电镀设备系统控制自动化
电镀生产线自动控制系统

电镀生产线自动控制系统1 简介电镀生产线对行车的自动控制是电镀生产线自动化控制的关键,而电镀生产线按照其工艺要求和规模一般由两台以上的行车各自进行运动控制,每台行车都依据用户编好的程序进行自动控制;对于行车的自动控制,早期是采用继电器逻辑电路和顺序控制器,发展至今其控制方式以发生显著改变,主要已采用PLC 作为自动控制的核心部分,通过一系列的外接设备的输入信号以及输出信号对外接设备进行的相对应的编程控制,从而使整个控制系统更加的安全、可靠、灵活、其自动化程度高。
2 电镀生产线控制系统的总体方案设计2.1 控制方案选择可编程控制继电器接触器控制的优点:可靠性高,性能强大的功能;一个小型PLC有数百个可编程元素的用户,具有很强的逻辑编程功能,可实现各种复杂的控制功能。
与具有相同控制功能的继电器-接触器控制系统相比较,其具有相当大的优点,同时PLC通过上位机与通信网路的连接可实现集中管理,分散控制以及远程操作。
可编程控制器的安装方便,一般连接外部接线端子。
PLC的负载能力很强,能直接驱动电磁阀和普通交流接触器。
可靠性高,抗干扰能力强;中间继电器,时间继电器被广泛的使用在传统的继电器控制系统。
继电器由于接触不良,容易出现故障,而PLC的使用可以大大的减少中间继电器和时间继电器的使用,因此整个PLC控制系统中可以减少中间继电器控制系统的1 / 10——1/100接线,因此大大降低接触故障。
PLC同时自身也采取了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,平均故障间隔时间可达几万小时,在应用于工业生产总具有很强的抗干扰性,PLC已被用户公认为最可靠的工业控制设备和系统设计方案;PLC控制系统中,取代了大量的时间继电器,计数器装置,仅通过它自身的软件功能来代替,从而使设计,控制柜安装,布线工作量大大减少。
PLC梯形图程序通常采用顺序控制设计法。
这种编程方法比较有规律,易于掌握。
梯形图的复杂控制系统的设计,所需的时间要大大的少于一个时间继电器电路的设计。
PLC在电镀生产线控制系统中的应用设计

PLC在电镀生产线控制系统中的应用设计引言电镀生产线是广泛应用于各种电子产品生产过程中的重要工艺环节之一。
电镀生产线通过将金属物体浸入带有金属离子的电镀液中进行电解沉积,从而实现在物体表面镀上一层金属薄膜。
为了确保电镀生产线的稳定和高效运行,PLC(可编程逻辑控制器)在控制系统中发挥了重要作用。
本文将介绍PLC在电镀生产线控制系统中的应用设计。
电镀生产线的工作流程在深入探讨PLC在电镀生产线控制系统中的应用设计之前,首先需要了解电镀生产线的工作流程。
通常情况下,电镀生产线的工作流程包括以下几个主要步骤:1.预处理:在电镀之前,需要对金属物体进行表面处理,以确保表面平整和清洁。
2.电镀:将经过预处理的金属物体浸入电镀液中,并通过电解沉积的方式,在物体表面形成金属薄膜。
3.清洗:在电镀完成后,需要对金属物体进行清洗以去除残留的电镀液和杂质。
4.干燥:清洗完毕后,将金属物体进行干燥,以确保表面不受潮湿影响。
PLC在电镀生产线中的应用设计PLC在电镀生产线控制系统中的设计主要包括输入/输出模块的选择、控制程序的编写和参数设置等方面。
输入/输出模块的选择在电镀生产线控制系统中,输入/输出模块用于将外部信号输入到PLC中,并将PLC的输出信号传输到外部设备中。
在选择输入/输出模块时,需要考虑以下几个因素:•输入/输出点数:根据生产线的规模和要控制的设备数量,选择相应点数的输入/输出模块。
•信号类型:根据实际情况选择电压信号、电流信号或数字信号等输入/输出模块。
•通信接口:选择支持与其他设备进行通信的输入/输出模块。
控制程序的编写在编写控制程序时,需要考虑以下几个关键的方面:•运行模式选择:根据电镀生产线的实际需求,选择手动模式或自动模式进行控制。
•控制算法设计:采用适当的控制算法,例如PID控制算法,以保持电镀过程中的稳定性和精确性。
•故障检测和报警:编写故障检测和报警程序,及时发现和处理系统中的异常情况。
电镀生产线的PLC控制系统设计
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊电镀生产线的PLC控制系统设计[摘要] 随着现代工业和技术的发展,电镀在机械、电子、仪器仪表、轻工、地质、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也有十分密切的关系。
现代市场竞争日趋激烈,企业迫切需要提高生产效率和产品质量,于是如何提高电镀生产线的自动控制性能,减少成本具有重要的意义。
本文以镀锌电镀自动生产线控制系统设计为目标,对其电镀的工艺要求和控制要求进行了分析,结合企业的实际情况,开发了一套基于触摸屏与PLC的电镀生产线的自动控制系统,提出了设计方案,然后对该生产线控制系统的硬件部分进行了设计。
在对电镀控制系统的设计中,针对于电镀生产线上行车运行不平稳,定位不精确等问题提出了解决的方法。
本次设计以三槽电镀生产线为例,在设计中运用到了可编程控制器PLC基础知识、自动控制、电动机、电气控制以及电力电子等多门技术,并且对这些技术进行综合应用。
[关键词] 可编程控制器触摸屏电镀控制系统变频器┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊Design of Electroplate Production Line Control SystemBased on PLC[Abstract] With the development of modern industry and technology,electroplating has been widely used in machinery,electronic,instrument,lightindustry,geology,transpo -tation,and national defense industry and it is also very close to the common life of peop-le.Due to the acute competition of the market,the production efficiency and product quality must be enhanced.So,it is significant to enhance the control performance of electroplating production line and reduce production cost.This paper analyzes technological and control requirements combined with practical situation on the basis of design of zinc plating automatic production line.The control system of automatic production line was also designed based on touch screen and PLC.The design scheme was also proposed in detail.Then,the hardware part of production line control system was designed especially focused on the unstable sliding of driving and imprecision of location.This design take three slots electroplate production line as an example ,which makes use of the automatic control, electric motor, the electricity control, programmable controller PLC and the electric power electronics,and apply these techniques. Comprehensively.[Key words] Electroplating PLC Touch screen Control the system Inverter┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第1章绪论 (1)1.1国内外电镀自动线现状及发展水平 (1)1.2电镀生产线实现自动控制的意义 (2)1.3国内电镀行车控制问题 (3)1.4本课题的研究内容和文章结构 (4)1.4.1本课题研究内容 (4)1.4.2论文结构 (4)第二章电镀生产线控制系统的总体设计 (5)2.1镀锌生产线工艺分析 (5)2.1.1镀锌工艺分析 (5)2.1.2镀锌设备的结构 (6)2.2镀锌自动线控制系统的设计要求 (7)2.3电镀控制系统设计方案 (8)2.3.1辅助设备系统 (8)2.3.2行车控制系统 (9)2.4电镀控制系统硬件部分设计 (11)2.4.1电镀自动生产线与可编程控制器 (12)2.4.2电动机的选择和安装 (13)2.4.3电镀控制的变频器选择与安装 (14)2.4.4位置检测装置的选择和安装 (14)2.4.5电镀控制系统的人机界面 (15)第三章电镀生产线系统的软件设计 (15)3.1电镀控制系统程序的设计 (16)3.1.1行车运行流程编程 (16)3.1.2互锁设计 (26)3.2人机界面的设计 (27)第四章总结与展望 (33)4.1总结 (33)4.2展望 (34)致谢 (34)参考文献 (35)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊附录 (37)附录一程序流程图 (37)附录二 I/0分配表 (38)附录三 T型图 (39)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第1章绪论1.1国内外电镀自动线现状及发展水平电镀工业是我国重要的加工行业,至今已有100多年历史,近代科学技术的发展为它增添了许多新的内容,因而电镀在机械、地质、电子、仪器仪表、轻工、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也密切相关。
电镀处理中的电镀自动化生产线设计与建设
电镀处理中的电镀自动化生产线设计与建设电镀处理是一项重要的工业过程,它的主要作用是通过对金属表面进行处理,提高其防腐蚀性、耐磨性、导电性和美观性等。
在电镀处理过程中,电镀自动化生产线的设计和建设起着重要的作用。
本文将从电镀处理的基本原理、电镀自动化生产线设计的要素及其建设流程等方面进行探讨。
一、电镀处理基本原理电镀是一种利用电解质中的离子来将金属沉积到物体表面的工艺。
其基本原理是将物体浸入电解液中,并将电源的阳极和阴极接到电解液中,阳极上会产生离子,而阴极则会吸收这些离子,并形成金属沉积层。
在实际应用中,除了必要的电解液和电源外,还需要一些附加设备和材料,如预处理设备、电镀槽、冷却水系统、气体送风设备等。
这些设备和材料在一定程度上影响了电镀处理的效果和工艺流程,因此在设计电镀自动化生产线时需要加以考虑。
二、电镀自动化生产线设计要素1、生产线整体布局电镀自动化生产线的整体布局直接影响了电镀处理的效率和生产成本。
在设计布局时需要注意以下几点:(1)生产线应该尽量紧凑,方便物品的转移。
(2)应尽可能减少对人工操作的依赖,增强生产的自动化程度。
(3)合理设置物品存放位置和转移设备,减少中间加工环节和时间成本。
(4)布局应符合流程要求,确保工作流畅和高效。
2、设备选型在电镀自动化生产线的设计过程中,设备选型是重中之重。
不同厂家的设备在使用上各有特点,通过对比各种设备的性能和使用经验,选取最合适的设备可以提高生产效率和降低成本。
(1)硬件设备:包括电解槽、冷却水系统、气体送风设备等。
(2)软件设备:包括自动化控制系统、监控设备、数据处理系统等。
(3)随机设备:包括在线检测仪器、备件等。
3、安全环保电镀处理过程中会产生一些有害物质,若不妥善处理,可能会对环境和人体健康造成损害。
因此,在设计电镀自动化生产线时需要加强安全和环保控制,在生产过程中减少有害气体和废水的产生,并采取适当的处理措施。
同时还需要设置应急救援设备和紧急处理预案,以排除人员伤亡和环境污染等可能性。
电镀生产线控制的设计
专业班级姓名学号指导教师摘要工业电镀生产线工位多、生产复杂,人工操作随机性大,影响产品质量。
电镀产品的质量除了要有好的成熟的电镀工艺和品质好的镀液添加剂外,如何保证电镀产品严格按照电镀工艺流程运行和保证产品的电镀时间则是决定电镀产品质量和品质的重要因素。
基于PLC的电镀生产线监控系统,不但可以使电镀产品的质量和品质得到严格的保证,减少废品率,而且还可以实现远程的监控还可以提高生产效率和减轻工人的劳动强度和更好的保证工人的人身安全,有非常好的经济效益和社会效益。
文中对系统中自动电镀过程进行了具体实现。
以S7-200作为主控制器,行程开关检测。
并详细阐述了其工作原理、基本功能框图、关键设计技术及软件工作流程,最后进行了软件实现,达到了系统要求的功能。
关键词:电镀生产线PLC S7-200目录第一章绪论 (1)1.1 PLC在工业产品中的应用 (1)第二章电镀生产线的功能要求 (2)第三章电镀生产线的总体设计方案 (3)3.1 电镀行车设计思路 (3)3.2 电镀行车的工作过程 (3)3.3 电镀行车控制系统的设计 (5)第四章硬件电路 (6)4.1 SIEMENS S7-200 PLC简介 (6)4.2 电镀行车PLC选型和I/o地址分配 (7)第五章软件设计 (9)5.1 电镀行车控制流程图 (9)5.2 行车控制程序 (11)第六章结论 (21)致谢 (22)参考文献 (23)第一章绪论1.1 PLC在工业产品中的应用PLC是可编程控制器的简称,是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
基于PLC的电镀生产线控制系统设计毕业设计(论文)

毕业设计论文基于PLC的电镀生产线控制系统设计摘要本文讨论了如何利用德国西门子PLC S7-200进行自动化电镀生产线控制,在本次设计中,我们从自动控制技术器件在国内的应用前景及电镀生产线生产现场的环境来考虑,以使该生产线真正具备自动生产运行为目的,从而采用在当前及以后都应用广泛且能适应多种环境的可编程控制器来控制整个工作流程的方案。
重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度,大大提高了工作人员的工作环境质量。
为适应现代传统的工业控制系统,还采用了基于组态王软件的系统作为上位机,配合下位机PLC完成了该系统的实时监控系统功能,更好的使该自动生产系统融入到现代工业控制领域中。
关键词:PLC,电镀,组态王Design of Galvanization Production Line ControlSystem Based on PLCABSTRACTThis article discussed how carried on the automated galvanization production line control using German Siemens PLC S7-200. In this design, we take consider of the automatic control technology component in the domestic application prospect and the environment of the galvanization production line, and this makes this production line truly to have the automatic production movement as the goal. We formulate a plan that uses a programmable controller which can adapt many kinds of environment in current and later to control the entire work. We analyzed the system software and hardware design with emphasis, and provide the system hardware wiring diagram, PLC I/O port distribution list and the overall program flow diagram and so on. This design realized the galvanization production automation, enhanced the product efficiency, and reduced the labor intensity. In order to adapt the modern tradition industry control system, we also used the King View software system which had taken on as the position machine. And coordinate PLC as lower position machine. All this has made this system had the function of current time monitoring. That caused this automatic production system integrate to the modern industry control system better.KEY WORDS: PLC, Galvanization, King View目录前言 (1)第1章绪论 (2)1.1 控制系统概述与选题背景意义 (2)1.1.1 控制系统的概述 (2)1.1.2 课题的选题背景及意义 (2)1.2 控制对象的设计要求 (3)1.3PLC系统组成 (4)1.3.1 CPU (4)1.3.2 存储器 (4)1.3.3 输入/输出接口电路 (4)1.4PLC的基本工作原理 (5)1.5 小结 (5)第2章系统的硬件设计 (6)2.1 主电路设计 (6)2.2 PLC机型选择 (7)2.3 I/O分配表及其端子接线图 (7)2.3.1 I/O地址分配 (7)2.3.2 PLC外部接线图 (8)2.4 小结 (9)第3章系统的软件设计 (10)3.1 软件的组成及作用 (10)3.1.1 PLC内部资源 (10)3.1.2 PLC编程语言 (11)3.2 程序流程图设计 (12)3.3 程序梯形图设计 (13)3.4 指令表 (15)3.5 小结 (18)第4章系统组态画面设计 (19)4.1 组态软件介绍 (19)4.2 监控画面设计 (20)4.2.1 建立新工程 (20)4.2.2 创建组态画面 (22)4.2.3 定义I/O设备 (24)4.2.4 构造数据库 (27)4.2.5 动画连接 (29)4.2.6 编写语言命令 (30)4.3 小结 (31)第5章系统软硬件调试 (32)结论 (37)谢辞 (38)参考文献 (39)外文资料翻译 (40)前言本设计的工作过程是这样的,在电镀生产线左侧,工人将零件装入行车的吊篮并发出自动启动信号,行车提升吊篮并自动前进。
电镀设备电镀车间管理自动化
电镀设备电镀车间自动管理系统包括:(1)系统自动控制行车运行、溶液温度、开关电源电流电压输出,实时监控,使现场情况一目了然,并能方便的更改工艺参数,以适应不同的电镀需求。
生产线具有故障报警功能,并提示故障拱位,便于维修。
(2)动画显示全线工作状态:显示各工位的设定时间、电压、电流及溶液温度等预设参数;显示各工位溶液温度、整流器电流、完成时间等当前状态;显示故障工位及维修提示;显示行车运行的目前工位和预期工位;显示操作者的操作顺序、产量等参数。
(3)工艺选择的智能化控制。
用户可在控制中心任意进行工艺参数的修改,如电镀时间、整流器电流、电压、水洗时间、滴水时间、温度等。
目前大多数的自动化控制程序对于电镀工艺时间的设置有一定的局限性。
在特定的一套工艺程序中,用户只能在小范围内更改时间,一旦超出允许范围,就很可能会造成整条生产线工艺程序紊乱,甚至焦虑运行的严重后果。
更加人性化的智能控制系统会有效解决这一难题,目前仅有少量厂家可以提供该项技术。
此外,整套系统可无缝接入ERP系统,满足客户企业整体信息化管理需求。
自动化信息管理可以提高企业管理效率和增加企业生存能力,通过对包括生产过程管理系统、生产设备管理系统、质量追溯控制系统、数据中心等的实时控制,实现电镀车间整体信息化管理。
在全球信息化的大潮中,任何企业如果不迎头赶上,就会被潮流所淘汰。
可以预期,只有那些在信息化潮流中学会了游泳的企业,才可以生存下来。
降低能源消耗,减少污染物排放,适应清洁生产要求清洁生产的主要内容包括:清洁的能源;清洁的生产过程;清洁的产品。
对于电镀产业来说,节约用水工艺及设计、溶液再生技术等都将越来越受到青睐。
在生产线设计过程中,采用逆流漂洗、滴水延时、接液设计等均可以有效降低生产过程中资源的浪费。
而对于电镀溶液的再生技术,由于对溶液进行了有效回收及再生,不但节约了原材料,还减少了废水处理量,因而再生技术也成为电镀技术发展的一大趋势。
电镀铬生产线自动控制系统
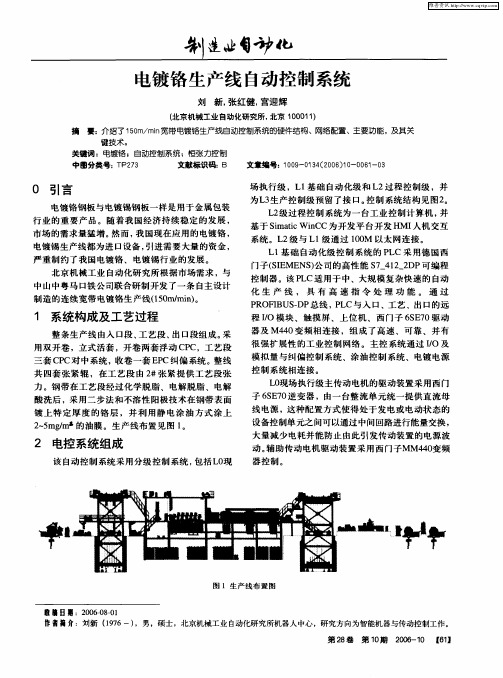
1 系统构 成及 工艺过程
整 条生 产线 由入 口段 、 艺段 、 口段组 成 。 工 出 采
器及 M4 0 频 相连接 ,组 成 了高速 、可 靠 、并 有 4变
很强 扩 展性 的工 业控 制 网络 。主 控 系统 通过 I 及 / O
用双开 卷 ,立 式活 套 ,开卷 两套 浮动 C C,工艺 段 P
键技术 。
关键词 :电镀铬 ;自动控制系统 ;恒 张力控制 中田分类号: P23 T 7 文献标识码:B 文章编号:1 0 —03 (0 61 -0 6 — 3 9 14 2 0 ) 01 0 0 0
0 引言
电镀 铬钢 板 与电镀锡 钢板 一样 是用 于金 属包装
场 执行 级 ,L 基础 自动 化级 和 L 1 2过程 控 制级 ,并 为 L 生产控 制级 预 留 了接 口 。 制 系统 结构 见图 2 3 控 。 L 级 过程控 制 系统 为一 台工 业控 制 计算机 , 2 并
模拟 量 与纠 偏控 制 系统 、涂 油控 制 系统 、电镀 电源 控 制 系统相连 接 。
L 现 场执 行级 主传动 电机 的驱动 装置 采用西 门 0 子 6 E 0 变器 ,由一 台整流 单元 统 一提供 直 流母 S7逆
线电 源 ,这种 配 置方 式使 得处 于发 电 或电动 状 态 的
镀工艺 数 据库 、工 艺参数 记录 数据 库 。 钢 卷数 据库 主 要数据 包括 钢卷 号 , 料 及成 品 原 带 钢 的厚 度 、宽 度 、钢卷 重 量 、外 径 、原 料 成分 等
北京 机械 工业 自动 化研 究所 根据 市场 需求 ,与
基于 Sma cWiC i t n C为开 发平 台开 发 HM1 i 人机 交互
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、电镀设备辅助设施自动化控制
电镀生产线的电镀设备、电源设备、热交换系统等辅助设施自动控制系统的日臻完善,自动线的自动化程度将进一步向智能化方向发展。
1.1温度控制特点
(1)电镀过程中,工艺温度控制是很重要的,如果温度起伏过大,不但造成电力能源的浪费,对于产品质量也有很大的影响。
采用PID
模糊控制,则可以有效地减少甚至避免这些问题。
在工程实际中,应用最为广泛的调节器控制规律为比例、积分、微分控制,简称PID控制,又称PID调节。
PID控制器就是根据系统误差,利用比例、积分、微分计算出控制量进行控制,以其结构简单、稳定性好、工作可靠、调整方便而成为工业控制的主要技术之一。
(2)加热系统配套液位控制装置、自动补水装置,在液面低于设定液位后系统进行自动液位补充,合理保护系统,防止加热管干烧;同时,每个电加热系统都有可靠的接地保护措施,避免出现安全事故。
(3)人机界面上设置预加热功能,进行预加热时间设置,对于温度要求较高的工艺,实现预加热系统管理,将大大提高设备的生产效率。
1.2整流器控制特点:
生产线配套整流器通常包括高频开关电源、可控硅整流器、单脉冲电源及双脉冲电源等。
具有以下特点:
(1)、具有输入电流缺相、过电压、风机过热、主变压器超温、启动和运行电流过大、逆相序保护、输出端过流截止、短路、超温及输人电源等多种自动保护功能,且具有定时关机和故障报警并自动保护功能。
整流器在自动工作状态下,电流或电压输出值、爬升时间、平稳时间、工作模式等参数由人机界面设定参数后,计算机与PLC构成闭环控制,由计算机进行全自动控制;
(2)、整流器具备远程控制及本地面板控制功能,并可进行切换。
远程控制时,能在人机界面上进行电压、电流的设置和显示;本地控制时,在整流器面板(或远控)上进行电压、电流的设置和显示。
(3)、整流器控制器带有通讯接口,可将整流器的工作状态、电流、电压等参数传输到现场控制间的计算机中,实现对整流器电源的集中监控,并保存原始记录;在每台整流器中都配套相应的隔离模块,保证数据通讯安全、可靠地进行。
(4)、双脉冲技术的应用
对于单质金属的电镀工艺,双脉冲电镀的反向脉冲电流可以改善镀层的厚度分布,镀层厚度均匀,整平性好;反向脉冲的阴极溶解使阴极表面金属离子浓度迅速回升,这就有利于随后的阴极周期使用高的脉冲电流密度,而高的脉冲电流密度又使晶核的形成速度大于晶体的生长速度,因而镀层致密、光亮、孔隙率低;反向脉冲的阴极剥离使镀层中的有机杂质(含光亮剂)的夹附大大减少,因而镀层纯度高,抗变色能力增强,这一点在镀银中尤其突出;周期性的反向脉冲电流使镀件表面一直处理活性状态,因而可得到结合力更好的镀层;反向脉冲有利于减薄扩散层的实际厚度,提高阻极电流效率,因而合适的脉冲参数会使镀层的沉积速度进一步加快。
脉冲电镀合金通常用于铜合金,镍合金的镀覆。
对于铜合金采用脉冲电镀,可通过选择适当的脉冲参数,从而获得组分及颜色重现的合金镀层,以解决铜合金电镀中组分和颜色难于控制的问题;对于镍合金来说,脉冲电镀可得到以直流电镀性能更优越的镀层,其合金成分稳定,镀层均匀,耐磨性和抗蚀性均较直流电镀获得的镀层显著增强。
二、溶液组份自动化管理
溶液组份包括溶液主盐、添加剂等,严格来讲,溶液pH控制系统也需进行组分添加,因此也列入其中。
2.1电镀镀液组份管理
可以实现全自动补加的成分包括主盐溶液、辅助盐溶液、光亮剂、添加剂等。
其中,主盐部分的添加主要是针对采用不可溶性阳极的工艺。
系统配套设置安时计,计量泵及储液系统,通过安时计统计结果进行组份自动添加。
2.2镀液pH值管理
镀液的pH值对于镀层沉积是非常重要的因素之一,在电镀过程中,轻微的pH值变化不会造成明显的工艺缺陷,一旦出现镀层缺陷,对产品质量已经产生了很大影响。
因此,经常检测镀液的pH值是完全必要的。
pH值自动化管理系统采用由数字式pH显示器及传感器进行在线测定,系统根据测定结果发出指令,启动计量泵控制酸、碱组份的添加,确保溶液pH值保持恒定。
2.3化学镀镍自动添加系统
化学镍自动分析添加系统是在化学镀镍过程中的一种在线的光电子分析仪器。
化学镀镍自动添加系统由进口镍离子分析仪、采样泵、冷却器、消泡器等组成,可对化学镀镍溶液的镍离子含量及pH值在线分析显示。
镍离子显示精度±0.01g,L,实际控制精度±0.1g,L;pH 值显示精度±0.01,控制精度±0.1。
系统运行过程为先由采样泵从镀镍槽中连续取样,为保护传感器和提高测量精度,液样需经冷却、除泡后再流经PH传感器和镍离子分析仪,镍离子分析仪能自动显示镍离子浓度及pH值,如分析数值超出设定范围,会自动输出信号至计量泵,控制计量泵向镀槽自动添加所需镍盐、次亚磷酸钠及氨水。
系统从而控制镀液中各组分的稳定,有效保证镀覆产品质量和镀液的使用寿命。
三、设备自动化运行
随着自动化技术的发展,传统的手工操作生产线已被日渐淘汰,自动化生产线已经越来越被更多的企业所采纳。
早期的自动化生产线主要依赖进口,随着国内自动化技术的不断发展,电镀生产线的自动化程度日益提高,同时运行更加平稳可靠,据统计资料显示,目前国内约90%以上全自动电镀生产线均为国产化,在全球市场,国产全自动生产线也占有一席之地。
全自动电镀生产线是根据产品的大小和产量不同,设计不同的装载方式和运行节拍,编制相应的运行程序后,行车会自动按系统要求动作,从而实现生产过程的自动化运行。
整套电气控制系统选用PLC和工控机(可选)进行控制,具有很强的抗干扰能力,保证系统长期连续稳定运行。
系统具有良好的人机界面和数据库功能,人机界面采用全中文显示,操作简单,可实现操作、提示、帮助等功能。
在计算机中建立实时和历史两个数据库。
历史数据库可实现工艺参数的历史记录、存储功能,便于进行产品质量的追溯和生产状况的管理分析。
实时数据库可对整个生产线的运行状态进行动态显示,对工艺参数进行监测。
通过数据库功能可完成各种统计报表的记录与生成。
提高电镀设备自动化控制程度,不仅可以有效提高生产效率,减轻工人劳动强度,还可以根据产品特性,进行传统手工操作生产无法实现的针对性结构设计,从而提高电镀产品质量。
比如,针对滚镀生产线,进行自动开关滚桶门和摆动式滚桶的全自动运行设计。
在生产过程中,当滚桶旋转到滚桶门面对阳极时,滚桶门打开,这样滚桶内的溶液就能得到时及时更新;而且由于没有滚桶门的屏蔽,电力线保持相对通畅,在保持恒压状态下,电镀时的电流密度相应增大,从而可以加快镀层沉积速度,并且有效避免了工件出现“桶印”的问题。
生产线系统运行有全自动、手动两种状态。
当全自动状态出现故障时,可选用手动控制,故障排除后,可恢复自动运行,不会因某一工位出现故障而影响全线,造成停产。
生产线在操作面设有手动操作箱,可实现手动/自动转换,系统启动/急停及平移、提升操作;行车运行程序时,有自诊断功能。
防止行车越限平移、越限升降及电机过热等故障发生。
更多关于电镀设备资料在深圳科伟兴:。