常用公差表
公差表格(很实用)
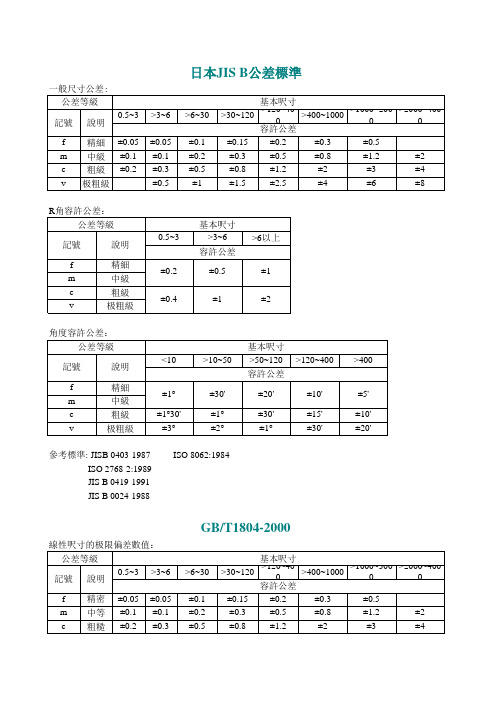
绝缘板:T= 0.8 ± 0.10; T = 1.6 ± 0.15; T = 3.2 ± 0.2
外型尺寸公差:(100-500) + 5 ; (501-1000) + 8 ; (1001-2000) + 10 ; (2001-4000) + 15 .
金属板材 厚度公差:1.0 以下 ±0.08; 1.0-1.5 ±0.1; 1.5~3.0 ± 0.15; 3.0 以上 ± 0.15。
±20'
±20' ±1°
>120~400 ±10' ±15' ±30'
>400 ±5' ±10' ±20'
板材厚度公差:
其
它
类型
0.1~1.0 1.1~2.0
金属板材
±0.05
±0.1
PC、PVC板材
绝缘板
PC、PVC板:T=(0.1-1.0) ± 0.05; T = (1.1-2.0) ± 0.1
>1000~300 0
>2000~400 0
容許公差
±0.15 ±0.2
±0.3
±0.5
----±0.3 Βιβλιοθήκη 0.5±0.8±1.2
±2
±0.8 ±1.2
±2
±3
±4
v 最粗 --- ±0.5
±1
±1.5 ±2.5
±4
±6
±8
倒圓半徑和倒角高度尺寸的极限偏差數值:
基本尺寸分段
公差等級
0.5~3
>3~6
>6~30
>30
精密f
中等m
±0.2
±0.5
常用公差表

常用及优先配合国家标准根据我国生产的实际情况并参照国际公差标准的规定,在尺寸≤500mm内,规定了59种基孔制常用配合,其中13种为优先配合,见表3 规定了47种基轴制常用配合,其中13种为优先配合,见表3、表4公差与配合的选用(1)优先选用基孔制在工业生产中,孔的加工难度比有相同精度要求的轴要大得多,而且孔的加工和检验常采用钻头,铰刀,拉刀和量规等定值刀具和量具,如果孔的公差带固定,则可相应减少刀具和量具的数量,因此一般情况下,总是优先选用基孔制,以便减少刀具及量具的规格,数量,从而降低生产成本。
但在某些情况下,必须采用基轴制,例如当与孔有配合的轴类零件为标准件时,如滚动轴承的外圈与轴承孔的配合就应采用基轴制。
另外,当同一尺寸的轴段要与多个有不同配合要求的孔相结合而形成不同的配合性质时,则宜采用基轴制,图11 所示的活塞销,它与活塞孔的配合为过渡配合,而与连杆衬套的配合为间隙配合,如要采用基孔制,则要把活塞销加工成两头大中间小的阶梯轴,显然不利于加工及装配。
(2)常用及优先选用的公差带与配合l)常用及优先公差带国家标准规定了20个不同的公差等级以及孔与轴各及种基本偏差;且任一基本偏差和任一标准公差均可以组合,得到大量不同大小和位置的公差带,从而得到大量不同的间隙、过盈或过渡配合、在实际工作中,使用过多的公差带,不利于生产。
为了减少定值刀具、量具的规格、数量以及工艺装备的品种规格,降低生产成本,必须对公差带的数量作必要的限制,所以国家标准规定了一般公差带、常用公差带和优先公差带。
尺寸≤500mm的轴,国家标准规定了119种一般公差带,其中59种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表1.尺寸≤500mm的孔,国家标准规定了105种一般公差带,其中44种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表2公差等级的选用在生产实际中,应根据零件在机器中的作用及性能要求,选用适当的公差等级。
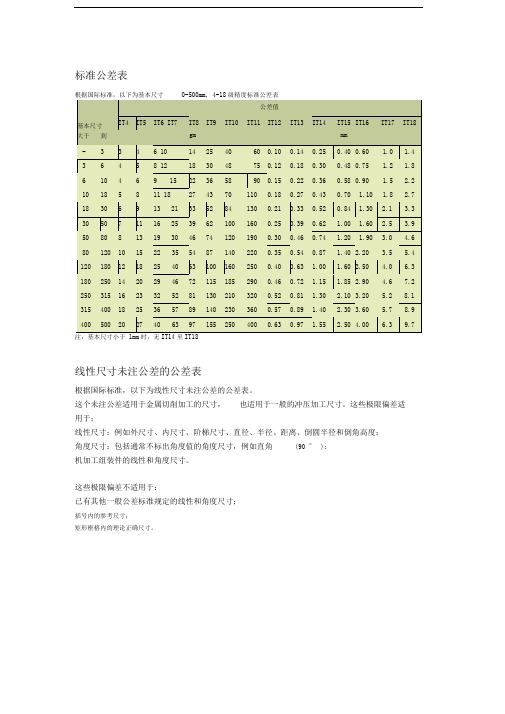
国家标准公差表-精选

标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18 级精度标准公差表。
一般选用IT12 线性注:基本尺寸小于1mm时,无IT14 至IT18 。
线性尺寸公差值未注公差的公差表基本尺寸IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18根据国际标准,以下为线性大于到μm mm尺寸未注公差的公差表。
- 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.43 645 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 这个未注公差适用于金属切削加工的尺寸,也适用于6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2一般的冲压加工尺寸。
这些10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7极限偏差适用于:18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3线性尺寸:例如外尺寸、内30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9尺寸、阶梯尺寸、直径、半50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6径、距离、倒圆半径和倒角高度;80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4角度尺寸:包括通常不标出120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3角度值的角度尺寸,例如直180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2角(90 °);250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 机加工组装件的线性和角度尺寸。
常用公差表
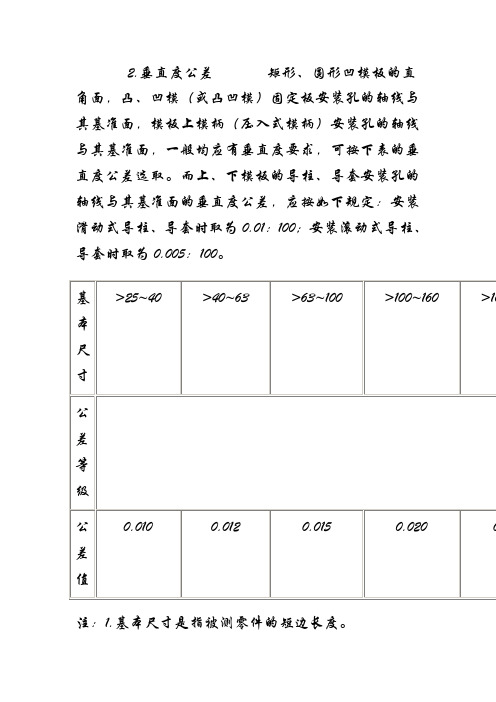
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
2.模座平面不与冲压制件及模具零件接触的表面 6.3,12.5粗糙的不重要表面12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
国家标准公差表

标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
一般选用IT12线性
注:基本尺寸小于1mm时,
未注公差的公差表
根据国际标准,以下为线性
尺寸未注公差的公差表。
这个未注公差适用于金属
切削加工的尺寸,也适用于
一般的冲压加工尺寸。
这些
极限偏差适用于:
线性尺寸:例如外尺寸、内
尺寸、阶梯尺寸、直径、半
径、距离、倒圆半径和倒角
高度;
角度尺寸:包括通常不标出
角度值的角度尺寸,例如直
角(90°);
机加工组装件的线性和角
度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;括号内的参考尺寸;矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
常用公差表

常用公差表2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
基本尺寸>18~30>30~50>50~120>120~250公差等级8公差值0.0250.0300.0400.0504.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
使用范围粗糙度数值(μm)GB1031-83(新标准)抛光的转动体表面0.1,0.2抛光的成形面及平面0.2,0.41.压弯、拉深、成形的凸模和凹模工作表面0.4,0.82.圆柱表面和平面的刃口3.滑动和精确导向的表面1.成形的凸模和凹模刃口;凸模凹模镶块的结合面0.8,1.62.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和紧固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.6,3.21.内孔表面——在非热处理零件上配合用2.模座平面1.不磨加工的支承、定位和紧固表面——用于非热处理的零件2.模座平面3.2,6.3不与冲压制件及模具零件接触的表面 6.3,12.5 粗糙的不重要表面 12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
国家标准公差表
标准公差表
注:基本尺寸小于时,无至
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;
角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90 ° );
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
标准公差表(excel格式)

F ▲8
20 6 28 10 35 13 43 16 53 20 64 25
9*
31 6 40 10 49 13 59 16 72 29 87 25
5
6 2 9 4 11 5 14 6 16 7 20 9
G 6*
8 2 12 4 14 5 17 6 20 7 25 9
▲7
12 2 16 4 20 5 24 6 28 7 34 9
公差带 9
±12 ±15 ±18 ±21 ±26 ±31
Js 10
±20 ±24 ±29 ±35 ±42 ±50
6*
0 -6 2 -6 2 -7 2 -9 2 -11 3 -13
K ▲7
0 -10 3 -9 5 -10 6 -12 6 -15 7 -18
8*
0 -14 5 -13 6 -16 8 -19 10 -23 12 -27
公差带 6
2 -4 5 -3 5 -4 6 -5 8 -5 10 -6
至
3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450
J 7
4 -6 8 -7 10 -8 12 -9 14 -11
Js 8
340 120
126 72
159 72
212 72
58 36
208 145
245 145
305 145
395 145
148 85
185 85
245 85
68 43
242 170
285 170
355 170
460 170
172 100
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求
模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
2.模座平面
不与冲压制件及模具零件接触的表面 6.3,12.5
粗糙的不重要表面12.5,25
不需机械加工的表面
模具零件的公差配合、形位公差及表面
粗糙度要求
设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、
形位公差及表面粗糙度。
否则,将不仅直接影响模具
的正常工作和冲压件的质量,而且也影响模具的使用
寿命和制造成本。
一、模具零件的公差配合要求
序号配合零件名称配合要求
模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。
过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。
模具中常用零件的公差配合见下表。
二、模具零件的形公差
形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。
根据模具零件的技术要求,应合理选用其形位公差的种类及数值。
模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:
1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。