关键工序界定
关键工序、特殊工序界定
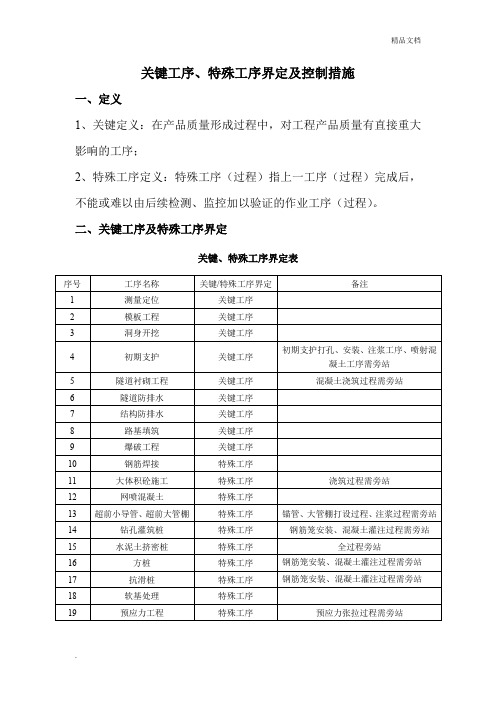
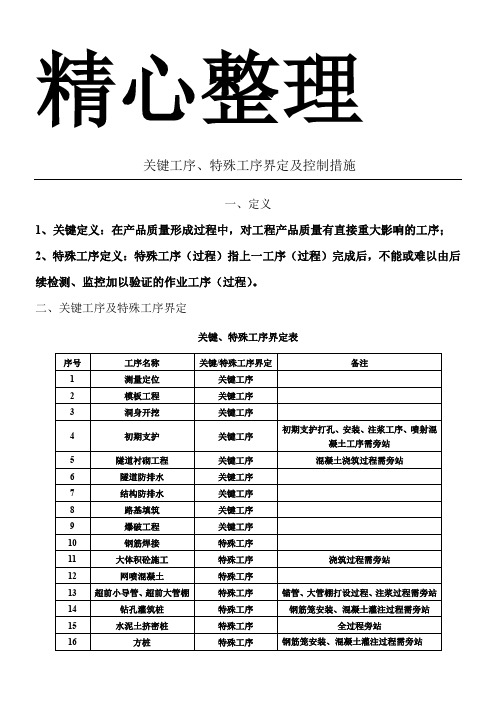
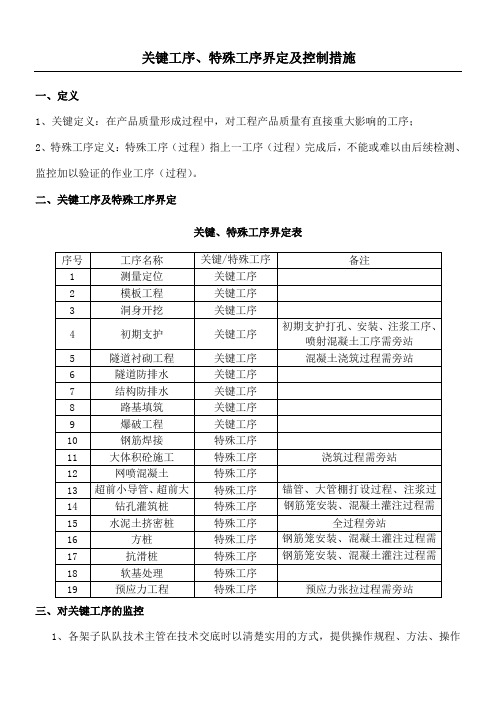
关键工序、特殊工序界定及控制措施一、定义1、关键定义:在产品质量形成过程中,对工程产品质量有直接重大影响的工序;2、特殊工序定义:特殊工序(过程)指上一工序(过程)完成后,不能或难以由后续检测、监控加以验证的作业工序(过程)。
二、关键工序及特殊工序界定关键、特殊工序界定表三、对关键工序的监控1、各架子队队技术主管在技术交底时以清楚实用的方式,提供操作规程、方法、操作要求,或编制技术操作规程,必要时进行有针对性的培训,使上岗操作人员在明白工艺、质量、操作要求后进行操作。
工程部进行检查,必要时由工程部进行技术交底或技术培训。
2、在施工过程中,工程技术人员、质量工程师对过程参数和过程产品进行监控,并做好检查记录。
3、经检查验收,当发现不合格情况时,必须立刻向经理部进行报告,并制定整改措施,由安质部验收整改情况,直至工程质量合格。
四、对特殊工序的监控1、安质部对从事特殊工序的操作人员及质量管理、验证人员必须进行资格认证,必要时对相关人员进行培训,保证参加特殊工序施工的所有相关人员持证上岗。
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5、施工过程中,技术负责人组织工程部、安质部的人员,对其进行专项检查和监控。
6、保存对特殊工序作业人员和机械设备、检验、测量、试验设备的验证记录及过程参数的监控记录。
关键、特殊工序鉴定
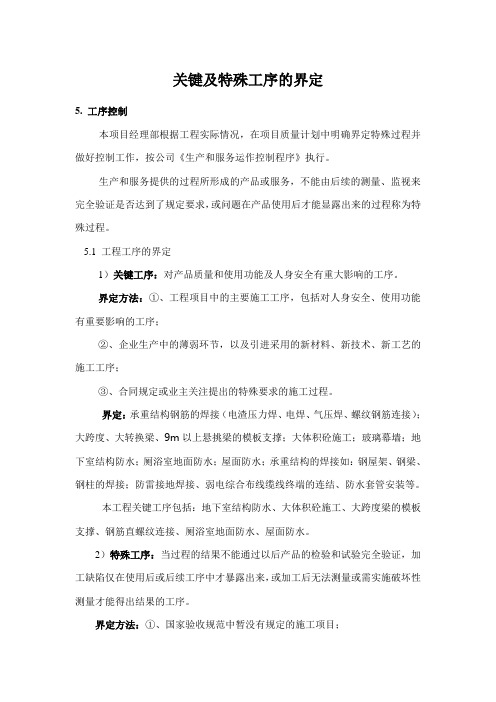
关键及特殊工序的界定5. 工序控制本项目经理部根据工程实际情况,在项目质量计划中明确界定特殊过程并做好控制工作,按公司《生产和服务运作控制程序》执行。
生产和服务提供的过程所形成的产品或服务,不能由后续的测量、监视来完全验证是否达到了规定要求,或问题在产品使用后才能显露出来的过程称为特殊过程。
5.1 工程工序的界定1)关键工序:对产品质量和使用功能及人身安全有重大影响的工序。
界定方法:①、工程项目中的主要施工工序,包括对人身安全、使用功能有重要影响的工序;②、企业生产中的薄弱环节,以及引进采用的新材料、新技术、新工艺的施工工序;③、合同规定或业主关注提出的特殊要求的施工过程。
界定:承重结构钢筋的焊接(电渣压力焊、电焊、气压焊、螺纹钢筋连接);大跨度、大转换梁、9m以上悬挑梁的模板支撑;大体积砼施工;玻璃幕墙;地下室结构防水;厕浴室地面防水;屋面防水;承重结构的焊接如:钢屋架、钢梁、钢柱的焊接;防雷接地焊接、弱电综合布线缆线终端的连结、防水套管安装等。
本工程关键工序包括:地下室结构防水、大体积砼施工、大跨度梁的模板支撑、钢筋直螺纹连接、厕浴室地面防水、屋面防水。
2)特殊工序:当过程的结果不能通过以后产品的检验和试验完全验证,加工缺陷仅在使用后或后续工序中才暴露出来,或加工后无法测量或需实施破坏性测量才能得出结果的工序。
界定方法:①、国家验收规范中暂没有规定的施工项目;②、暂无检测手段或检测设备的施功项目;③、通过检验和试验,但不能完全验证产品的特性和工序产品所达到的质量等级;④、需要实施破坏性测量才能得出结果的工序。
界定:地下室基础底板防水、大体积防水砼、压力管道焊接等。
本工程的特殊工序为:地下室基础底板防水砼、大体积防水砼。
3)一般工序:除已明确的关键、特殊工序外,其余的施工过程均为一般工序。
5.2 工序的控制1)项目内业技术员按施工图、施工方案、国家现行施工及验收规范、施工规程、工程合同及图纸会审记录等资料的规定,进行翻样工作;负责将图纸会审记录、设计变更和技术核定单等资料发放至相关部门。
关键工序、特殊工序界定
关键工序、特殊工序界定及控制措施
1
2
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5
6。
关键工序和特殊工序的界定

关键工序和特殊工序的界定根据集团、公司及建设指挥部相关文件要求并结合本项目主体工程的施工特点,对本项目的关键工序和特殊工序进行如下界定。
一、关键工序是指对工程质量和使用功能及人身安全有重大影响、起决定性作用的工序称为关键工序。
它是主要质量特性形成的工序,也是施工过程中需要严密控制的工序。
本项目关键工序如下:(1)桩基础(2)钢筋连接、绑扎(3)爆破开挖及工法(4)隧道初期支护(5)隧道超前支护(6)混凝土施工及养护(7)隧道防排水工程(8)隧道预埋件施工(9)监控量测(10)超前地质预报(11)预应力工程(12)系杆拱安装(13)钢桁梁拼装二、特殊工序特殊工序过程指上一工序过程完成后不能或难以由后续检测、监控加以验证的作业工序过程。
1、钻孔灌注桩钢筋笼安装工序、混凝土灌注工序;2、超前小导管钻孔工序、注浆工序;3、爆破开挖工序;4、隧道初期支护钢筋绑扎工序、钢拱架安装工序、衬砌厚度工序; 6、隧道防排水工程防水板铺设安装工序; 9、预应力安装、张拉、压浆; 10、超前地质预报工序;( 11)系杆拱安装(12)钢桁梁拼装。
三、对关键工序的监控1、分部在技术交底时以清楚实用的方式提供操作规程、方法、操作要求或编制技术操作规程,并进行有针对性的培训,使上岗操作人员熟悉和掌握施工工艺、质量、操作要求后再进行现场实地操作,安质部汇同工程部、试验室进行联合检查。
2、施工过程中现场旁站工程技术人员、质检工程师对过程参数和过程产品进行监控并做好检查记录。
3、经检查验收当发现不合格情况时必须立即向经理部进行报告,制定有针对性的整改措施,并由安质部验收整改情况,直至工程质量合格方可进入下道工序。
四、对特殊工序的监控1、安质部对从事特殊工序的操作人员及质量管理、验证人员必须进行资格认证,确保操作人员具备实施特殊工序的资格,从事特殊作业人员要求参加相关特殊工序的教育培训,保证参加特殊工序施工的人员持证上岗。
2、特殊工序施工时分部编制该项特殊工序的《作业指导书》,并其下发至作业队,作业队负责人认为该作业指导书存在缺陷需改进者,与分部一道根据实际情况进行补充完善。
关键工序、特殊工序界定

症结【2 】工序.特别工序界定及掌握措施一.界说1.症结界说:在产品德量形成进程中,对工程产品德量有直接重大影响的工序;2.特别工序界说:特别工序(进程)指上一工序(进程)完成后,不能或难以由后续检测.监控加以验证的功课工序(进程).二.症结工序及特别工序界定症结.特别工序界定表三.对症结工序的监控1.各架子队队技巧主管在技巧交底时以清晰适用的方法,供给操作规程.办法.操作请求,或编制技巧操作规程,必要时进行有针对性的培训,使上岗操作人员在明白工艺.质量.操作请求落后行操作.工程部进行检讨,必要时由工程部进行技巧交底或技巧培训.2.在施工进程中,工程技巧人员.质量工程师对进程参数和进程产品进行监控,并做好检讨记载.3.经检讨验收,当发明不及格情形时,必须连忙向司理部进行报告,并制订整改措施,由安质部验收整改情形,直至工程质量及格.四.对特别工序的监控1.安质部对从事特别工序的操作人员及质量治理.验证人员必须进行资历认证,必要时对相干人员进行培训,保证参加特别工序施工的所有相干人员持证上岗.2.特别工序施工时,工程部编制改特别工序的《功课指点书》.下发至架子队,架子队可依据现实情形进行补充.《功课指点书》对施工办法.质量请求.验证方法.验证人员等作出明白划定,工程部对操作人员进行具体技巧交底.《功课指点书》经技巧负责人同意后方可实行.3.对特别工序配备的施工机械装备,施工前由物机部人员进行验证,确认其是否相符《功课指点书》请求的施工才能.4.配备与划定质量请求相符的磨练.测量.实验装备,由工区实验室.安质部人员进行验证.5.施工进程中,技巧负责人组织工程部.安质部的人员,对其进行专项检讨和监控.6.保存对特别工序功课人员和机械装备.磨练.测量.实验装备的验证记载及进程参数的监控记载.。
关键工序特殊工序界定
关键工序、特殊工序界定及控制措施一、定义1、关键定义:在产品质量形成过程中,对工程产品质量有直接重大影响的工序;2、特殊工序定义:特殊工序(过程)指上一工序(过程)完成后,不能或难以由后续检测、监控加以验证的作业工序(过程)。
二、关键工序及特殊工序界定关键、特殊工序界定表三、对关键工序的监控1、各架子队队技术主管在技术交底时以清楚实用的方式,提供操作规程、方法、操作要求,或编制技术操作规程,必要时进行有针对性的培训,使上岗操作人员在明白工艺、质量、操作要求后进行操作。
工程部进行检查,必要时由工程部进行技术交底或技术培训。
2、在施工过程中,工程技术人员、质量工程师对过程参数和过程产品进行监控,并做好检查记录。
3、经检查验收,当发现不合格情况时,必须立刻向经理部进行报告,并制定整改措施,由安质部验收整改情况,直至工程质量合格。
四、对特殊工序的监控1、安质部对从事特殊工序的操作人员及质量管理、验证人员必须进行资格认证,必要时对相关人员进行培训,保证参加特殊工序施工的所有相关人员持证上岗。
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5、施工过程中,技术负责人组织工程部、安质部的人员,对其进行专项检查和监控。
6、保存对特殊工序作业人员和机械设备、检验、测量、试验设备的验证记录及过程参数的监控记录。
关键工序和特殊过程的定义
关键工序和特殊过程的定义关键工序和特殊过程的定义一、关键工序的定义关键工序是指生产过程中对产品质量、安全性、可靠性等方面影响较大,必须采取特殊控制措施的工序。
其重要性在于,如果这些工序出现偏差或错误,可能会导致产品不合格或安全隐患。
二、特殊过程的定义特殊过程是指在生产过程中需要采取特殊控制措施以确保产品符合规定要求的过程。
这些控制措施包括但不限于:使用专业设备和工具、进行严格的检测和测试、设置严格的操作规程等。
特殊过程通常涉及到高风险环节,如焊接、热处理、表面处理等。
三、关键工序与特殊过程之间的区别虽然关键工序和特殊过程都需要采取特殊控制措施来确保产品质量和安全性,但它们之间存在着一定的区别:1. 侧重点不同关键工序更侧重于对整个生产流程中影响较大的环节进行管理和控制;而特殊过程则更侧重于对某些具体环节进行特殊管理和控制。
2. 风险程度不同关键工序通常是指在整个生产流程中风险较高的环节,而特殊过程则是指在某些特定环节风险较高的过程。
3. 控制措施不同关键工序需要采取特殊控制措施来确保产品质量和安全性,但这些控制措施可能比较常规;而特殊过程则需要采取更为严格和专业的控制措施来确保产品符合要求。
四、关键工序与特殊过程的应用范围关键工序和特殊过程通常应用于以下领域:1. 制造业在制造业中,焊接、热处理、表面处理等属于典型的特殊过程;而装配、调试等则属于典型的关键工序。
2. 医药行业医药行业中的药品生产、灭菌等均属于典型的特殊过程;而质检、包装等则属于典型的关键工序。
3. 食品行业食品行业中的烹饪、灭菌等也属于典型的特殊过程;而原料采购、配料等则属于典型的关键工序。
五、关键工序和特殊过程的重要性关键工序和特殊过程对产品质量、安全性、可靠性等方面影响较大,因此它们的重要性不容忽视。
如果这些环节出现偏差或错误,可能会导致产品不合格或安全隐患,从而给企业带来严重的经济和声誉损失。
六、如何管理关键工序和特殊过程管理关键工序和特殊过程需要采取以下措施:1. 制定专门的操作规程针对每个关键工序和特殊过程,制定专门的操作规程,并确保相关人员熟练掌握。
关键工序如何确定
关键工序如何确定
关键工序如何确定?
一、熟悉关键工序,是隐蔽工程验收和质量监督管理职能的重要条件工程质量监督工程师:承监建筑工程项目的质量监督任务,首先要认真阅读设计施工图,熟悉建筑工程的关键工序。
因为,关键工序是对产品质量起决定作用的工序。
关键工序的界定范围是:
(1)施工难度大,工程质量不稳定或出现不合格频率较高的过程。
(2)对产品质量特性有较大影响的过程。
(3)施工周期长,原材料昂贵,出现不合格后经济损失较大的过程。
(4)其他认为与安全因素相关重要部位的施工过程。
关键工序施工方法关键工序就是对工序质量起关键作用的工序,主要有以下几道工序:
一、测量放线
二、基坑(槽)土石方开挖
三、地基验槽
四、模板制安
五、钢筋绑扎
六、砼浇筑
七、屋面找平层
八、厨厕防水
九、管线预埋
十、防雷设施
十一、钢材焊接
以上内容均根据学员实际工作中遇到的问题整理而成,供参考;。
关键工序特殊工序界定
关键工序、特殊工序界定及控制措施一、定义1、关键定义:在产品质量形成过程中,对工程产品质量有直接重大影响的工序;2、特殊工序定义:特殊工序(过程)指上一工序(过程)完成后,不能或难以由后续检测、监控加以验证的作业工序(过程)。
二、关键工序及特殊工序界定关键、特殊工序界定表三、对关键工序的监控1、各架子队队技术主管在技术交底时以清楚实用的方式,提供操作规程、方法、操作要求,或编制技术操作规程,必要时进行有针对性的培训,使上岗操作人员在明白工艺、质量、操作要求后进行操作。
工程部进行检查,必要时由工程部进行技术交底或技术培训。
2、在施工过程中,工程技术人员、质量工程师对过程参数和过程产品进行监控,并做好检查记录。
3、经检查验收,当发现不合格情况时,必须立刻向经理部进行报告,并制定整改措施,由安质部验收整改情况,直至工程质量合格。
四、对特殊工序的监控1、安质部对从事特殊工序的操作人员及质量管理、验证人员必须进行资格认证,必要时对相关人员进行培训,保证参加特殊工序施工的所有相关人员持证上岗。
2、特殊工序施工时,工程部编制改特殊工序的《作业指导书》、下发至架子队,架子队可根据实际情况进行补充。
《作业指导书》对施工方法、质量要求、验证方式、验证人员等作出明确规定,工程部对操作人员进行详细技术交底。
《作业指导书》经技术负责人批准后方可实施。
3、对特殊工序配备的施工机械设备,施工前由物机部人员进行验证,确认其是否符合《作业指导书》要求的施工能力。
4、配备与规定质量要求相符的检验、测量、试验设备,由工区试验室、安质部人员进行验证。
5、施工过程中,技术负责人组织工程部、安质部的人员,对其进行专项检查和监控。
6、保存对特殊工序作业人员和机械设备、检验、测量、试验设备的验证记录及过程参数的监控记录。
特殊过程关键工序的界定和过程管理
特殊过程关键工序的界定和过程管理特殊过程的界定和过程管理是企业质量管理体系中非常重要的环节,对于提高产品质量、降低生产成本、提高工作效率具有重要意义。
下面将详细介绍特殊过程、关键工序的界定和过程管理。
特殊过程是指在生产过程中对产品质量有着显著影响的过程,如焊接、铸造、热处理等。
这些过程的质量控制要求相较于常规过程更为严格,因为一旦在特殊过程中发生质量问题,很可能会导致产品出现严重缺陷甚至危及生命安全。
在界定特殊过程时,需要考虑以下几个方面:1.过程的关键性:特殊过程的质量控制要求远远高于常规过程,因此首先需要确定该过程对产品质量的影响程度,以及是否具有不可替代性。
2.技术复杂性:特殊过程往往涉及较为复杂的技术要求和工艺流程,因此需要考虑该过程的技术性和复杂性。
3.人员素质要求:特殊过程要求操作人员具备较高的技能水平和丰富的工作经验,因此需要考虑该过程对人员素质的要求。
一旦确定了特殊过程,就需要进行过程管理以确保其稳定和可控。
过程管理的核心是建立科学完善的工艺流程和质量控制措施,并通过不断改进和监控,确保特殊过程的稳定性和可靠性。
过程管理的主要内容包括:1.工艺流程的优化:通过研究和改进工艺流程,提高特殊过程的稳定性和可靠性。
可以借助模拟实验、优化设计等方法来寻求最佳的工艺参数和操作方式,使得特殊过程能够在最佳状态下运行。
2.质量控制措施的建立:针对特殊过程中容易出现的质量问题,建立相应的质量控制措施,如焊接中控制焊接工艺参数、采取非破坏性检测等方法来确保焊接质量。
3.过程监控和纠偏机制的建立:通过监控特殊过程的关键参数和指标,及时发现异常情况并进行纠正,保证产品质量的稳定性和一致性。
4.培训和培养操作人员:特殊过程需要操作人员具备高技能水平和丰富的工作经验,因此需要通过培训和培养来提高人员的素质和能力,以保证特殊过程的稳定和可靠。
特殊过程的界定和过程管理对于企业来说至关重要,只有建立科学完善的过程管理体系,才能够保证特殊过程的稳定和可控,提高产品质量、降低生产成本、提高工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南京河西新城区江东南路道路工程一标段关键、特殊工序界定
中铁四局集团有限公司
南京江东南路工程一标段项目经理部
二0一三年六月
关键、特殊工序界定
为加强工程施工质量控制,确保工序施工质量达到设计及验收规范要求,江东南路一标项目部结合本工程特点,对关键、特殊工序进行界定,明确控制措施,确保施工质量处于可控状态。
一、关键、特殊工序定义
1.关键工序
⑴对成品的质量、性能、功能、寿命、可靠性及成品等直接影响的工序;
⑵产品重要质量特性形成的工序;
⑶工艺复杂,质量容易波动,对工人技艺要求高或总是发生问题较多的工序。
2.特殊工序
⑴产品某些质量特征不能通过后续的质量检验加以验证的工序;
⑵产品质量需进行破坏性试验或采用复杂、昂贵的方法才能测量或只能进行间接监控的工序;
⑶该工序产品仅在产品使用或服务交付之后,不合格特性才能暴露出来。
二、关键、特殊工序界定
结合本项目施工任务,主要涉及桥梁工程、路基路面工程、排水工程、地下通道和管廊。
关键、特殊工序界定如下:
⑴桥梁工程
表2.1-1桥梁工程关键、特殊工序界定
⑵排水工程
表2.1-2排水工程关键、特殊工序界定
⑶道路工程
表2.1-3道路工程关键、特殊工序界定
⑷地下通道及管廊工程
表2.1-4地下通道及管廊工程关键、特殊工序界定
三、关键、特殊工序控制措施
1.明确项目经理部监督责任制
项目经理为施工质量监管第一责任人,对该项目工程质量负直接管理责任,项目副经理及总工为项目施工质量管理主要责任人,对该项目工程质量负主要责任,施工员、技术员、质检员为所管工序或部位质量实施情况的直接责任人,对其直接监管的过程质量或检查验收情况负直接责任。
2.实行项目领导跟班制度
项目部严格按照局、公司相关文件要求,坚持领导跟班作业制度,特别对关键、特殊工序施工质量进行监控,及时解决过程中存在的质量隐患,确保工程质量处于可控状态。
项目领导跟班作业值班表
3.坚持特殊工序旁站制度
⑴特殊工序开工前,工程部要做好各项技术准备工作,编制详细的作业指导书和技术交底,将工艺流程、施工方法、技术参数、重难点、安全质量控制要点及标准等进行明确,再通过培训、交底的形式使上岗操作人员掌握特殊工序施工,同时技术人员要跟踪检查,落实技术交底执行情况,如有特殊情况或偏差,要求及时调整。
⑵建立完整有效的特殊工序旁站制度,进行明确分工,指定专人负责对特殊工序控制项目进行旁站检查监督,并做好相关旁站记录。
⑶施工过程中,技术负责人组织工程部、安质部的人员,对其进行专项检查和监控,发现问题要求及时整改。
4.坚持关键工序“三检制”制度
三检制:即班组自检、技术主管检查和质检工程师专检。
一是班组自检:关键工序施工时班组长应组织和监督班组工人严格按照图纸、操作规程和技术交底、施工规范等要求进行施工,全面负责班组质量自检和工序交接检工作,施工工序完成后班组长负责自检,合格后填写“三检制”检查记录表,签字后将“三检制”检查记录表报技术主管检查。
班组长未进行自检或未在“三检制”检查记录表上签字的,技术主管有权拒绝进行检查验收。
二是技术主管检查:技术主管接到班组长签字的“三检制”检查记录表后,应立即根据图纸、操作规程和技术交底、施工规范等要求对施工工序进行检查验收;对于有缺陷或问题的施工,要指出缺陷和问题,以及相应整改措施或现场给以技术指导,并督促班组整改;对拒不整改的,有权及时上报,并拒绝在“三检制”检查记录表上签字;对验收符合要求或整改到位的,及时填写“三检制”检查记录表,并签字报专职质检工程师组织验收。
三是质检工程师专检:专职质检工程师对工序质量组织验收前,应熟悉图纸、操作规程和技术交底、施工规范等对工序的要求,会同技术主管、班组长等人员一同对工序进行验收。
验收发现工序有缺陷或一般问题,应督促指导班组及时整改;检查验收时发现较大问题或需要返工的,要及时上报部门领导或项目部领导,并书面下发整改、返工通知书;检查验收合格后,方可报请监理工程师进行工序验收,并认真做好“三检制”验收记录表的填写工作,对合格的工序进行拍照并保留电子影像资料。
各工序“三检制”检查记录必须能够满足追溯要求。
检查验收人员在填写记录表时一定要据实填写,认真填写,不得弄虚作假。
班组长填写完成并签名后将表格交予技术主管;技术主管因检查部位不
同,检查的结果不一定完全与班组长检查的数据一致,应需另填写一张并签名,然后将两张检查记录表格同时交于质检工程师汇总归档。
5.关键、特殊工序内部旁站和“三检制度”划分
附表:
1.关键工序/部位检查验收记录表
2.旁站监理验收记录表
3.工序质量“三检制”检查记录表
4.工序质量“三检制”验收记录表。