,进一步提升整体压力容器的安全性能。
1不锈钢复合板压力容器的热处理技术综述热处理主要指的是把固态金属及其合金(钢及其合金)结合相应的要求对其展开加热、保温和冷却,通过这样的方式,对其内部组织进行有针对性的改变,从而有效实现既定要求的性能的工艺过程,其中,在具体的操作中,对热处理造成影响的因素包括温度和时间等。
在温度的变化下,不锈钢在固体状态下能够发生相对应的相变。
针对此类压力容器进行处理的过程中,所涉及的热处理技术,主要包括三个阶段,分别是,加热,保温,冷却。
这三个阶段既是互相独立,又是互相配合,有效统一的。
2不锈钢复合板压力容器的热处理不同阶段具体来说,相关阶段主要体现在以下内容:2.1加热阶段在热处理技术中,这是特别重要的阶段,同时也是关键所在,和能否完成相对应的加热目标,有着至关重要的紧密联系。
在实际的操作过程中,要设置相对应的加温温度系数,在热处理技术的发展过程中,最开始是煤和木炭加热,然后用气体液体燃料或电进行加热当前有效应用熔融金属的加热处理,为了使热处理质量和效果得到更有效的加强,呈现出更加良好的加热效果,要针对加热温度进行有效控制。
复合材料压力容器的研究与制备

第1期纤维复合材料㊀No.1㊀952024年3月FIBER ㊀COMPOSITES ㊀Mar.2024复合材料压力容器的研究与制备吴伟萍,于柏峰,赵㊀亮,周晏云(哈尔滨玻璃钢研究院有限公司,哈尔滨150028)摘㊀要㊀本文介绍了复合材料压力容器的研究进展,分析了影响压力容器设计的主要参数,根据网格理论,结合缠绕角和铺层顺序的优化,设计制备了国产碳纤维复合材料压力容器㊂试验结果表明,压力容器设计满足技术要求,国产碳纤维在CFRP 压力容器上的应用是可行的㊂关键词㊀复合材料压力容器;国产碳纤维;湿法缠绕Research Progress and Preparation ofComposite Pressure VesselWU Weiping,YU Baifeng,ZHAO Liang,ZHOU Yanyun(Harbin FRP Institute Co.,Ltd.,Harbin 150028)ABSTRACT ㊀In this paper,the research progress of composite pressure vessel is introduced,and the main parameters af-fecting the design of pressure vessel are analyzed.According to the grid theory,combined with the optimization of winding angle and lamination order,a domestic carbon fiber composite pressure vessel is designed and manufactured.The test re-sults show that the design of pressure vessel meets the technical requirements and the application of domestic carbon fiber in CFRP pressure vessel is feasible.KEYWORDS ㊀composite pressure structure;domestic carbon fiber;wet winding通讯作者:吴伟萍,女,硕士,教授级高工㊂研究方向为复合材料成型工艺㊂E -mail:pingfrp@1㊀引言近年来,碳纤维作为一种高性能的材料,正以惊人的速度渗透到风电㊁航空航天㊁汽车工业㊁建筑行业等领域,被誉为21世纪的 新材料之王 ㊂碳纤维的比重不到钢的四分之一,其增强复合材料的抗拉强度比钢高7~9倍,力学性能优异[1]㊂由碳纤维和树脂基体结合形成的碳纤维增强复合材料(CFRP)具有高比强度㊁比模量㊁质量轻㊁耐腐蚀性好等优良性能[2],是一种轻质高强的结构部件,广泛应用于交通运输㊁航天航空以及国防军工等领域㊂近年来,在可持续发展政策的提出和现阶段能源危机的背景下,低碳环保的理念逐渐深入人心㊂Atilhan 等[3]认为绿色氢气是航运业一种很有前景的能源替代品,而氢气一般采用高压储运,其主要储运设备为压力容器[4]㊂CFRP 压力容器以轻量化㊁耐疲劳㊁耐腐蚀㊁强度高等优点,大量应用在储气㊁储能装置领域㊂与传统的全金属压力容器相比,CFRP 压力容器可设计性强的同时,质量更轻㊁承载力更强,能够使用自动化纤维缠绕设备实现批纤维复合材料2024年㊀量生产㊂目前,航天航空领域中,航天飞船及其系统的各种复合材料压力容器已成为火箭发动机的液体储存装置和空间站宇航员的生命保证气体供应系统㊂民用领域中,上世纪90年代以来,复合材料压力容器已逐步成为民用压力容器的主流产品,在加氢站已广泛利用复合材料压力容器进行高压储氢[5]㊂在 双碳 政策驱动下,压力容器市场增长迅速,东丽预测到2025年该领域碳纤维需求量将突破2万吨,到2030年,全球压力容器需求将超过8万吨,增长趋势强劲㊂纤维缠绕的研究起源于国外,复合材料压力容器的生产原材料碳纤维主要来自国外进口㊂国际上碳纤维的生产起步于20世纪60年代,经过五十余年的发展,生产工艺技术已经成熟㊂日㊁美等少数发达国家掌握了世界碳纤维的核心生产技术,尤其是新近开发的先进技术主要掌握在日本东丽㊁东邦帝人㊁三菱丽阳三大碳纤维生产企业中㊂近年来,受下游需求拉动,以及2018年以来中美贸易摩擦㊁科技战㊁新冠疫情㊁俄乌冲突带来的全球供应链危机的影响,我国不断打破国外技术垄断,涌现了吉林化纤㊁中复神鹰㊁宝旌㊁新创碳谷㊁恒神㊁光威复材等碳纤维生产企业,碳纤维产能规模不断扩张,碳纤维市场国产替代趋势明显㊂本文介绍了碳纤维复合材料压力容器的研究进展和特点,研究了复合材料压力容器极限承载能力,根据网格理论,结合缠绕角和铺层顺序的优化,设计制备了国产碳纤维复合材料压力容器,试验结果表明,压力容器设计满足技术要求,国产碳纤维在CFRP压力容器上的应用是可行的㊂2㊀复合材料压力容器研究进展CFRP压力容器主要通过纤维的缠绕工艺在内衬外表面缠绕碳纤维丝束带,碳纤维复合材料层主要起承载作用[6],内衬起到防止泄漏和腐蚀的作用,最后利用热成型工艺形成一种高强度的薄壁容器㊂压力容器根据材料和结构分为四种:以碳素钢和合金钢为主要材料的全金属结构Ⅰ型压力容器[7];由金属内胆和环向缠绕纤维层组成的Ⅱ型压力容器[8];由金属内胆和外部全缠绕碳纤维层构成的Ⅲ型压力容器[9]和由非金属内衬和外部全缠绕碳纤维层构成的Ⅳ型压力容器[10]㊂复合材料压力容器大多为Ⅲ型㊁Ⅳ型,而非金属内衬的质量更轻,且耐腐蚀㊁抗疲劳性能更好,多以橡胶㊁高密度聚氯乙烯及复合材料为内衬㊂复合材料压力容器的成型制备研究㊁结构设计和纤维缠绕工艺研究是国内外学者共同关注的焦点㊂Zhengyun Hu[11]研究了不同铺层设计对爆破压力的影响,结果表明,数值模拟结果与实验结果之间的误差在10%以内,纤维缠绕铺层因素占影响爆破压力比重的15%;同时,环向缠绕层和螺旋缠绕层分离的纤维铺层模型可以提高爆破压力,螺旋缠绕层缠绕角从大到小分布也可以提高压力容器整体的爆破压力㊂Azeem等[12]对纤维缠绕技术在复合材料压力容器上的应用和面临的挑战等进行了评析,指出在设计和制造纤维缠绕结构时,了解各种工艺参数和它们的综合效应是非常重要的㊂Pranjali Sharma[13]研究了Ⅲ型复合材料压力容器,使用ANSYS软件进行仿真,通过试验测试类似的模型来验证压力容器由于爆裂而失效㊂Magneville[14]等人提出了用于模拟储罐爆破行为的复合材料的热力学行为定律,研究了70MPa高压IV型储氢容器的模拟和爆破实验㊂Roh[15]等人针对Ⅳ型复合材料压力容器进行了封头补强设计,得出该技术可以使复合材料缠绕层的质量为补强前质量的90%,使螺旋缠绕层层数明显减少㊂Son D S[16]等人通过理论及有限元研究,确定自紧力可以调节复合材料储气瓶整体结构的应力分布㊂Lei Zu[17]以非测地线绕线初始绕线角度和滑动系数为变量,研究了不同曲率半径下非测地线缠绕结构对环形结构性能的影响㊂Zu 等[18]对不同切点的非测地线缠绕方法进行模拟,确定合适的切点,缠绕示意如图1所示,再利用三次样条函数精确地预测了球壳的厚度分布㊂图1㊀切点数n分别为5㊁6㊁13的非测地线缠绕模式王迪[19]等人研究了螺旋缠绕纤维在头部极端孔的边缘的堆叠问题,通过对极值抽取方法与带宽扩孔法的对比,得出了在两种不同扩孔方式下,纤维缠绕层的厚度在纵向上的分布规律㊂通过有限元分析得到最佳的扩孔方案是为扩大一个带宽加一个半带宽,该方案使纤维层厚度的极值降低了69㊀1期复合材料压力容器的研究与制备31.5%㊂柴森[20]等人通过施加自紧力,可以降低内衬应力最大值,同时可以提高复合材料纤维铺层的利用率㊂陈汝训[21]优化了网格理论设计方法,结果表明适当增加圆柱缠绕角度可以增强密封段的结构,降低压力容器的质量增加量,并统筹容器爆破强度与封头段增强,保证气瓶的爆破模式处于安全模式㊂陈旦[22]通过Python语言编程完成纤维缠绕模型的参数化建模,采用truss单元模拟缠绕层㊁纤维逐层建模㊁层间接触分析等技术,证实了干纱建模方法的可行性与准确性㊂3㊀复合材料压力容器设计流程复合材料压力容器是一种高强度薄壁容器,承受的内压由内衬传递到缠绕层,内衬起储存㊁阻隔和防止气体渗漏的作用,缠绕层起承受绝大部分荷载的作用㊂内衬设计与复合材料结构层设计是复合材料压力容器结构设计的两个主要部分㊂内衬部分的设计有封头段结构和金属接口两部分,复合材料层的设计有纤维层厚度㊁纤维缠绕角度和铺层顺序等[23],设计流程如图2所示㊂图2㊀复合材料压力容器结构设计流程4㊀复合材料压力容器湿法缠绕成型工艺㊀㊀纤维缠绕是制造复合材料部件最先进㊁自动化程度较高的方法之一[24]㊂Hopmann[25]等认为湿法缠绕工艺是制造压力容器最常用的方法,湿法缠绕工艺根据芯模的形状和产品设计要求,采用环向加螺旋缠绕混合的缠绕方式来制备压力容器㊂湿法缠绕工艺本质上可以概括为3个步骤[26]:提供具有规定张力的连续纤维粗纱或布带,用规定量的低黏性树脂浸渍纤维;在芯模或内衬上按照一定线型规律进行缠绕;缠绕完成后在常温或高温下进行固化成型[27],传统湿法缠绕工艺示意如图3所示㊂A纤维筒子架;B牵拉系统;C张力控制辊;D导向辊;E带刮刀的胶辊;F浸胶槽;G浸渍纤维束;H横移导轨;I丝嘴;J旋转芯模或内衬图3㊀传统湿法缠绕工艺示意图在成型工艺上,主要参数有纤维浸胶量㊁缠绕张力㊁缠绕速度和线型选择等,对每种工艺参数合理设置才能得到符合要求的纤维缠绕制品㊂压力容器使用网格理论计算缠绕层结构参数㊂网格理论的关键在于假设忽略树脂的作用,由纤维网络结构承担全部壳体内压,从而使得纤维缠绕压力容器设计更加简单㊂但根据网格理论设计的纤维缠绕层,会在实际制造中产生封头纤维堆积的问题,需要通过螺旋缠绕角度和纤维铺层顺序来优化纤维缠绕层厚度的分布和整体承载能力㊂纤维缠绕在芯轴或内衬上的路径决定了纤维在压力容器上的取向,树脂所受载荷和纤维张力影响纤维的体积含量,缠绕张力的合理控制可以充分发挥纤维性能和增大纤维应力㊂测地线轨迹缠绕线型的螺旋向纤维缠绕角α需要和测地线缠绕角的大小相等或接近㊂从封头段结构的强度方面分析,如果螺旋纤维缠绕角过小,则会破坏等张力封头其纤维受力的理想状态;如果缠绕角过大,则会使环向纤维层数增多,进而使封头段缠绕纤维出现堆叠㊁架空㊁滑移现象,不能发挥纤维的高强度㊂其次,缠绕线型在封头接口处应减少纤维与极孔相切次数,以避免封头部位出现纤维堆叠㊁架空现象,影响封头段强度㊂头部包角β通常选择在160ʎ~180ʎ之间,以避免出现缠绕时纤维打滑的现象㊂由缠绕层总厚度㊁纤维拉断强度和柱段部分半径影响压力容器的极限承载能力㊂缠绕角度对复合材料压力容器的性能影响较大,缠绕角的增加,对79纤维复合材料2024年㊀封头强度的提升和壳体质量减少都有用㊂缠绕角越大,封头越厚,重量越小㊂在满足极孔切根缠绕和纤维不打滑的前提下,对缠绕机缠绕角进行调整或者增加极孔半径,能得到强度高和质量轻的产品㊂5㊀CFRP压力容器制备本文选用与东丽T700同等级别的国产碳纤维-拓展CCFT700S为增强材料,以环氧树脂为基体材料,以氯化丁基橡胶为内衬制备国产碳纤维复合材料压力容器㊂压力容器的底座㊁接嘴和耳片采用金属材料,芯模采用预制可溶性芯模,结构示意图如图4所示,制备的CFRP压力容器为单极孔柱形结构,总长350mm,外径140mm,重量不超过1.5kg,爆破压强ȡ60MPa㊂图4㊀压力容器结构示意图金属接嘴和底座通过氯化丁基橡胶包覆粘接,固定在预制可溶性芯模上,形成完整内衬层㊂采用湿法缠绕成型工艺进行复合材料结构层成型,按照缠绕机电脑程序设定的线型,将浸胶纤维缠绕在内衬上,耳片和复合材料结构层一体成型㊂压力容器柱段部分的主应力方向为环向和纵向,当缠绕纤维的方向为主应力方向时,纤维的高强性能可以得到充分发挥,因此在柱段部分增加环向纤维缠绕以满足强度设计要求㊂缠绕结束后进行加压固化成型,溶解可溶性芯模㊂制备工艺流程如图5所示㊂根据网格理论,结合缠绕角和铺层顺序的优化,设计纵向缠绕角为9ʎ㊁11ʎ㊁13ʎ㊁15ʎ和20ʎ㊂纵向缠绕层厚度为1.7mm,环向缠绕层厚度为2.3 mm,复合材料层总厚度为4.0mm㊂用拓展CCFT700S进行湿法缠绕成型,缠绕张力控制在30 Nʃ5N㊂所制备的CFRP压力容器重量为1.45kg,容积为4.1L㊂压力容器的水检检测压强为37.50~ 0.5MPa,稳压10min无渗漏;气密检测压强为30+0.5MPa,5min内无气泡㊂将压力容器充水至60 MPa压力下保压3min,未破裂,满足爆破压力设计要求,继续升压至78MPa时气瓶在后封头位置处爆破,极限承载能力为78MPa㊂CFRP压力容器设计满足技术要求,并成功验证了国产碳纤维-拓展CCFT700S在CFRP压力容器上的应用可行性㊂图5㊀CFRP压力容器制备工艺流程6㊀结语复合材料压力容器轻质高强㊁刚度高,能承受高压气体,易于携带㊂可根据工程设计软件灵活设计缠绕程序,满足对不同的功能需求和设计要求下的纤维缠绕角㊁铺层厚度以及材料性能的参数优化,生产周期短㊂基体材料可以通过裂缝和其他形式的损伤吸收能量,纤维层局部失效不会导致其快速失效,安全性高㊂目前,我国与国外同等级别的碳纤维可以满足复合材料压力容器的设计指标要求,产业链原材料端更为健全㊂通过不断优化改进现有的纤维缠绕工艺,细化和完善检测标准,推动复合材料压力容器成型工艺研究向着仿真与制造一体化㊁整瓶优化㊁高性能和低成本化方向发展,能够加快中国能源结构优化㊁低碳化和可持续化,推动 碳中和 终极目标早日实现㊂参考文献[1]白文怡,廖英强,刘勇琼,等.碳纤维复合材料缠绕气瓶优化研究进展[J].炭素,2020(01):36-41.[2]沈功田.金属压力容器和常压储罐声发射检测及安全评价技术与应用[J].中国特种设备安全,2016,32(07):1-5.89㊀1期复合材料压力容器的研究与制备[3]ATILHAN S,PARK S,EL-HALWAGI M M,et al.Green hy-drogen as an alternative fuel for the shipping industry[J].Current Opinion in Chemical Engineering,2021,31100668. [4]LI Jun,BO Ke,HUANG Oianghua,et al.Development trend and challenges of high pressure hydrogen transportable pressure vessel [J].Acta Energiae Solaris Sinica,2022,43(3):20-26. [5]郑津洋,马凯,周伟明,等.加氢站用高压储氢容器[J].压力容器,2018,35(9):9.[6]白文怡,廖英强,刘勇琼,等.碳纤维复合材料缠绕气瓶优化研究进展[J].炭素,2020(01):36-41.[7]沈功田.金属压力容器和常压储罐声发射检测及安全评价技术与应用[J].中国特种设备安全,2016,32(07):1-5. [8]柴森.CNG环向缠绕气瓶纤维应力比研究[D].辽宁:大连理工大学,2015:2-8.[9]Wang L,Zheng C,Luo H,et al.Continuum damage modeling and progressive failure analysis of carbon fiber/epoxy composite pressure vessel[J].Composite Structures,2015,134:476. [10]Barboza Neto E S,Chludzinski M,Roese P B,et al.Experimental and numerical analysis of a LLDPE/HDPE liner for a composite pres-sure vessel[J].Polymer Testing,2011,30(6):693-700.[11]Hu Z,Chen M,Zu L,Jia X,Shen A,Yang O,Xu K.Investiga-tion on failure behaviors of70MPa Type IV carbon fiber overwound hydrogen storage vessels[J].CompositeStructures,2021.259: 113387.[12]AZEEM M,YA H H,ALAM M A,et al.Application of filament winding technology in composite pressure vessels and challenges:A review[J].Journal of Energy Storage,I2022,49:103468. [13]Sharma P,Bera T,Semwal K,Badhe R M,Sharma A,Ramakumar S S V,Neogi S.Theoretical analysis of design of filament wound type3composite cylinder for the storage of compressed hydrogen gas [J].International Journal of Hydrogen Energy2020,45(46): 25386-25397.[14]Magneville B,Gentilleau B,Villalonga S,Nony F,Galiano H. Modeling,parameters identification and experimental validation of composite materials behavior law used in700bar type IV hydrogen high pressure storage vessel[J].International Journal of Hydrogen Energy,2015,40(38):13193-13205.[15]Roh H S,Hua T O,Ahluwalia R K JIJ O H E.Optimization of car-bon fiber usage inIype4hydrogen storage tanks for fuel cell automo-biles[J].2013,38(29):12795.12802.[16]Son D S,Hong J H,Chang S H JIJ O H E.Determination of ret-agged pressure and estimation of material failures of a Type Ill hydro-gen pressure vessel by using finite element analysis[J].2012,37 (17):12771-12781.[17]Zu L,Koussios S,Beukers A.Design of filament-wound circular toroidal hydrogen storage vessels based on non-geodesic fiber trajec-tories[J].International Journal of Hydrogen Energy,2010,35 (2):660-670.[18]ZU L,ZHANG D H,XU Y O,etal.Integral design and simulation of composite toroidal hydrogen storage tanks[J].International Jour-nal of Hydrogen Energy,2012,37(1):1027-1036. [19]王迪.不同缠绕工艺下复合材料气瓶力学性能研究[D].大连理工大学,2017.[20]柴森.CNG环向缠绕气瓶纤维应力比研究[D].大连理工大学,2015.[21]陈汝训.纤维缠绕壳体的应力平衡系数和圆筒缠绕角[J].固体火箭技术,2009.32(6):677-679.[22]陈旦,祖磊,许家忠.基于ABAQUS的干纤维缠绕新型压力容器的设计与力学分析[C].第三届中国国际复合材料科技大会.[23]BOON Y D.JOSHI S C㊁BHUDOLIA S K.Review:Filament winding and automated fiber placement with insitu consolidation for fiber reinforced thermoplastic polymer composites[J].Polymers, 2021,13(12):1951.[24]柯华.查志伟,郑唬.V型储氢瓶用复合材料及制备工艺[J].纤维复合材料,2022,39(1):15-21. [25]HOPMANN C,MAGURA N,MUELLER R,et al.Impact of wind-ing parameters on the fiber bandwidth in the cylindrical area of a hy-drogen pressure vessel for generating a digital twin[J].Polymer Composites,202243(3):1577-1589.[26]HOPMANN C㊁MAGURA NLOPEZ N R,etal.Detection and eval-uation of the fibers'deposition parameters during wet filament winding [J].Polymer Engineering and Science,2021,61(5):1353-136.[27]PANDITA S D,IRFAN M S㊁MACHAVARAM V R,etal.Clean wet-filament winding-Part1:design concept and simulations [J].Journal of Composite Materials,2013,47(3):379-390.99。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图分 类号 :H1 ,H 9 文献 标识 码 : T 6T 4 A
1 引言
压力容器是承受一定压力的设备 , 在化工 、 轻工 、 能源 、 航天 等领域得到广泛应用【 工业技术 的提高迫切要求压力容器能够 l _ 。 在更苛刻的条件下具有更优 良的性能 , 压力容器也存在很大的危 险 陛, 危害程度主要与设计压力 , 温度, 介质条件和材料力学性能 有关田 压力容器材料方面的突破 , 。 对整个压力容器技术的突破具
复合材料压力容器分析仍处于初步阶段 , 对复合材料压力容器的 研究具有一定的参考价值。
关键 词 : 复合材料 ; 应力分 析 ; 失效 分析 ; 力容器 压
【 bt c】 r srvs la r sr eu m n w i e i l bt agr s e a r l A s at Pe / s s rpe u i et h hiu dwd y u idneo . t i r s / e e e s e q p c s s , e e s u m e a
机 械 设 计 与 制 造
20 2 文章编号 :0 1 3 9 (0 )5 0 2 - 3 10 — 97 2 1 0 — 20. 1 - 0
第 5期
2 1 年 5月 01
Ma h n r De in c iey sg
&
Ma u a t r n f cu e
复合材料压 力容器的性 能分析 术
fro p sepesr vse isi nh tl t et r i ssm eeec r ee c o pse ocm oi rsue esl tl a di a . o d o er rne sa ho cm oi t s la t a s g Ip v e f o f r r f t
te fr. cai l t nt n nicr s no ae a i cpesr vseapi i sw l h “e h c r ghadat- r i m r swl Me n a se -o o o f t i l l r ue eslp l ao a e1 s c n . t T eipoe etfid t cnl ydmod ret e rsue esl h et e omo eee h m rvm n u r t hoo e J 3 gnlt esr vse w hbtr f r  ̄ vn o ns y e g ' u t yh p ep udr o eeecniost u su t cua h atrt s dds nadm uatr s u q oo ne m svr odt n. m ps utrl a c ii ei a f ue t s u Se i Is r cr e sc a n g n n c a f t cm oi rsuevsesadp tfradchrn t s ds iui a u inm toste eie o p sepesr esl n us ow oee s es ir tnc c l o hd , ns c s t r t r tb o l a t e h p f
pr s u ev s e . e s r e s 1
Ke r s Co p st a e i l S r s n l ss Fa l r n l ss P e s r e s l y wo d : m o i m t r a ; t e sa a y i ; i e a a y i ; r s u e v s e e u
slci f ,h rsue esl nip r n t s nta ma eemie p l ai se eet n e es r v se i a ot t e i a ei t yd tr n pit o o v sln oo t p s m a sp n d g h a c n fa e i
对容器后期的使用起着决定性作用, 材料的机械强度和耐腐蚀性等都会影响压力容器的使用状况。 工业技术
的 提高迫切要求压力容器能够在更苛刻的条件下具有更优良的性能。 简述了 复合材料压力容器的特点、 设计 制造现状, 出了 提 相关应力分布计算方法, 了引起复合材料压力容器失效的主观因素和客观 因素, 出 叙述 指
( ig a nvri f cec n eh ooy Q n d o 6 0 C ia Q n d oU i syo i ea dT cn lg , ig a 6 6 , hn ) e在很大危险陛, 压力容器材料选取是设计中的重要步骤,
有重要意义f 压力容器的材料选取是设计过程 中的重要步骤, l _ 。 对
合金钢材料 , 外层进行金属层板包扎 以提高机械强度 。 但金属材
sm ujci doj c v a t so m oi r sr vse i r, u p i sot h ea a s o es bet ea bet e c o c p s epe ue esl a uets o t u a t l i v n i f r f o t s f l h n tt h n y s
骆 晓玲 刘 亮亮
‘
( 岛科技大 学 , 青 青岛 2 66 ) 6 0 1
P r ma c n lss f o ef or n e a a y i or mp st r s u e v s e c o i p e s r e s l e
L a -ig L U La g l n UO Xio l , I in - i g n a