数字化TIG逆变焊机两种典型抗干扰设计
IGBT逆变焊机电磁骚扰的抑制

IGBT 逆变焊机电磁骚扰的抑制
摘要:本文从分析IGBT 逆变焊机电磁骚扰的来源、危害入手,结合GB15579.10-2008《弧焊设备第10 部分:电磁兼容性(EMC)要求》标准,介绍了采用金属外壳的IGBT 逆变焊机要通过EMC 测试,应采取哪些措施来减小谐波电流、电源端子骚扰电压,并提出了可行的解决方案。
关键词:电焊机;电磁兼容;EMI 抑制;IGBT 逆变
1 引言
在GB15579.10-2008 强制性国标即将实施之际,如何改善逆变焊机的电磁兼容性(EMC),使之符合标准要求已成为各电焊机厂家关心的一个重大课题。
焊机的电磁兼容性测试包括发射、抗扰性试验两方面的内容。
由于电焊机
本身都具有较强的抗干扰能力,通过抗扰性试验一般问题都不大。
IGBT 逆变焊机的逆变器大多采用了PWM 脉冲宽度调制技术,焊机输入整流器引起的电流畸变会产生谐波骚扰,IGBT 高速开关时会产生大量耦合性噪声,对与逆变焊机共处同一电源环境的其他的电子、电气设备来说,逆变焊机是一
个电磁干扰源,且长期以来未得到重视和采取有效措施加以改善,
GB15579.10-2008 实施的目的之一就是要解决弧焊设备造成的电网污染问。
IGBT高压逆变器的抗干扰原理及设计

IGBT高压逆变器的抗干扰原理与设计摘要:简要描述了串联谐振式IGBT全桥逆变器的工作过程,重点分析了系统设计中的干扰与抗干扰原理,尤其针对受干扰危害性最大的IGBT触发电路,介绍了几种行之有效的抗干扰方法。
关键词:逆变器;触发;干扰;抗干扰/绝缘栅双极晶体管1、引言随着大功率半导体技术的快速发展,尤其是IGBT和P-MOS器件的出现,使得各种高频大功率DC/DC变换器和变频器得以广泛应用。
然而,由于频率和功率的增加,逆变器会对系统其它部件产生强的干扰。
比如:在开发高频X射线影像诊断系统时,由于设备中既有模拟电路又有数字电路,既有TTL电平又有CMOS电平,既有小信号电路又有大信号电路(图像信号电流小到几个微安,逆变电流峰值高达100多安培),既有强磁强电的空间辐射干扰,又有高频高压脉冲的传导干扰。
若不能有效地抑制这些干扰,会使图像受干扰而影响正常诊断,系统不能稳定工作或逆变器因瞬时短路而损坏。
因此,在系统设计中,EMI和EMC是必须认真考虑的两个问题。
2、串联谐振式高压逆变器的工作原理串联谐振式全桥高压逆变器的工作原理如图1所示。
图中,交流220V经桥式整流和滤波得到约300V的直流电压,V1~V4构成一个全桥电子开关电路,VD1~VD4是对应的并联快恢复二极管,T1~T4是相应的IGBT触发电路,CS和高压变压器的漏感LS构成谐振元件。
各点的电压电流波形见图2。
电路的工作原理可简单描述为正反两个充电过程。
在正向充电过程中,即T0~T2期间,电源经V1→CS→LS→V4向电容CS充电,形成正弦电流的正半周。
在T1时刻,电容电荷达到最大值,充电电流等于零,触发信号关断。
从T1开始,电容经VD1→CS→LS→VD4放电,形成正弦电流的负半周,在负半周结束后,因V1、V4未能再次打开,回路电流为零;从T2开始,V2、V3导通,电容CS被反向充电,工作过程与前面所述相同。
3、逆变器的抗干扰原理与方法3.1 脉冲干扰逆变器的原理受到干扰的触发信号波形如图3所示。
一种具有高抗干扰性能的逆变式弧焊机的电路结构[实用新型专利]
![一种具有高抗干扰性能的逆变式弧焊机的电路结构[实用新型专利]](https://img.taocdn.com/s3/m/ffb098e5ba1aa8114531d94a.png)
专利名称:一种具有高抗干扰性能的逆变式弧焊机的电路结构专利类型:实用新型专利
发明人:朱宣东,孙敏,魏继昆,朱宣辉,汪志金,陈法庆
申请号:CN201220105969.1
申请日:20120320
公开号:CN202506938U
公开日:
20121031
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种具有高抗干扰性能的逆变式弧焊机的电路结构,包括全桥逆变主电路、逆变变压器次级整流滤波电路、驱动电路和控制电路,所述的驱动电路主要包括驱动脉冲变压器T4~T5、Q5、Q6等场效应管、电阻R7~R19、稳压管D20~D27;驱动电路连接控制电路和全桥逆变主电路;实用新型焊机具有结构简单、体积小、重量轻、成本低、生产效率高、制造技术先进等优点。
申请人:浙江肯得机电股份有限公司
地址:318050 浙江省台州市路桥区疏港大道路桥段2299号
国籍:CN
代理机构:台州市中唯专利事务所
代理人:孙兆文
更多信息请下载全文后查看。
IGBT电焊机的稳定性设计
f o )死 区脉 冲
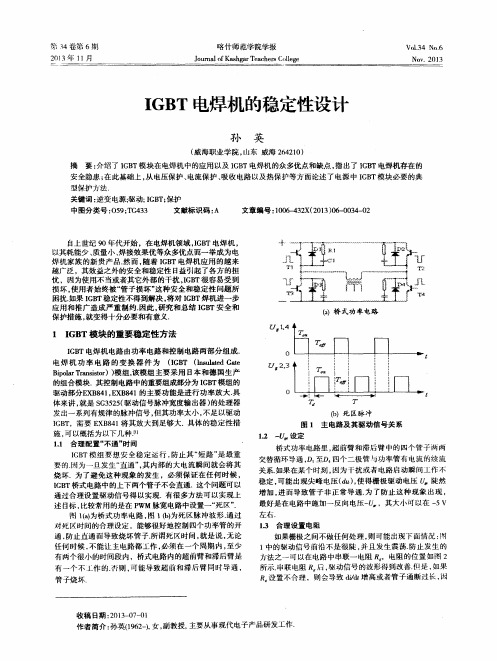
图 1 主 电路 及 其 驱 动 信 号 关 系
1 . 2 一 £ 设 定
I G B T模 组要想 安 全稳 定运行 , 防止其 “ 短路 ” 是最重 要的. 因为一旦发 生“ 直通 ” , 其 内部 的大电流瞬间就会将 其 烧坏.为 了避 免这 种现象 的发生 ,必须 保证在 任何时 候 , I G B T桥式电路 中的上下两个管子不会直通.这个问题可以 通过合理设置 驱动信 号得以实现.有很多方法可 以实现上 述 目标 , 比较常用 的是在 P WM脉宽电路中设置一“ 死区” . I 冬 i 1 ( a 1 为桥式 功率 电路 , 图1 ( b ) 为死 区脉冲波形 . 通过 对夕 E 区时 问的合理 没定 ,能够很好地控制 四个功率管 的开 通, 防止直通 而导致烧 坏管子. 所谓死 区时 间 , 就是 说 , 无论 任何时候 , 不能让 主电路都工作 , 必须在 一个周期 内 , 至少 有两个很小的时问段内 ,桥式电路 内的超 前臂 和滞后臂是 有 一个 不上作 的. 则, 可能导致超 } j i 『 和滞 后臂 同时导通 ,
R 设置不合理 ,则会导致 d / / d t 增 高或者管子通断过长 , 闵
收 稿 日期 : 2 0 1 3 - 0 7 — 0 1
作者简介 : - P 1 ,  ̄( 1 9 6 2 一 ) , 女, 副教授, 主要 从事 现代 电子 产品研发工作
第3 4卷
喀什师范学 院学报
・3 5・
型保护方法 . 关键词 : 逆变电源: 驱动; I G B T ; 保护
中图分 类号 : 0 识码 : A
文章编号 : 1 0 0 6 - 4 3 2 X ( 2 0 1 3 ) 0 6 — 0 0 3 4 — 0 2
逆变电焊机主电路EMC分析及解决方案_吴志威
!""!#$%"% ($"!+ ) ,&#""--./+ 文章编号:
#$%&’()( %$* +,(-&./)-$ -0 123 -$ /4, 5%)$ 6)+6.)/ -0 )$7,+/,+ 8,&*)$9 :-8,+ (.::&’
<= >?5@A50, #B!C DAEFG70, HI= J5K?LF2, M= NA4572 ();#LOOAPA LQ "GRA:5GO6 ST5A7TA G7U !7P57AA:57P, HG7K?LF =75V( LQ $AT?(, HG7K?LF 1’//+/, #?57G; 2($AT?75TGO N5V56L7 S?G7P?G5 %:AGR@GW @AOU57P XGT?57A #L(,HRU(, S?G7P?G5 2/00//, #?57G )
共模电感是将输入线及回线绕在同一磁芯上当电网或者主电路中自身某处产生的共模电流经过共模电感时由于共模电流的同向性会在线圈内产生同向的磁场而增大线圈的感抗使线圈对共模电流表现为高阻抗产生较强的阻尼效果以此衰减共模电流达到滤波的目的在输入线之间使用安规电容a则能滤除差模干扰信号在输入线与地之间使用的安规b电容c和cc可以消除共模干扰虽然差模电感也能消除差模信号干扰但同时增加了主电路电路阻抗逆变焊机输入电流一般达十几安到几十安使得能耗增加而共模电感对流过相反的电流不起作用故在电容能满足滤除差模信号的前提下很少使用差模电感共模电感的设计应在正常工作电流下磁芯不易饱和对干扰信号有足够大的阻抗而对工作电流有最小的阻抗一般逆变焊机的逆变开关工作频率d
图#
TIG焊机的焊接电路设计及系统的抗干扰防护

i t r a i na we d ng e h l gy,p s or r a n e n to l l i t c no o ut f wa d
高达 5 0V。高频 引弧产 生的 高频信 号 干扰 不仅使 0 附近 的 电子 设备 不 能 正 常工 作 , 而且 也使 焊接 电源
n w cr u t d sg o h a e a d r l b e e ic i e i n f r t e s f n e i l TI a G wed n a h n n h e a e n i - i t r a c lig m c ie a d t er ltd a t -d su b n e me s r me t r l o g v n a u e n sa eas ie . Ke r s wed n ; i h f e u n y a c n a t y wo d : l i g h g r q e c r i g; n i d s u b n e TI i t r a c ; G
t n F l wi g t e r q e t o h e e oБайду номын сангаасme t o i . o l n h e u s f t e d v l p n f o o
收稿 日期 :0 6一 2一O 20 O 8 基 金项 目 : 海 市 教 委 基 金 资 助项 目(0 4 2 上 22 7)
关键 词 : 焊接 ; 频引 弧 ; 干扰 ; I 高 抗 TG
中图分 类号 : P 3 T 31
文献标 识码 : B 文章 编号 :0 1 2 5 ( o 6 O 0 6 —0 1 0 — 2 7 2 0 ) 8— 0 3 4
Ab ta t s r c :To n u e h s c e s e s r t e u c s of t r ig s a tn
变极性TIG焊电源二次逆变控制电路的设计
收 稿 日期 :2 l — 5 2 OOO—7
比分 别 独立 可调 的 方波 信号 送 入反 相器 U1 A后 .可 6 得 到相 位 差 为 1 0 的两 路 方 波 信 号 ,然 后 把 此 信 号 8。
分 成 两路 后 分别 输入 死 区时 间控 制 电路 。5 5时基 电 5
( 4 R3 )/R 1R 2R 3。 R 2 4a ( 4 4 4 + _ + + )
变极 性 TG 焊 电 源 要 求 输 出 的 电 流 频 率 和 占空 I
比能独 立调 节 .频 率 可 通 过 调 节 二 次 逆 变 开 关 管 的
经 过分 析可 知 ,通过 改变 5 5时基 电路 外接 电阻 5 R 铊的值 ,可实 现输 出脉 冲频 率 的调节 ,改变 5 5时 , 5 基 电路 外 接 电阻 R 和 R 的 比值 可 实 现脉 冲宽 度 ∞ 钙 的 调 节 。 由 N 5 5的输 出端 3端输 出 的频 率 和 占空 E5
关键 词 :变 极 性 钨 极 氩 弧 焊 ;二 次 逆 变 :控 制 电 路
中 图 分 类 号 :T 4 4 G 3
文 献 标 志 码 :B
0 引 言
变 极 性 T G 焊 是 一 种 特 殊 的方 波 交 流 T G 焊 , I I
是一 种输 出电流频 率 、正 负半 波导 通 时 间及 幅 值均 可
l 方 波 发 生 及 反 相 电 路
电源 在铝 及 其合金 的焊接 中具 有显 著 的优势 ,能满 足
特 殊 工 艺 要 求 。本 文 主 要 进 行 了变 极 性 T G焊 电 源 I 二次 逆变 控制 系统 的设 计研 究 。
率 f lT 1 3( 4 R2R3 × 2 占空 比 D=pT : /: . /R1 4 4 C3 4 + + ) 。 t/ = l
基于DSP的数字化逆变式IGBT交直流方波脉冲TIG焊机研制——软件设计
Ke r s ywo d :DS ( ii l in l rc so ) C S(o ecmp srsu i) C F( o P dgt g a o es r ; C cd o o e tdo ; OF c mmo betf efr as p n o jc i o — l
ma) t :TM S 2 F2 0 3 0 4
关键词 : 、( P 数字信号处理 器) 0C ( ; S 集成开发环境 ) C F 公 共 目标文件格式) ,Ⅵs 2 4 ; 0F ( ;I 30 0 ]
中图 分 类 号 : TG44 1 3 . 文 献 标 识 码 :A
De eo m e to G l i g ma h n t iia GB v l p n fTI wed n c i ewih d gt l[ T
文 章编号 :17 —16 2 0 ) 1 0 10 6 35 9 (0 70 - 2-4 0
基于 D P的数字化逆变 式 I B S G T交直 流 方波脉 冲 T G焊机研 制——软件设 计 I
李鹤岐 ,郭 学 良 ,王 珊 ,张 鹏 李 虹 ,肃 兰州 705 ; .兰州 理工 大学 有色 金属合 金省 部共建 教育部 重点实 验室 , 肃 兰州 300 2 甘
随着工业和计算机 的迅速发 展, 、 铝 镁及其合 金材 料 的应用 愈来 愈 多 , 焊接 这些 材料 的 交 、 流 钨 直
逆变焊机及数字化控制技术
第 42 卷 第 6 期 2012 年 6 月
Electric Welding Machine
逆变焊机及数字化控制技术
Vol.42 No.6 Jun.2012
张光先,李 朋
(山东奥太电气有限公司,山东 济南 250101)
摘要:逆变焊机在效率、体积、质量、控制性能方面具有明显优势,已成为焊接加工业的主流产品。数字化
Abstract:Invert welder has obvious advantages in the aspects of efficiency,volume,quality and control performance,and has become
the main product in welding processing industry.Digital invert welder is basic equipment for digital welding,compared with traditional simulated welder,it has been greatly improved in the aspects of output current waveform control,integrated various welding methods and characteristics,realizing welding performance of various materials,and technological adaptability.It makes automatic welding management system become possible,such as flexibility,networking and intelligence of welder control.This paper comprehensively analyses the current situation and development trend of digital invert welder,and its successful cases in welding technology, production management and suited robot based on above advantages.
IGBT逆变焊机电源抗电磁干扰设计
供 给各 个驱 动模 块 使用 ,这 样可 以有效 地 消除各 单 元 电路 间 的电源线 、地 线 间的耦 合干 扰 ;⑤ 在
控 制变 压器 和驱 动变 压器 的初 级绕组 和 次级 绕组
( ) 电流 电压 的滤 波 处理 在信 号 被送 至 主 4 控板 后 ,信号 的 硬件滤 波 处理是 必 不可 少 的 。本 系 统 采 用 阻 容 滤 波 电路 。 其 中 电 阻 R= 0 3 0Q, 电容 C 01 F,这 样 信 号 的采 集 将 有 R = 0 s =. C 3
n i n a a i c l a a t r , s l a u e i h f q e c os a s d b es t h n ci i e fp we e i e. os a d p r s ia r me e s a l ss p r g e u n yn i c u e y t wi i g a t t so o rd v c e t p we h r e h c vi S mer lv n a u e r k ni a d r n ot r , h s e t g cr u t t e p we o r e o i o to a e o ee a t me s r s we et e h r wa ea ds f a n wa e t ei p ci i i, h o rs u c f n n c man c n rl n l p a d s me o h rme s r sl e i s lt n a d e rb n e e d s u s d i ad a e d sg ,a d i o t a e d s n,s c n o t e a u e i n u a i n a t i g w r ic s e n h r w r e i n n n s fw r e i k o g uh me s r s a h ot r r p,d gtlf t r WDT a d e c. h b v a u e a r f rb y r s a n EMI O t a h a u e st e s f wa e t a i i i e , a l n t T e a o e me s r sc n p e e a l e t i r ,S h tt e i tr r s oo h re u p n n o l t n t eg i a lob o told i e t i tn a d. n e e e te q ime t d p l i t r c na s ec n r l nc r n s d r f t a u o oh d e a a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
幽 锄
时间I,pB
》
言 幽 脚
时间I,坤
图2手柄开关断开时的波形 F叼.2 Wave af仙叶aff ba_I-handle svvitch
fl时刻,在方波信号上升沿,电压变化很快,使 得脉冲变压器产生一个尖脉冲,可以看到,Uef迅速 上升,加在光耦两端电压迅速增大,使光耦导通。
‘l—f2时刻为尖脉冲的维持时间,即光耦的导 通时间。由于光耦中光电三极管导通,其内阻很小, VcC(供电电压)对C。快速充电,光耦输出端电压 以升高,形成如图2中C曲线出现的小段脉冲。
摘要:分析了数字化11G逆变焊机中手柄开关和电弧电压检测两种信号传输过程中 干扰的来源及其对焊机性能的影响,并针对这两种信号设计了有效的抗干扰传输电路。 在手柄开关信号传输电路中,采用了下降特性的脉冲变压器以保证工作信号的传输和 干扰信号的隔离;在电弧电压检测电路中采用电感电容(Lc)滤波器和线性光耦来抑制 干扰并保证采集到的电弧电压的真实性。试验表明,所设计的两种电路简单可靠,实现 容易,能有效抑制噪声干扰,在提高控制电路抗干扰性能方面发挥了重要作用。 关键词:抗干扰;电路设计;光电隔离;滤波 中图分类号:’11c409 文献标识码:A 文章编号:0253—360x(200r7)12一073—05
‘1 技术在焊接电源中的应用使得焊接 设备在小型化、高效化等方面有了飞跃性的发展。 同时,弧焊逆变电源良好的动特性更为焊接工艺控 制提供了一个充分发挥的平台。然而,数字化逆变 焊机将强电和弱电紧密结合在一起,由于强电部分 和弱电部分的功率、频率和电平相差极大,弱电部分 的电平低,频率高,灵敏度高且对电磁干扰信号非常 敏感,所以强电部分的电磁干扰有可能造成控制设 备的误动作,甚至破坏元器件…。因此抗干扰成为 逆变焊机电路设计和应用中必须重点考虑的问题。 在数字化11G焊机中,控制芯片需要对手柄开关和 电弧电压这两种信号进行检测并完成一定的控制功 能,但是一方面由于整流管整流、高频变压器漏磁、 控制系统振荡、高频引弧、功率管的开关等均会产生 较强的高频传导干扰及空间电磁辐射干扰[2]。尤其
这两种配置方式对频率的响应是不一样的。
采用的光敏配置方式,其响应带宽为0— 200 kHz。如图4所示,当输入电压ui。为零及输入
电流,f为零时,ul有一个大的开环增益值。随着
ui。值的升高,ul的输出值开始进入Vcc的轨迹上。
随着仉输出的增大,,f开始有电流值而发光二极
管也进人工作状态。接着,光电三极管D2,D3收到 发光二极管所发出光的照射而导通,并分别产生电
反馈回路和传递输出回路达到非常好的匹配。这些 特性使sLC800的线性度很高,用于电弧电压检测电
路时,采集到的信号失真度很小。其原理如图4所
示,Dl发光二极管分别与D2,D3两个光电三极管耦
合形成反馈驱动回路和前级输出回路,左右两个部
分的供电电源与地是完全隔离的。其中D2光电管 被用作输入伺服反馈,D3光电管被用于输出电路。 SLC800有两种配置方式,即光敏配置和光电配置,
的强度。因为高频引弧频率一般在100一260姚之
间,故试验过程中加在开关线上的干扰频率在 100—300 kHz之间,试验结果如表1所示。
表1 不同频率时能抑制干扰的强度
1-曲Ie 1 In晒1s时af am-ime№n∞∞.n d№旧1t f嘲∞no酷
由表1可知,干扰频率在100—250 kHz时, 7-11W以下的干扰都能够有效隔离。远远大于高频 干扰信号耦合到开关线上的干扰,不会因为干扰造 成误动作。
映在D2产生的反馈电流,P.上,虽然两个光接受电
路都是非线性的,但两个光接受电路的非线性特性
都是一样的,这样,就可以通过反馈通路的非线性来
图4电弧电压检测电路 F日.4 Samp¨ng dncun of arc、『O仡age
2.1滤波器的设计 使用低通滤波器是抑制高频噪声传导最有效的
手段,在交流电源滤波器中,通常采用简单的Lc线 路,如图4中包括共模电感£l和滤波电容Cl所组 成的滤波电路。由于L.的两个线圈匝数相同,绕向 一致,电源线中的往返工作电流在铁心中产生的磁 通方向相反,互相抵消,同时使用了磁导率很高的磁 心,因而基本上不起电感作用;当由高频信号辐射 或窜扰到电路产生的共模电流通过共模线圈时,由 于电流产生的磁通相互叠加,从而获得相当大的电 感量,高频成分主要降在电感上,而低频成分几乎无 衰减地通过电感并到达后级负载。根据给定的滤波 器负载z以及截止频率.厂c可以计算出电感£值, £=z/巧疋,此处£值为电感£l自感与互感之和。 滤波器不仅能抑制共模干扰,而且,利用电感的漏感
针对上述干扰,设计了如图1所示的手柄开关 信号传输电路。
h
收稿日期:2ID07一傩一26 基金项目:河海大学常州校区“优秀硕士论文培育基金”资助项目
图1手柄开关信号传输电路
F.g.1&ll-handb甜,瞅:h sjgnaI t例1smi嚣iorl ci咖n
万方数据
74
焊接 学 报
第28卷
Tl为一脉冲变压器,脉冲信号经稳压管限幅输 入脉冲变压器的一次侧。为了防止过高的对称信号 击穿电路元件,脉冲变压器的二次侧输出电压被稳 压管限幅后进入控制系统内部。脉冲发生器的输出 电压波形如图2中A所示的方波,脉冲频率为 10 kHz。当手柄开关处于断开状态时,脉冲发生器 产生的方波信号通过脉冲变压器传递到光耦输入
和旁路电容Cl能抑制串模干扰,具有双向滤波作 用,Cl采用薄膜电容器,容量大致为100 pF。整个滤 波器采用半封闭结构,用钢板屏蔽,要尽量使输出端 引线最短,并有良好的接地,否则会影响滤波效果[5|。
如图5所示,在a,b处加一个干扰源,电源输出
AC
图5电弧电压检测电路抗干扰测试
哟.5 AmjnIe怕眦蝌or sa呷I呐d删计d锄蛐age
t2一t3时刻,方波信号为高电平,电压不变故脉 冲变压器不工作,尖脉冲消失,光耦关断,c4开始放 电。由于通过也至控制系统输入端的放电回路电 阻很大,放电速度很慢,使得光耦输出端电压以在 整个周期都维持高电平。如果控制系统检测到的电 压信号为高电平,则说明手柄开关处于断开状态。
手柄开关s,闭合时,相当于脉冲变压器的其中 一个次级a,b(图1)被短路,电流,1迅速增大,导致 变压器原边电流如增大,原边阻抗尺3上的电压降 增加,这将使原、副边绕组端的电压Ucd,uef都下降 至零,不能驱动光耦。此时,其输入端电压u。f和输 出端电压以波形分别如图3中日,C所示,均为低 电平。即控制系统检测到光耦输出端电压u。为低 电平时则证明手柄开关已经闭合。这时控制引弧高 频发生器启动,实现引弧。可见,在手柄开关信号传 递的过程中,当手柄开关断开时,系统检测到的信号 一直为高电平,此时由于高频引弧没有开始工作,检 测到的高电平没有杂波,对控制系统几乎不会造成
流,P,,P.。当,P流经过R4,在运放仉的反向输入
端便产生电压U^,即
“=皿‘,P.。
(1)
使得放大器进入反馈工作状态。当巩的值与
u;。相等时,f的值便不再增加,电路处于稳定的闭
环状态。发光二极管所产生的光同时照在两个发光
三极管D2,D3上,D3产生的输出电流,P^与发光二极
管D。的发光强度有关,而这一强度的改变也直接反
端,使光耦导通,其输入端电压Uef和输出端电压仉 波形分别如图2中B,C所示。整个电路的工作过 程可以分为三个阶段。
干扰;当手柄开关闭合时,利用了该脉冲变压器下降 外特性的特点,使光耦输入端保持为低电平,不能驱 动光耦,系统检测不到任何信号。这样,既能有效隔 离干扰信号,又能正确地传递焊接控制信息。
荦 器
频率.『7kHz
黼uation 图6共模扼流圈对不同频率干扰的衰减度
F.叼.6
o|∞mm。n mode时Dke
2.2线性光耦的原理及应用 光隔离是一种很常用的信号隔离形式。由于电
信号以光线为传输介质,因而实现了输入和输出信
号在电气上的良好隔离。设计中采用高性能线性模 拟光耦器件sLc800。它使用高匹配晶体管使伺服
万方数据
第12期
王守艳,等:数字化r兀G逆变焊机两种典型抗干扰设计
75
2 电弧电压检测电路的抗干扰分析
在r11G焊时,需要对电弧电压进行检测,其作用 是一方面要显示电弧电压值;另一方面要判断电弧 是否高频引弧成功,实现焊接工作程序的转换。设 计的电弧电压信号检测电路如图4所示,从电源输 出端a,b处采集电源输出电压,经过电感电容(Lc) 滤波器和线性光耦的吸收隔离,由E端输人到DSP 控制系统。电压信号检测时,抗干扰和保证采样电 压的真实性是需要重点解决的问题。通常,在电压 信号检测时存在两个方面的干扰,由于检测电路与 高频发生器和电源都是并联的(图4),一方面,高频 引弧频率为几百千赫兹,电压更可高达到数千伏,其 窜人能力比一般噪声要强烈,尤其是一旦旁路电容
第28卷第l 2期
焊接学报
2 0 0 7年1 2月TRANSAC,110NS OF THE CHINAⅥ僵LDING INSrITnJr】10N
v01.28
No.12
Decenlber 2007
数字化TI G逆变焊机两种典型抗干扰设计
王守艳, 姚河清, 范兴辉, 尹永珍
(河海大学机电学院,江苏常州213022)
是在高频引弧时,引弧频率高达150。260 l此,引弧
电压达到数千伏,辐射和传递也较复杂;另一方面手 柄开关导线与高频引弧导线平行布线而电弧电压信 号采集电路与高频引弧电路并联,所以,在信号检测 的过程中高频噪声很容易传导或辐射到信号传输线 从而传递到控制系统中。数字信号处理器(DSP)控 制芯片对干扰非常敏感,如果干扰进入系统,就会影 响各种控制条件的变化,造成控制输出的失误,或直
图3手柄开关闭合时波形 F.叼.3 Wa垤耐cIoS旧ba卜handb swib。h
1.2试验结果 在手柄开关信号传递的过程中,主要的干扰源