关键工序检查记录表
工序质量检验通用表

检查项目
工序质量检验评定表
质量标准
单位工程名称 单元工程名称
检测项目 施工单位检查记录 监理单位验收记录
主控项目 允许偏 差项目
编号:
一般项目 许偏 差项目
专业质检员
施工单位自检结果 工序工程 质量评定 监理单位抽查意见
专业监理员
主控项目评价指标全部合格,允许偏差项目
合格率达到 %,符合设计及施工质量验
收评定标准的要求
技术负责人:
日期:
自评意见:
质量等级:
□抽检结果与自检结果相符/不相符
抽检意见:
□同意/不同意验收
监理工程师:
日期:
质量等级: 注:某工序质量出现不合格标准时,其质量记录表格连同合格项目的质量记录表格一起留存备查
编号:
工序交接检查记录
工序交接检查记录日期:________地点:________工序:________一、工序基本信息1.工序名称:2.工序编号:3.工序执行时间:5.工序单位:6.工序操作要求:7.工序材料准备情况:8.工序设备/工具准备情况:二、工序检查内容1.工序准备情况a.工序材料准备是否齐全、规范:b.工序设备/工具准备是否齐全、规范:c.工序环境整洁、安全:d.工序操作前的清理工作是否完成:2.工序执行情况a.工序执行者是否按要求进行工序操作:b.工序操作是否符合安全规范:c.工序操作是否符合质量要求:d.工序操作是否按照工序单作业指导书执行:e.工序操作是否受限于时间、质量和成本:f.工序操作是否涉及重要记录的填写:3.工序异常情况a.工序执行中是否存在异常情况,如操作失误、设备故障等:b.工序执行中的异常是否得到及时处理:c.异常处理是否影响工序执行的安全和质量:d.异常处理是否符合工序执行规范:4.工序交接情况a.工序交接前后是否做好记录:b.工序交接是否具体、清晰:c.工序交接是否包括关键信息的传递:三、问题与建议1.工序执行中存在的问题:2.工序执行中需要改进的地方:3.工序执行中的优点和亮点:4.对工序执行和交接的建议:四、经办人签字:经办人签字:________五、审批审核负责人签字:________六、备注:__________________________________________________以上为工序交接检查记录内容,如有问题请及时沟通。
关键工序检查记录表

附件02
关键工序检查记录表1 土方造型
检查时间:乔木种植前
关键工序检查记录表2——铺装实体样板
检查时间:大面施工前
关键工序检查记录表3——软景配置
检查时间:大面施工前
关键工序检查记录表4——室外管线综合
检查时间:室外管网大面施工前;
关键工序检查记录表园路及水景基础
检查时间:面层施工前
关键工序检查记录表6 雕塑制作过程评审记录表
填表日期:
注:根据现场搭模及评审意见汇总,项目景观管理人员应填写此表,一式两份,交与资料室存档备查。
签并交与资料室存档备查
关键工序检查记录表
雕塑安装施工过程管理记录表
7
填表日期: 注:本表由景观工程管理人员在雕塑安装完毕后填写,经多方确认复核,交项目公司资料室存档备查。
危大方案安全、关键工序检查表

钢栈桥、钢平台使用期日常安全检查表
1.1龙门吊安拆专项施工方案
门式起重机轨道基础施工完毕安装前安全检查表
门式起重机安装完毕使用前安全检查表
1.2临时用电组织设计
附表1:电工巡视维修工作记录表
附表2:接地电阻测试记录表
附表3:漏电保护器测试记录表
注:1、此表为一台漏电保护器使用一张,作为其运行测试记录; 2、漏电保护器测试按照说明书要求进行,一般情况下测试每月至少一次; 3、测试人为电工,监测人可以是施工员、安全员等施工管理人员。
附表4:配电箱巡视检查记录表
附表5:配电箱进场验收记录表
材料员: 物资设备负责人:电工:保卫:供货商:
附表6:现场设备临电周检记录
附表7:项目高压配送电设施月度检查录
附表8:临时施工用电验收表
附表9:项目高压配送电设施安装施工验收表
1.3路堑爆破开挖专项施工
爆破作业安全记录表
1.4不老河大桥钢桁架安装专项施工方案
钢栈桥、钢平台结构验收表
1.5架桥机安拆专项施工方案
架桥机安装验收表
1.6隧道工程专项施工方案隧道临建场地布置验收表
隧道临时用电、供风、供水验收表
隧道逃生通道验收表
仰拱栈桥验收表
隧道二衬台车验收表
隧道暗挖验收表
1.7京杭运河大桥钢桁架安装专项施工方案吊装设备验收标准及验收内容
钢丝绳、卸扣验收标准及验收内容
吊耳验收表
吊耳形式一示意图
吊耳形式二示意图支架验收
钢桁架安装验收
栈桥结构验收。
关键工序验证
验证项目编号:DF-G012-2003****药业股份有限公司10ml口服液**工艺的验证二00四年目录一、验证立项申请表二、验证方案三、验证实施四、验证报告五、验证证书一、立项申请验证立项申请表二、验证方案验证工艺:10ml口服液联动线工艺验证形式:回顾性验证验证方案编号:D-G012-2003-1起草:制定日期年月日审核:审核日期年月日批准:批准日期年月日验证日期:2003年9月9日至2003年9月13日验证地点:液体制剂车间灌封工序(一)验证小组验证领导小组成员:验证小组成员:(二)概述液体制剂药品生产过程中的灌封工艺,是决定灌封品装量的关键工序。
为提高灌封装量的精确度,提高包装质量,确保灌封后产品质量符合企业内控质量标准。
现拟由技术、QA、QC、液体制剂车间组成验证小组,选取常年生产的“*****口服液”对10ml灌封工艺的关键工艺控制点的工艺参数进行验证。
“****口服液”的灌封产品符合企业内控质量标准,也能确保其它10ml装量的产品达到质量标准。
(三)工艺验证目的验证10ml灌封工艺的关键工艺参数能符合工艺技术要求,确认灌封产品符合企业内控质量标准。
(四)验证方案1、本验证属回顾性验证。
2、验证过程1)选用****口服液作为验证品种。
考查****口服液连续生产的三个批次灌封生产过程。
2)灌封设备采用YGX液体灌装旋盖机进行。
灌封过程按设备工艺参数和工艺技术参数执行。
灌封过程中,由QA现场监督员分别抽取配制灌封后样品,QC按“****口服液”检验规程检验,验证小组根据QC检验结果判断10ml灌封关键工艺控制点的工艺参数是否符合工艺技术要求,判断灌封品是否符合企业内控质量标准。
3、取样方法及频次设备调试验收后,在正常生产过程中取样:1)取样点:每次在灌封机后取样10瓶检测灌封装量、旋盖质量。
2)取样频次:每隔30min取一次样,共取连续生产的三个批次。
4、灌封品装量、旋盖质量、微生物限度检查方法及判断标准1)检查方法:装量:按《中华人民共和国药典》2000年版一部附录68页低装量检查方法项下【重量法】检查。
产品关键工序控制点的标准表单
产品关键工序控制点的标准表单可以按照以下格式来制作:标题:产品关键工序控制点清单日期:从今日到日期(长期有效)操作者:责任人,检查频率及标准:一、产品准备阶段1. 原材料质量检查:每日进行,确保所有使用的原材料符合规格要求。
2. 设备校准:每周进行,使用标准计量器具进行设备精度校准。
3. 工艺文件准备:每日检查,确保工艺文件齐全、清晰。
二、生产过程阶段1. 零部件组装精度检查:每小时进行,确保各零部件组装符合设计要求。
2. 成品质量检测:每日进行,对所有成品进行全面质量检测,包括外观、功能等。
3. 环境控制:每日检查,确保生产环境符合卫生和湿度等要求。
三、质量控制阶段1. 质量记录填写:每日检查质量记录的完整性和准确性。
2. 质量问题反馈及处理:每发现质量问题,立即反馈给相关人员,并跟进处理结果。
3. 质量改进措施:定期评估质量状况,提出改进措施并实施。
四、特殊工序阶段特殊工序是指对产品制造过程有重要影响的工序,需要制定专门的监控措施和标准。
1. 特殊工序的监控:对特殊工序制定详细的监控计划和标准,并定期进行验证。
2. 关键控制点的监控:对关键控制点进行定期检查和确认,确保其符合要求。
3. 监控记录:对特殊工序的监控记录进行归档保存。
五、其他注意事项1. 人员培训:定期对员工进行生产技能和质量控制培训,提高产品质量。
2. 安全生产:确保生产过程符合安全法规要求,防止安全事故发生。
3. 定期审核:定期对生产过程进行全面审核,确保所有环节符合要求。
通过这份表单,我们可以清晰地了解产品关键工序的控制点,明确责任人和检查频率及标准,确保生产过程的质量控制得到有效执行。
同时,通过定期审核和记录归档,我们可以对生产过程进行持续改进,提高产品质量和市场竞争力。
关键工序质量控制表表格
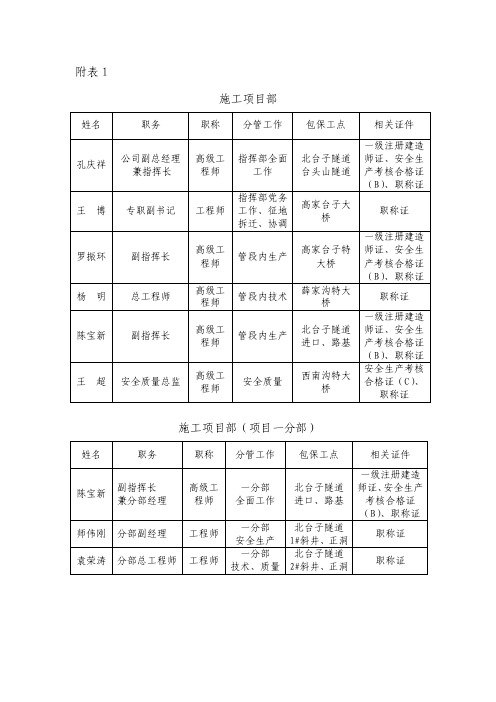
附表1
施工项目部
施工项目部(项目一分部)
施工项目部(项目二分部)
附表2
架子队(隧道架子一队)
架子队(隧道架子二队)
架子队(隧道架子三队)
架子队(路基架子一队)
架子队(桥涵架子一队)
附件3
关键工序质量控制表
①附件:照片(正面、侧面、平面),由监理工程师拍照,照片上显示时间至小时。
②关键工序是指路基、桥涵、隧道、轨道等主体工程的隐蔽性工序质量自检、互检、交接检情况记录。
③本表由监理工程师存档备查,本表不填不得进入下道工序。
附件4
关键工点检查记录表
备注:1.此表印制成册,每31页为一册,每月一册。
2.印制成册的检查表不能撕扯,凡缺页的按弄虚作假处理。
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件02
关键工序检查记录表1——土方造型
关键工序检查记录表2——铺装实体样板
关键工序检查记录表3——软景配置
关键工序检查记录表 4——室外管线综合
检查时间:室外管网大面施工前;
关键工序检查记录表5——园路及水景基础
关键工序检查记录表6——雕塑制作过程评审记录表
注:根据现场搭模及评审意见汇总,项目景观管理人员应填写此表,一式两份,交与资料室存档备查。
签并交与资料室存档备查
关键工序检查记录表7——雕塑安装施工过程管理记录表
注:本表由景观工程管理人员在雕塑安装完毕后填写,经多方确认复核,交项目公司资料室存档备查。