关键工序验证记录
关键工序 吊笼 检验记录

4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:S130038
名称:吊笼
材料批号:K13-04
生产日期:
图号:SSD100-48
操作工:06,08,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
17、笼身喷涂黄漆,笼底喷涂黑漆。
18、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
3、笼身喷涂黄漆,笼底喷涂黑漆。
4、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:S130033
名称:吊笼
材料批号:K13-04
生产日期:
图号:SSD100-48
操作工:11,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
关键工序检查记录表
附件02
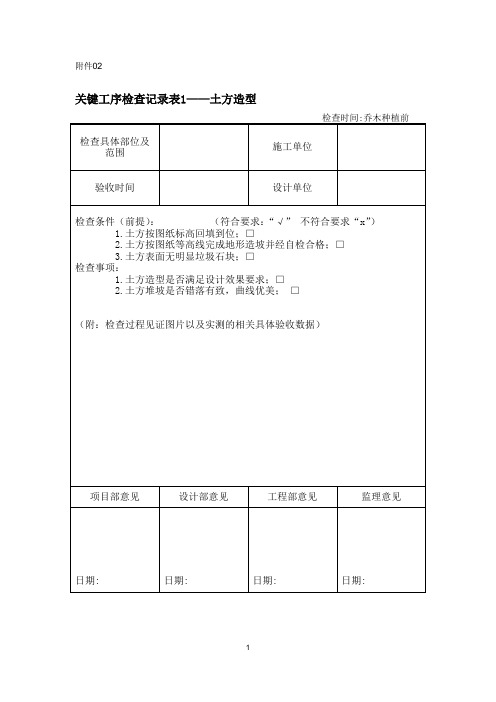
关键工序检查记录表1——土方造型
关键工序检查记录表2——铺装实体样板
关键工序检查记录表3——软景配置
关键工序检查记录表 4——室外管线综合
检查时间:室外管网大面施工前;
关键工序检查记录表5——园路及水景基础
关键工序检查记录表6——雕塑制作过程评审记录表
注:根据现场搭模及评审意见汇总,项目景观管理人员应填写此表,一式两份,交与资料室存档备查。
签并交与资料室存档备查
关键工序检查记录表7——雕塑安装施工过程管理记录表
注:本表由景观工程管理人员在雕塑安装完毕后填写,经多方确认复核,交项目公司资料室存档备查。
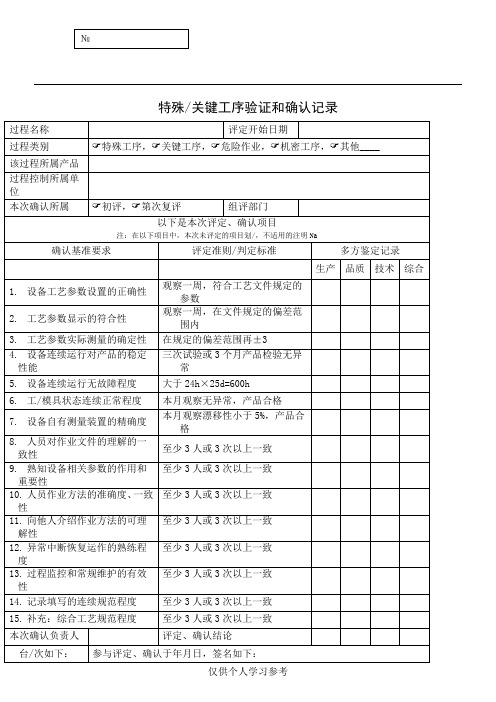
特殊关键工序验证和确认记录
过程名称
评定开始日期
过程类别
特殊工序,关键工序,危险作业,机密工序,其他____
该过程所属产品
过程控制所属单位
本次确认所属
初评,第次复评
组评部门
以下是本次评定、确认项目
注:在以下项目中,本次未评定的项目划/,不适用的注明Na
确认基准要求
评定准则/判定标准
多方鉴定记录
生产
品质
本月观察无异常,产品合格
7.设备自有测量装置的精确度
本月观察漂移性小于5%,产品合格
8.人员对作业文件的理解的一致性
至少3人或3次以上一致
9.熟知设备相关参数的作用和重要性
至少3人或3次以上一致
10.人员作业方法的准确度、一致性
至少3人或3次以上一致
11.向他人介绍作业方法的可理解性
至少3人或3次以上一致
12.异常中断恢复运作的熟练程度
至少3人或3次以上一致
13.过程监控和常规维护的有效性
至少3人或3次以上一致
14.记录填写的连续规范程度
至少3人或3次以上一致
15.补充:综合工艺规范程度
至少3人或3次以上一致
本次确认负责人
评定、确认结论
台/次如下:
参与评定、确认于年月日,签名如下:
台/次№
台/次№
台/次№
技术
综合
1.设备工艺参数设置的正确性
观察一周,符合工艺文件规定的参数
2.工艺参数显示的符合性
观察一周,在文件规定的偏差范围内
3.工艺参数实际测量的确定性
在规定的偏差范围再±3
4.设备连续运行对产品的稳定性能
三次试验或3个月产品检验无异常 Nhomakorabea5.设备连续运行无故障程度
关键工序验证
验证项目编号:DF-G012-2003****药业股份有限公司10ml口服液**工艺的验证二00四年目录一、验证立项申请表二、验证方案三、验证实施四、验证报告五、验证证书一、立项申请验证立项申请表二、验证方案验证工艺:10ml口服液联动线工艺验证形式:回顾性验证验证方案编号:D-G012-2003-1起草:制定日期年月日审核:审核日期年月日批准:批准日期年月日验证日期:2003年9月9日至2003年9月13日验证地点:液体制剂车间灌封工序(一)验证小组验证领导小组成员:验证小组成员:(二)概述液体制剂药品生产过程中的灌封工艺,是决定灌封品装量的关键工序。
为提高灌封装量的精确度,提高包装质量,确保灌封后产品质量符合企业内控质量标准。
现拟由技术、QA、QC、液体制剂车间组成验证小组,选取常年生产的“*****口服液”对10ml灌封工艺的关键工艺控制点的工艺参数进行验证。
“****口服液”的灌封产品符合企业内控质量标准,也能确保其它10ml装量的产品达到质量标准。
(三)工艺验证目的验证10ml灌封工艺的关键工艺参数能符合工艺技术要求,确认灌封产品符合企业内控质量标准。
(四)验证方案1、本验证属回顾性验证。
2、验证过程1)选用****口服液作为验证品种。
考查****口服液连续生产的三个批次灌封生产过程。
2)灌封设备采用YGX液体灌装旋盖机进行。
灌封过程按设备工艺参数和工艺技术参数执行。
灌封过程中,由QA现场监督员分别抽取配制灌封后样品,QC按“****口服液”检验规程检验,验证小组根据QC检验结果判断10ml灌封关键工艺控制点的工艺参数是否符合工艺技术要求,判断灌封品是否符合企业内控质量标准。
3、取样方法及频次设备调试验收后,在正常生产过程中取样:1)取样点:每次在灌封机后取样10瓶检测灌封装量、旋盖质量。
2)取样频次:每隔30min取一次样,共取连续生产的三个批次。
4、灌封品装量、旋盖质量、微生物限度检查方法及判断标准1)检查方法:装量:按《中华人民共和国药典》2000年版一部附录68页低装量检查方法项下【重量法】检查。
关键工序检验记录1
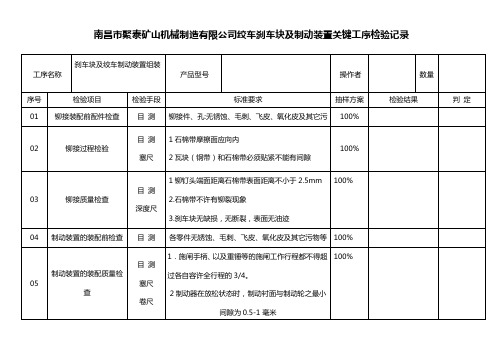
南昌市聚泰矿山机械制造有限公司绞车刹车块及制动装置关键工序检验记录工序名称刹车块及绞车制动装置组装产品型号操作者数量序号检验项目检验手段标准要求抽样方案检验结果判定01 铆接装配前配件检查目测铆接件、孔:无锈蚀、毛刺、飞皮、氧化皮及其它污物等,铆钉材质为铜100%02 铆接过程检验目测塞尺1石棉带摩擦面应向内2瓦块(钢带)和石棉带必须贴紧不能有间隙100%03 铆接质量检查目测深度尺1铆钉头端面距离石棉带表面距离不小于2.5mm2.石棉带不许有铆裂现象3.刹车块无缺损,无断裂,表面无油迹100%04 制动装置的装配前检查目测各零件无锈蚀、毛刺、飞皮、氧化皮及其它污物等100%05 制动装置的装配质量检查目测塞尺卷尺1.施闸手柄、以及重锤等的施闸工作行程都不得超过各自容许全行程的3/4。
2制动器在放松状态时,制动衬面与制动轮之最小间隙为0.5-1毫米3制动摩擦表面不许留有油迹,闸瓦与闸轮的接触良好摩擦接触面积不小于总摩擦面积的70%100%检验检验结论: 本工序合格□不合格□南昌市聚泰矿山机械制造有限公司JTP型矿用提升绞车主轴装置组装关键工序检验记录工序名称JTP型矿用提升绞车主轴装置组装产品型号操作者数量序号检验项目检验手段标准要求抽样方案检验结果判定01 装配前配件检查目测1、主轴、制动盘、卷筒等加工件必须有明显的合格标识,轴承必须有合格证和验收单,主轴必须要有探伤报告2、卷筒在装配前应刷防锈底漆并且必须干透3、主轴的配合面和制动盘的摩擦面不能有锈蚀及碰伤100%5其余02 装配过程检验目测塞尺游标卡尺1.切向键工作表面的接触面积不少于70%2.卷筒制动盘不能着地,起吊钢丝绳不能挤压卷筒制动盘3.卷筒与与卷筒盘、卷筒制动盘必须贴合紧密无间隙4.木衬板应贴合紧密无间隙5.轴承腔内应加入适量的润滑油6.装配时,不许使用产品图样或技术文件中未规定的补偿件和垫片100%03 装配质量检查百分表检测闸轮的圆跳动应不大于0.1mm,制动盘轮缘的端面跳动量应不大于0.2mm100%检验检验结论: 本工序合格□不合格□。
关键工序质量验收记录

关键工序共项,组织验收次,有验收记录份。
序号
关键工序名称
验收日期
验收评定意见
施工
监理
设计
建设
1
结构底板
2
3
4
5
6
7
8
9
10
11
12
监
理
检
查
意
见
总监理工程师:年月日
(监理项目部章)
关键工序质量验收汇总记录
编号:
单位工程名称
苏虹路1地道工程
验收基本情况
关键工序共项,组织验收次,有验收记录份。
序号
关键工序名称
验收日期
验收评定意见
施工
监理
设计
建设
1
结构侧墙
2
3
4
5
6
7
8
9
10
11
12
监
理
检
查
意
见
总监理工程师:年月日
(监理项目部章)
关键工序质量验收汇总记录
编号:
单位工程名称
苏虹路1地道工程
验收基本情况
关键工序共项,组织验收次,有验收记录份。
序号
关键工序名称
验收日期
验收评定意见
施工
监理
设计
建设
关键工序质量验收记录
编号:
单位工程名称
苏虹路1地道工程
分部工程名称
基坑围护,内部结构
关键工序名称
型钢水泥土搅拌墙,结构底板,结构侧墙,结构顶板
检查项目
强度,外观质量
验收日期
验收范围
验
收
意
见
施
工
关键工序确认记录

工
序
确
认
记
录
湖南省微雅医疗器械有限公司
清洗工序验证记录
编号:QR-SJ-09-16
验证时间
2016。07。20
工序名称
清洗
验证产品名称及数量
钴铬烤瓷/色A3。5 数量:5颗
作业指导书编号
WY-12
设备状况
1、设备名称型号:超声波清洗机CD—3800(A)
2、设备编号:V007-20160701
2、涂OP 操作人员: 检验结论: 检验员:
3、上瓷 操作人员; 检验结论: 检验员:
4、烤瓷 操作人员; 检验结论: 检验员:
检验结论
通过以上产品的检验,无爆瓷现象,证明产品的清洗符合要求。
结论
操作人员、生产设备、使用的原材料及生产工艺满足产品生产的要求,产品质量符合产品技术要求。
参加确认人员签字:
3、设备性能:正常
确认人: 年 月 日金属来自洗材料温热自来水
确认人: 年 月 日
操作者
能 力
操作员冉红波经上岗培训合格
确认人: 年 月 日
仪 器
仪 表
无
确认人: 年 月 日
生产工艺
参数
清洗时间2 分钟
生产记录
产品名称:钴铬烤瓷 数量:5颗
1、放入超声波清洗机,清洗2 min后取出吹干 操作人员: 检验结论: 检验员:
关键工序检查记录表
关键工序检查记录表1——单体定位注:“单体定位”检查需100%覆盖项目所有单体工程。
生间□、阳台□、露台□)注:地下室外墙板、顶板、屋面区域的所有批次验收均需进行“停止检查”,卫生间、阳台、露台区域每一施工班组的首批次验收必须进行“停止检查”。
间□、阳台□、露台□)注:地下室外墙板、顶板、屋面区域的所有批次验收均需进行“停止检查”,卫生间、阳台、露台区域每一施工班组的首批次验收必须进行“停止检查”。
关键工序检查记录表4——模板排架系统(±0.00首层结构□结构转换层□、标准层首层□、屋面顶层□)注:“停止检查”需覆盖所有类型的单体。
关键工序检查记录表5——地下室后浇带注:所有施工验收批次,均需进行“停止点检查”。
关键工序检查记录表6——门窗框安装;塞缝施工注:每一施工班组的首批次验收必须进行“停止检查”。
关键工序检查记录表7——外立面保温层注:每一施工班组的首批次验收必须进行“停止检查”。
关键工序检查记录表8——外墙涂装施工注:“停止检查”需覆盖所有单体的每个立面。
关键工序检查记录表9——室外雨污水管道安装注:“停止检查”需100%覆盖所有施工验收批次。
关键工序检查记录表10——外墙淋水试验注:“停止检查”需覆盖所有单体的每个立面。
关键工序检查记录表11——外门窗喷水试验注:“停止检查”需覆盖所有单体的门窗。
装修关键工序检查记录表12——土建与装修界面移交样板注:“移交界面”检查需100%覆盖项目所有单体工程。
装修关键工序检查记录表13——防水层(卫生间□、阳台□)注:“卫生间、阳台防水”检查需100%覆盖项目所有单体工程。