420立式全自动电脑型包装机说明书
RL420自动包装机的操作、保养、维修制度

RL420自动包装机的操作、保养、维修制度1 目的为确保设备的正常完好,提高设备利用率,促进设备管理规范化。
2 范围公司内各工厂。
3 职责3.1生产工艺员、维修人员负责本制度的具体执行。
3.2设备科长负责本厂设备的现场管理和设备操作、维修、保养的过程及结果进行检查监督。
3.3工程部负责本制度的制定。
3.4工程部负责全公司设备维修保养的全面监督管理工作。
4 人员配置4.1各分厂自动包装机配置如下:4.1.1单台自动包装机单班配生产工艺员一名;4.1.2自动包装机单班配班长一名;4.1.3单台单班配包装工人2名(生产规格为20g五连包时,需要额外增加一名打孔工人),包装工人由工厂指派杂工负责;4.1.4单班倒料工人由一名工人负责,倒料工人由工厂指派杂工负责。
5 作业内容5.1开机步骤:(责任人:生产工艺员)5.1.1在开机前必须进行一次常规检查,以确保一切均为正常;A检查设备易损件:切刀、拉膜皮带有无缺损,横、纵封是否清洁;B检查空压系统的安全阀是否损坏,压差开关是否改变,打开空压机和储气罐的排水阀进行排水,直至排出的为气停止;C生产中每隔3小时班长对空压机、储气罐进行排水,质检员进行确认;5.1.2打开电源开关,然后打开加热器开关,检查设定在各温度控制器上的加热温度,当包装膜材料不同或包装速度、生产中产品封合不佳时应重新设定温度;5.1.3包装的产品规格不同,则应重新选择该机已经设定的技术参数;5.1.4选择与产品匹配的包装膜,把它装入包装膜安装轴上,包装膜穿过张力调节滚筒,穿过打码机,穿过成袋器,再将其拉至横封处;5.1.5调节好光电开关位置,检查电眼灵敏度,如果电眼灵敏度不佳,则需要重新设定;5.1.6打开十四头秤的电源开关,选择相应的产品规格;5.1.7打开物料提升机的电源开关,并将旋钮旋至“自动”位置;5.1.8按启动按钮,机器开始运行,在正式生产前,最好先用点动按钮进行调试,检查制袋、日印和封口情况,如正常则开始生产。
全自动打包机正确使用说明书z
全自动打包机正确使用说明书z打包机应该如何正确使用?山东中运物流集团的专家指出:打包机现在已经是绝大数生产企业必备机械,它能提高企业的工作效率zy15在使用打包机的时候,大家要注意按按照打包机厂家的说明书进行,以免造成人身伤害或增加自动打包机磨损。
1,请勿使用湿手插拨电源插头,有触电危险。
2,不使用时,必须拔掉插座上的插头。
绝缘退化,导致触电或因漏电引发火3,请勿卸下面板、外套、门等零件在使用半自动打包机时。
卸下零件时,不仅会使打包机发生故障,且易导致人参事故发生。
4,半自动打包机是在被打包物体上使用打包带的打包机。
其他目的请勿使用。
被打包物是指需要打包机的物品。
请勿将手或身体接近主体机。
5,全自动打包机分支电源并与其他自动打包机同时运转,不仅会损坏打包机的机能而且插头、插座过分发热,有引起火灾的危险。
特别须注意请无比准备好仅供本打包机使用的专门电压和容量。
6,使用打包机厂家延长软线电线断面面积为0.75m㎡以上,10m以内。
使用超出此范围的软线,不仅会损坏打包机厂家的机能而且插头、打包机插座过分发热,会引起发生火灾的危险。
7,半自动打包机加热板处于非常高温时,请勿在半自动打包机后周围放可燃物品,有火灾危险。
8,请勿将打包机厂家的电源软线放置叉车等通道处,或避免直接压到打包机厂家电源软线等场所。
一旦打包机外皮破损、打包机断线等会有危险9,安装自动打包机或打包超作时,请务必使用手套、保护眼镜、口罩。
如不使用,可能会受伤或危害健康。
10,半自动打包机的打包带水或潮湿的物品,有触电危险。
11, 打包机的山东中运厂家地线端子必须和地线连接。
打包机厂家未和地线连接或未充分连接时,有触电的危险。
自动包装机包装机设备操作规范

审 核
制 作
日 期
4.壓力設置﹕
根據需要溫度﹐用手分別握住壓力1和壓力2調節旋鈕向外拉﹐然后依據所需壓力順時針或逆時針旋轉﹐使其達到所需壓力即可。
5.連續和間斷設置
一般情况下,打到手动处﹐如果打到自动处在一次进给过程收料齿轮后就会连续运行与机械臂失去协调。
6.速度設置
一般情况下不需要调整,其标准值为18﹔其数值在自动状态下为每秒运动速度,在手动状态下为每次运动距离。
9.試機
以上設置完成后﹐打开机械臂电源开关,待机械臂复位动作完成后,打开机械臂啟動開關﹐機器开始正常作業﹔待封裝一段距离后﹐關閉机械臂启动開關﹐檢查封装拉力或外觀是否正常﹐若品質不良時可依實際情況﹐調整溫控器溫度﹑壓刀壓力或壓力微調等﹐以達到最佳品質。
核 准
审 核
制 作
日 期
设备操作说明书
第3页共3页
厂商
自行改裝
版本
二﹑操作說明
1.電壓﹕220V﹑輸入氣壓要求:8~10kg/cm2
2.機器接電源后﹐按下POWER電源開關﹐計數器和溫控器工作。
3.溫度設置
根據需要溫度﹐分別按下溫控器1和溫控器2上的溫度上升鍵“△”或溫度下降鍵“▽”調節溫度。使其達到所需溫度即可。例如設置150℃﹐按溫控器上的溫度上升鍵“△”或溫度下降鍵“▽”﹐使溫控器顯示為“150”即可。或按下“SEC”鍵一次﹐在按溫度上升鍵“△”或溫度下降鍵“▽”﹐直到顯示設定值為止。
设备操作说明书
第1页共3页
仪器名称
自动包裝機
功能
包裝
文件编号
仪器型号Biblioteka 厂商自行改裝版本一﹑面板介紹﹕
1.COUNTRE﹕計數器13.FEED SPEED﹕进料调速
RL420自动包装机的操作、保养、维修制度

RL420自动包装机的操作、保养、维修制度1 目的为确保设备的正常完好,提高设备利用率,促进设备管理规范化。
2 范围公司内各工厂。
3 职责3.1生产工艺员、维修人员负责本制度的具体执行。
3.2设备科长负责本厂设备的现场管理和设备操作、维修、保养的过程及结果进行检查监督。
3.3工程部负责本制度的制定。
3.4工程部负责全公司设备维修保养的全面监督管理工作。
4 人员配置4.1各分厂自动包装机配置如下:4.1.1单台自动包装机单班配生产工艺员一名;4.1.2自动包装机单班配班长一名;4.1.3单台单班配包装工人2名(生产规格为20g五连包时,需要额外增加一名打孔工人),包装工人由工厂指派杂工负责;4.1.4单班倒料工人由一名工人负责,倒料工人由工厂指派杂工负责。
5 作业内容5.1开机步骤:(责任人:生产工艺员)5.1.1在开机前必须进行一次常规检查,以确保一切均为正常;A检查设备易损件:切刀、拉膜皮带有无缺损,横、纵封是否清洁;B检查空压系统的安全阀是否损坏,压差开关是否改变,打开空压机和储气罐的排水阀进行排水,直至排出的为气停止;C生产中每隔3小时班长对空压机、储气罐进行排水,质检员进行确认;5.1.2打开电源开关,然后打开加热器开关,检查设定在各温度控制器上的加热温度,当包装膜材料不同或包装速度、生产中产品封合不佳时应重新设定温度;5.1.3包装的产品规格不同,则应重新选择该机已经设定的技术参数;5.1.4选择与产品匹配的包装膜,把它装入包装膜安装轴上,包装膜穿过张力调节滚筒,穿过打码机,穿过成袋器,再将其拉至横封处;5.1.5调节好光电开关位置,检查电眼灵敏度,如果电眼灵敏度不佳,则需要重新设定;5.1.6打开十四头秤的电源开关,选择相应的产品规格;5.1.7打开物料提升机的电源开关,并将旋钮旋至“自动”位置;5.1.8按启动按钮,机器开始运行,在正式生产前,最好先用点动按钮进行调试,检查制袋、日印和封口情况,如正常则开始生产。
包装机使用说明书-第五章 操作方法及步骤

BT系列自动包装机械使用说明书欢迎购买本公司生产的自动包装机。
请您在使用本机器之前,详细阅读使用说明书,以保证机器的正常安装使用。
本公司还有许多其它规格类型的产品,如用户有需要,可与本公司联系,本公司将竭诚为您服务,满足您的要求。
由于本公司的产品在不断的改进和提高,由此而未预告性能修改的情况发生时,敬请您原谅,您可向本公司的销售部门及维修服务人员咨询。
目录第五章操作方法及步骤5-1开机前的准备5-1-1颗粒机型的开机前准备1、检查机器上安装的容杯与制袋用的成形器是否与您所需求的相符,包装材料是否符合使用要求。
2、用手将离合器手柄逆(顺)时针转动,使上离合器与下离合器脱离。
3、用手逆时针方向转动上转盘一周,在旋转过程中,下转盘下方的下料门应能够顺利地打开或关闭。
(注意:通过旋转调节螺环来调节容量的机型,在调节容杯容量时,要适当调节拨门杆的高度,使拨门杆不顶住下料门,且能够顺利打开或关闭下料门。
(见图3-11)4、将包装材料在架纸轴上,并装上挡纸轮及挡套,把装好包装材料的架纸轴放在架纸板上(见图3-6,图5-1),注意包装材料的印刷面方向与对应机型的图示相符,将包装材料与成形器对正,使挡纸轮及档套夹紧包装材料并拧紧手旋钮。
5、向下拉动包装材料,按图3-6所示,并将包装材料插入成型器中向下拉动放入图3-6两滚轮之间,按下输纸键,使两滚轮压住成形后的包装材料。
图5-15-1-2粉类机型的开机前准备1、检查机器上安装的容杯与制袋用的成形器是否与您所需求的相符,包装材料是否符合使用要求。
2、将包装材料在架纸轴上,并装上挡纸轮及挡套,把装好包装材料的架纸轴放在架纸板上(见图3-6,图5-1),注意包装材料的印刷面方向与对应机型的图示相符,将包装材料与成形器对正,使挡纸轮及档套夹紧包装材料并拧紧手旋钮。
3、向下拉动包装材料,按图3-6所示,并将包装材料插入成型器中向下拉动放入图3-6两滚轮之间,按下输纸键,使两滚轮压住成形后的包装材料。
420立式全自动电脑型包装机说明书
打开电源后,屏幕显示主页: 按中文进入下一画面,
1、 用手摸参数设定,屏幕显示:(如图)
第6页
汉顿包装机械
切刀延时 xxx 表示运膜结束后到切刀电磁阀得电前之间的等待时间(单位:秒) 其设定数以横封封合后,切刀再得电推出为准。
切刀 xxx 表示切断刀电磁阀得电时间(单位:秒) 其设定数以切刀能切断包装膜,又不影响下一袋的落下为准。
S G D L- 0 2 A R B F V 7 00 2 F B P GK1 GK2 GK3
伺服 控制 器 变 频器 固态 继电 器 固 态继 电器
固 态继 电器
R1
R2 R3 R4 R5
断 路器
JK 3
放纸 光电 开关
R6
K
纵 封横 封温 控 开 关元 件200W/50VAC 横 封发 热 元 件200W/50VAC
第一滚筒
蝴蝶螺钉 a
调整旋扭 b
六、常见故障原因及排除
故障类型
原因
解决办法
1、 检查急停开关是否复位
1、 将急停开关复位
触摸 开 键后机器不工作
2、变频器、伺服控制器显示 RC 2、关掉总电源 20 秒后再开机
漏电开关跳闸
发热片等电器漏电
逐一检查各电器
1、 断路保护器跳闸
1、 检查排除短路,重新合上
下料筒
B
B 点与成型器下料筒距离 4mm
(2)成型器与纵封加热器的调整 (如图): 成型器固定后,松开手柄,摇动 调整螺杆,使纵封上下端与成型 器下料筒相距 2mm 为准,锁紧 手柄即可。
第 10 页
调整螺杆
手柄
2mm 成型器下料筒
纵封加热器
汉顿包装机械
全自动打包机说明书
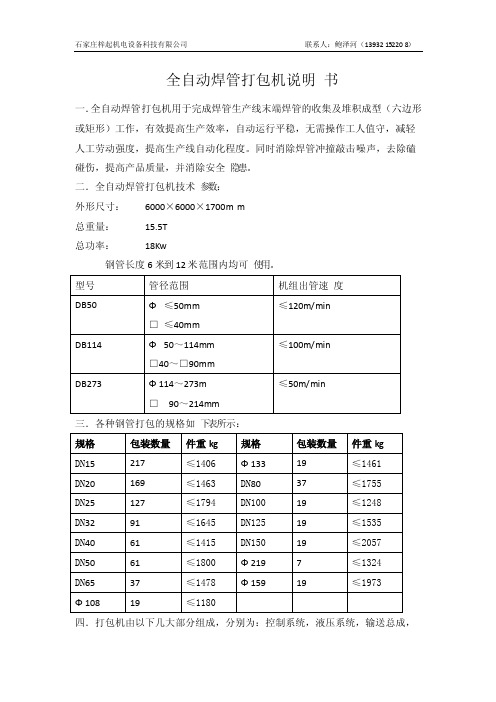
全自动焊管打包机说明书一.全自动焊管打包机用于完成焊管生产线末端焊管的收集及堆积成型(六边形或矩形)工作,有效提高生产效率,自动运行平稳,无需操作工人值守,减轻人工劳动强度,提高生产线自动化程度。
同时消除焊管冲撞敲击噪声,去除磕碰伤,提高产品质量,并消除安全隐患。
二.全自动焊管打包机技术参数:外形尺寸:6000×6000×1700mm总重量:15.5T总功率:18Kw钢管长度6米到12米范围内均可使用。
型号管径范围机组出管速度DB50 Ф≤50mm≤120m/min□≤40mm≤100m/minDB114Ф50~114mm□40~□90mmDB273Ф114~273m≤50m/min□90~214mm三.各种钢管打包的规格如下表所示:规格包装数量件重kg 规格包装数量件重kgDN15 217 ≤1406 Ф133 19 ≤1461DN20 169 ≤1463 DN80 37 ≤1755DN25127 ≤1794 DN10019 ≤1248DN32 91 ≤1645 DN12519 ≤1535DN40 61 ≤1415 DN15019 ≤2057DN50 61 ≤1800 Ф219 7 ≤1324DN65 37 ≤1478 Ф159 19 ≤1973Ф108 19 ≤1180四.打包机由以下几大部分组成,分别为:控制系统,液压系统,输送总成,驱动总成,升降总成及小车总成。
五.打包动作过程由驱动总成拖动输送总成将钢管输送到升降总成上,并将钢管自动的排成所要求的层数及每层所需的数量,每堆到升降总成上一层钢管都由顶齐装置将钢管一端顶齐,确保每捆钢管的端面是平齐的。
由驱动总成拖动升降总成升降。
当一捆钢管堆砌完成后,升降总成下降将堆砌成型的整捆的钢管放到小车总成上,由小车总成将整捆的钢管拉出至打捆的工作位,人工打捆完成后将打好捆的钢管移走,小车总成回到升降总成下面等待下一捆钢管的到来。
包装机操作指导书

包装机操作指导书一、介绍包装机是现代工业生产线中不可或缺的设备之一,它能够自动完成一系列包装过程,提高生产效率,保证产品包装质量。
为了正确、安全地操作包装机,本指导书将详细介绍包装机的使用方法和注意事项。
二、包装机的组成部分1. 主机:包括机身、电控系统、驱动系统等。
2. 送料系统:将待包装的产品送入包装机。
3. 封口系统:根据包装需求,将包装材料进行封口。
4. 输送系统:将已包装好的产品输送至下一个工序。
三、操作步骤1. 准备工作:a. 确保包装机的电源插头已连接到稳定的电源,并且电源开关处于关闭状态。
b. 检查包装机的各个部件是否完好,并且未存在任何杂物、异物。
2. 开机操作:a. 打开电源开关,确保包装机通电。
b. 启动控制系统,并等待包装机完成自检程序。
c. 根据产品需要,设置包装机的工作参数,如包装速度、封口温度等。
3. 送料操作:a. 将待包装的产品放置在正确的送料位置。
b. 启动送料系统,确保产品顺利送入包装机。
4. 封口操作:a. 根据包装要求,选择合适的包装材料,确保其质量和尺寸适合。
b. 将包装材料正确安装在封口系统上。
c. 根据产品尺寸,调整封口系统的位置和封口温度。
d. 启动封口系统,确保封口顺利进行。
5. 输送操作:a. 启动输送系统,确保已封好的产品顺利输送至下一个工序。
6. 关机操作:a. 先关闭封口系统,然后停止输送系统的工作。
b. 关闭控制系统,等待包装机完全停止运行。
c. 断开电源插头,确保包装机断电。
四、包装机的注意事项1. 操作人员应经过专业培训,熟悉包装机的使用方法和安全规范。
2. 在操作包装机时,应戴好安全防护装置,确保人员的安全。
3. 操作人员应定期检查包装机的各个部件,并保持清洁。
4. 包装材料应符合国家相关标准,确保产品的质量和安全。
5. 包装机在使用过程中,如出现故障或异常情况,应立即停机排除故障,不得强行继续使用。
养成正确操作包装机的习惯,可以提高生产效率,降低人为错误和事故的发生率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式全自动电脑型包装机
CH-420型
使用说明书
目录
一、设备说明P2
1、概述P2
2、性能和规格P2
二、整机配置图P3
三、安装须知P3
四、人机界面调试方法P5
五、设备调整P8
1、纵封翻边器的调整P8
2、成型器与垂直加热调整P8
3、包装袋纵封不齐边时的调整P9
六、常见故障原因及排除P9
七、操作方法与设备维护P10
八、电路原理图一P11
九、电路原理图二P12
十、420气路图P13十一、易损件表P14 十二、随机配件清单P14
一、设备说明
1、概述
CH-420全自动包装机系我司引进国外先进技术,并加以消化吸收而生产的一种高品质、高性能的全自动包装机,具有完成自动送料、计量、制袋、充填、封口、打印日期及成品输出等一系列自动功能。
本机采用高精度伺服运膜系统、PLC程序控制、先进的触摸式人机界面、光电自动定位跟踪、数字式温控等,使整机的操作更加简单、完善,是食品包装行业提高生产效率,降低劳动强度,提高包装档次的首选设备。
2、性能和规格
注:包装速度示物料和包装量而定。
包装材料成卷使用,外径:≤400mm,骨架内径Φ75mm,复合包装材料厚度为0.05-0.08mm,要求表面平整不得起波浪型,边缘10mm范围内不得印有花纹、字样等(即底色应纯净),色标点与底色必须反差明显。
二、整机配置图
三、安装须知
1、包装机、成品输送机接入带有漏电保护的10A以上的220VAC电源;
2、自动提升机接入带有漏电、缺相保护的10A以上的三相380VAC电源;
3、请不要忘记安装地线;
4、将气源接入包装机三联体入口处;
5、用提升机将物料送入包装机顶端大料斗中;
6、安装日期打印色带;
7、包装膜安装
1)压低刮板,移去盘芯
2)装入包装膜
3)装入盘芯
4)旋紧螺杆,刮板上翻靠住包装膜
5)图示粗线方向在一条连续的线路上穿送包装膜,并将包装膜引入到成型器中(应先将纵封装置打开)。
6)将图示中C段放松至挡住光电开关的反射屏。
7)包装膜进入成型器后,调节摆杆使包装膜通过A处顺着成型器衣领进入料筒。
8)A、B处的轴环贴住包装膜的边缘。
此时包装机底部的送膜光电开关及送膜电机进入自动工作状态。
四、人机界面的调试
打开电源后,屏幕显示主页:
按中文进入下一画面,
1、用手摸参数设定,屏幕显示:(如图)
切刀延时xxx表示运膜结束后到切刀电磁阀得电前之间的等待时间(单位:秒)其设定数以横封封合后,切刀再得电推出为准。
切刀xxx 表示切断刀电磁阀得电时间(单位:秒)
其设定数以切刀能切断包装膜,又不影响下一袋的落下为准。
横封xxx 表示横封电磁阀得电时间(单位:秒)
根据包装膜厚度及包装速度而定,以包装膜封合牢固不漏气为准。
纵封xxx 表示纵封电磁阀得电时间(单位:秒)
根据包装膜厚度及包装速度而定,以包装膜封合牢固不漏气为准。
袋长xxx 表示不用色标电眼时包装膜可运行的长度(单位:毫米)
长度设置应为两色标中心距+10mm
(由于拉膜皮带打滑等原因,可能实际包装出来的长度与设定值有差异,则需加大设定袋长来修正)。
2、触摸下页屏幕显示:
充气时间xxx 表示:充气电磁阀得电时间。
充气延时xxx 表示:运膜后至充气前这段时间。
运膜延时xxx 表示:程序接收信号后至运膜前这段时间。
横封延时xxx 表示:运膜后至横封封合前这段时间。
纵封延时xxx 表示:运膜后至纵封封合前这段时间。
3、需要设定各功能参数时,
用手触摸该功能,则在屏幕左端会显示输入数字的触摸键盘,
这时可进行参数修改,按ENT进行确定。
按ES键取消修改。
修改后必须保存参数。
例如:修改横封得电参数:(将原0.65改为0.75)
触摸横封参数0.65 则此参数闪烁,同时屏幕显示上图的数字盘,用手触摸
保存参数数字盘0 . 7 5 再按ENT . 若要取消修改则触摸数字键上的ES键。
参数
修改好了触摸
来保存修改的参数。
4、返回到主页,用手触摸手动键,屏幕显示
先触摸手动:则手动变暗
触摸横封:则横封封辊动作一次;
触摸纵封:则纵封封辊动作一次;
触摸切刀:则切刀按设定时间动作一次;
5、返回主页,触摸自动,屏幕显示:
开机:触摸开键,则包装机按所设定参数进行连续自动包装;
关机:触摸关键,则包装机停止动作。
6、返回手动画面,触摸退料,按绿色启动开关,则开始退料,此时只有料盘转动,其它程序不动作,用容器在下面盛接物料即可。
完毕,触摸退料停止。
7、触摸报警,屏幕显示:
注意:包装机各参数的设置,于包装机实际可达包装速度有直接关系。
各参数数值越大,包装机可达包装速度越慢。
反之,则越快。
五、 设备的调整
A B
纵封翻边器下料筒
(1)纵封翻边器的调整:
用手拉开纵封翻边器,将包装袋纵封封合部分倒向指定的一面,放回翻边器将纵封压紧即可。
要求:A 点与成型器下料筒距离2mm B 点与成型器下料筒距离4mm
(2)成型器与纵封加热器的调整 (如图):
成型器固定后,松开手柄,摇动调整螺杆,使纵封上下端与成型器下料筒相距2mm 为准,锁紧手柄即可。
六、常见故障原因及排除
(3)、包装袋纵封不齐边时的调整 (如图):
当a 、b 两边不齐边时,在开机状态下松开蝴蝶螺钉,转动调整旋扭(第一滚筒可左右移动)运行4、5包后,观察a 、b 两边若平齐且稳定后,锁紧蝴蝶螺钉即可。
七、操作方法与设备维护
1、操作方法
1)打开机器总电源,将纵、横封琨、日期打印机预热至设定温度,横封轴等各滑动部位加适量润滑油。
2)注意经常检查清洁纵、横封琨齿形封合部位。
3)检查日期色带、包装膜的安装是否正确,电眼位置是否正确。
4)打开日期打印机开关,将包装膜送至预定位置,启动电机,制出4~5个空袋后停机检查这些空袋是否合格,若合格则可打开下料开关正常工作。
5)关机时要先关下料开关,再关电机电源,以免夹、损坏刀具。
2、设备维护
1)开机前、后必须将机器的内外清洁干净,有食品经过的零件必须严格消毒。
2)每天上、下班前请检查气源三联体储油罐的油面是否保持在1/3 以上,如少于1/3 ,则应注入20#纯净机油至罐体的1/2 左右.
3)每天开机前应在横封支架上的油杯内一次注满20#机油。
4)下班时应将未用完的包装膜取出,以免压弯支撑管。
5)开场机过程中若发现纵封或者横封夹有物料,必须立即停机并用铜丝刷清洁纵封或者横封齿面。
八、电气原理图一
汉顿包装机械
九、电气原理图二。