邯钢冷轧薄板透析
冷轧家电板的开发实践
mi l l
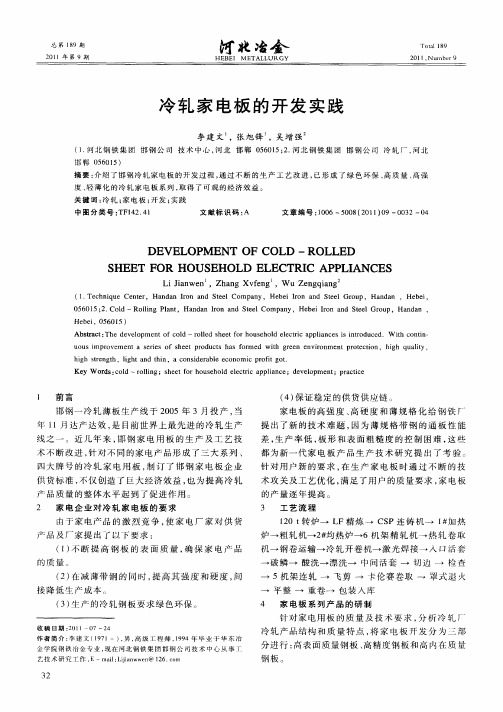
单位 轧制 力 f MNh n)
图 2 板 形 随成 品 道 次 轧 制 力 的变 化
I g 2 Va it n fp o l h p l n t ol g l a ff ihn a s i r i s o r f e s a e ao g wi r l n o d o n s i g p s ao i h i i
He e ,0 6 1 ) bi 5 0 5
A b ta t Th ev lpm e to ol — r le h e o us h d e e ti p inc si n r du e sr c : e d eo n fc d ol d s e tf rho e ol lc rc a pla e s ito c d.W i o i t c nt h n
摘 要 : 绍 了邯 钢 冷 轧 家 电板 的开 发 过 程 , 过 不 断 的 生 产 工 艺 改 进 , 形 成 了 绿 色 环 保 、 质 量 、 强 介 通 已 高 高
度 、 薄化 的 冷 轧 家 电板 系 列 , 得 了 可 观 的 经 济 效 益 。 轻 取
关 键 词 : 轧 ; 电板 ; 发 ; 践 冷 家 开 实 中图分类号 :F4.1 T 1 2 4 文献标识码 : A 文章 编 号 :0 6— 0 8 2 1 ) 9— 0 2— 4 10 5 0 (0 1 0 0 3 0
43 高内在质量钢板的开发 . 针 对 S C —J P C 1冰 箱 侧 板 性 能 屈 服 高 、 度 高 硬
5 HR 0 l 3 T左 右 ,3 S CC—J P l工 艺 冷 轧 家 电板 的 实 测 性 能
Ta 3 A c u lm e s r d p ro m a c fc d — r l d h u e o d — ee ti —a p in e s e tw i P b t a a u e e f r n e o ol ol o shl e l crc p l c h e t S CC — J p o e s a h r c s l
邯钢薄板坯连铸连轧建设及工艺流程

邯钢薄板坯连铸连轧建设及工艺流程赵海峰1,陈维平2(1 邯郸钢铁集团公司设备制造分公司,河北邯郸056015;2 《河北冶金》杂志社,河北石家庄 050031)摘要:介绍了薄板坯连铸连轧生产工艺的特点及邯钢薄板坯连铸连轧生产工艺技术状况。
该生产线建设工期短、投资省、试产和达产速度快,月产已突破10万t,连铸漏钢率低,最小轧制规格为1.2mm,已生产15个钢种,取得了理想的经济效益。
关键词:薄板坯连铸连轧;CSP技术;工艺流程中图分类号:TF777 文献标识码:B文章编号:1004-4620(2002)05-0003-03Construction and Process Flow of Thin Slab Continuous Casting and Rolling at Handan Iron and Steel Group Co.ZHAO Hai-feng1,CHEN Wei-ping2(1 The Equipment Making Company of Handan Iron and Steel Group Co.,Handan 056015;2 Publishing House of Hebei Metallurgy,Shijiazhuang 050031,China)Abstract:Introduces the features of thin slab continuous casting and rolling and the general situation of CSP line at Hangang.The CSP line has short time limit for a project,low cost and low rate of breaking out,fast velocity of trial producing and producing,the output in one month is up to 0.1 million tons,the mini rolling specification is 1.2mm,and can produce 15 kinds of steel grades.It has got ideal economic benefit. Key words:thin slab continuous casting and rolling;CSP technique;process flow1前言自1989年8月德国西马克公司设计制造的世界第一条薄板坯连铸连轧生产线在美国纽柯的格拉福特斯维尔厂投产以来,世界上已有36条生产线相继投产,总生产能力达到4825万t/a。
邯钢CSP线供冷轧用SPHC/CQ级热SLN带性能免检探究

成本低 等 特点 ,主要生 产优 质低 S H / Q级热轧钢 带 ,主要经过 P CC
碳 钢 、管线 钢 、汽车结 构 钢、优 转 炉 初 炼 和 L F精 炼
质碳素 结构 钢和 花纹板 等 系列产 及C P S 连铸和六机架
广
广— 一
品。 同时 ,为充 分 发挥该 生产 线 连续 轧制 、表 面质 量
命 中 率 20 08年 为 9 . %,20 81 6 09
-
21 0 0年 C P生 产 S H / Q 级 S P CC
年 为 9 . %,2 1 为 9 .1 热 轧 钢带不 同厚度 的屈 服强度 进 为 原 料 生 产 的 s C / Q冷 轧 钢 89 8 0 0年 91%。 P CC 同时 ,钢水 成分 的过程 控制 能力 行 过 程 特性 值 分 析 可见 ,S HC 带 ,在 经 过 了冷 轧 工 序 的酸洗 一 P /
按 取 进 力 厂 ■ _ 批 样, 行 学 — — 厂
L—T— L — —
—Hale Waihona Puke L— — 一 供 尺 寸精 度高 、表面质 量优 、性 性 能 检 验 ,合 格 后 方
能稳定 的优 质原 料 。邯 钢冷 轧工
序 主要 工 艺为 酸洗 . 连 轧、全 冷
可 行至 轧 。 放 冷 工序 在 轧 序 酸 、 冷 工 经 洗 L
S、 自由 N 和适 度 降低 Mn含量 C i Q级热轧钢带屈服强度 的高低对 判定 准则 判 断 ,显示 其抗 拉强 度 及 适 度粗 化 晶粒 等措 施 ,实 现 了 其 冷 加工 成型 性能也 产 生较 大影 和 延 伸 率 的落 点符 合 控 制 要 求 , 对 S H / Q级冷轧供料钢水 的成 响。邯钢 现行 QHG 0 1 P CC / n 15内控标 表明其过程控制稳 定。 分 控 制 ,并 制定 了专 门的工 艺 控 准规定 ,S HCC P /Q级热轧钢 带屈
邯钢低碳冷轧薄板用钢氧氮夹杂物的控制
总 第 1 5期 6
河 北 冶全
HEBEI M E TA L LU R G Y
Totl1 5 a 6
2 08. N u b r3 0 m e
20 0 8年 第 3期
邯 钢 低 碳 冷 轧 薄 板 用 钢 氧 氮 夹 杂 物 的控 制
钢 量 10t ,而 C P浇 钢 节 奏 较 快 ,拉 速 3 8m/ 0 ) S . mi n以上 ,要 求 L F的处 理 时 间要 快 。在 快 节 奏 生
S/ i%
P % /
S% / T[ /×1 ‘ N/×1 ‘ O] 0。 0。
≤O 0 . 08 ≤3 0 ≤4 0
1 。在满 足 低碳 低 硅 低 硫 低 磷 的前 提下 ,氧 氮 的 控 制 是工 艺 的关键 。
表 1 低 碳 冷 轧 钢 主 要 成 分 和 洁 净 度 的 目标 要 求
C% /
≤O 0 . 5
性 能 以外 ,对 钢 水 的洁净 度要 求较 高 。 因此 ,要 求
钢 水 中不 能有 大 颗粒 的夹 杂 物 ,硫 磷 氧氮 等 有 害元 素 必须 控 制在 较低 的范 围 内。邯 钢低碳 冷 轧 钢采 用 转 炉 一L F—C P工 艺 供 料 ,由 于转 炉 容 量 小 ( S 出
c ont ou a tng i nu s c s i . Ke o ds:l w — c r n c l —r le s e ;o yW r o abo o d o ld he t xyg n a to e ncuson;c ntol e nd nir g n i l i o r
胡志 刚 ,唐 恒 国 ,赵 彦 华
( 郸 钢铁 公 司 ,河 北 邯 邯郸 06 1) 5 0 5
罩退工艺对冷轧板力学性能的影响
罩退工艺对冷轧板力学性能的影响发表时间:2020-12-08T08:18:24.175Z 来源:《中国科技人才》2020年第23期作者:秦晓岭1 石建强2 杨哲1 [导读] 退火工艺与冷轧板的力学性能有着很密切的关系,退火加热温度越高、保温时间越长,冷轧成品的晶粒越粗大,反之则晶粒越细小,而合适的晶粒等级可有效改善冷轧板的综合成形性能。
1.河钢邯钢公司冷轧厂河北邯郸 056015;2.河钢邯钢公司技术中心河北邯郸 056015摘要:退火工艺与冷轧板的力学性能有着很密切的关系,退火加热温度越高、保温时间越长,冷轧成品的晶粒越粗大,反之则晶粒越细小,而合适的晶粒等级可有效改善冷轧板的综合成形性能。
以钢种SPCC为例,对各个影响因素进行逐个分析研究,进而优化生产工艺,提高生产效率。
关键词:退火工艺;力学性能;保温时间退火是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种工艺,退火工艺。
带钢退火工艺制度根据钢的化学成分、产品技术标准、带钢尺寸和卷重等因素决定。
退火中必须保证卷层间不粘结,表面不出现氧化,中高碳钢、合金钢不脱碳,汽车板要能获得好的深冲性能。
1、退火温度的影响从理论上说,保温温度就是再结晶温度,但再结晶温度不是一个固定的温度,而是一个范围,一般在570~720℃。
根据金属学原理,冷轧时累计变形程度越小,再结晶温度越高,反之,再结晶温度越低。
退火温度一般根据产品性能要求的不同而确定,此外,卷重越大,钢板越厚,保温温度应越高,对易产生粘结和薄规格带钢,保温温度要适当降低。
当退火温度在再结晶温度以下时,只能发生回复过程,内部残余应力降低,而强度和伸长率变化很小;当退火温度正好超过了再结晶温度范围时,则可以完成再结晶过程,内部残余应力全部释放,强度硬度急剧下降,而伸长率急剧上升;当退火温度达到再结晶范围以上一定数值时,则在再结晶以后还继续发生新等轴晶的长大过程,而且温度越高,长大的尺寸越大。
邯钢冷轧简介
邯钢冷轧厂各机组介绍邯钢CSP二线达产以后,热轧卷板的总产量将达到240万吨;国内的热轧板的产量一直处于增长趋势,为了提高产品的高附加值和增强企业的竞争能力以获得更加可观的利润,必须对热轧产品进行进一步的深加工(热轧后的冷轧)处理,以期获取更大的效益。
邯钢集团公司董事会决定建设年产130万吨的冷轧薄板项目,并向国家有关部委申请立项。
2000年10月9日,国家经贸委、国家计委下发“国经贸投资(2000)951号文”批准该项目立项,并列入2000年国家重点技术改造项目的第四批国债专项资金项目。
经过两年多的技术谈判和严格的招投标程序,2002年10月26日邯钢与德国西马克-德马格公司为总包商的财团签订了酸洗-冷轧联合机组技术、设备引进合同。
至此,邯钢130万吨冷轧薄板项目进入具体实施阶段。
邯钢冷轧薄板项目(一期)包括下列生产线:酸洗冷轧联合机组(PL-TCM)、连续热镀锌机组(CGL)、彩涂机组(CCL)、全氢罩式退火炉(BAF)、平整机组(SPM)、横剪机组(CTL)、重卷机组(RCL)共计7条主要生产线和众多的辅助机组组成。
该项目的关键技术和设备均由国外引进,设计年产量为130万吨。
其中冷轧商品板卷80万吨,冷轧冷硬卷16万吨,热镀锌商品板卷23万吨,彩涂商品卷12万吨。
产品包括一般商用级、冲压级、深冲级、高强度低合金、高强度钢,并预留硅钢。
产品厚度范围0.25-2.0毫米、宽度范围900-1665毫米,产品定位在建材、家电、轻工等。
冷轧厂的金属流程图如下:一、冷轧对热轧原料卷的要求1、原料规格带钢厚度:1.8~5.0mm(低碳软钢)CQ DQ DDQ2.5~5.0mm(HSS,HSLA)带钢宽度:930~1680mm(2.5mm的HSS, HSLA热轧卷的最大宽度为1400mm)钢卷内径:Ф760mm钢卷外径:Ф1200mm~Ф2050mm钢卷重量:最大33.6t单位卷重:最大20kg/mm平均17kg/mm2、各钢种化学成分注:(1)鉴于三炼钢工艺装备情况下对硅含量的要求;(2)三炼钢工艺设备改进后对硅含量的要求。
邯钢-邯钢企业和产品简介
4. 2、二冷轧产线——3#镀锌线
3#镀锌线
年设计能力为45万吨,产品厚度为0.4∼2.5mm、宽度为1000∼ 2030mm,锌层种类包括零锌花、合金化、光整锌花。No.3连续热镀锌机 组产品面向高级汽车外板、内板和家电板,机组采用美钢联法生产,主 要定位于GI、GA汽车板,可以生产当前国内紧缺的汽车内板和外板。
河北钢铁集团邯钢分公司
邯钢企业和产品简介
主要介绍内容
Ø 1、邯钢深加工生产线简介 Ø 2、邯钢的主要家电产品和性能 Ø 3、当前家电产品应用情况 Ø 4、邯钢家电用钢的发展和展望
1、邯钢冷轧生产线简介
邯钢一冷轧厂包括下列生产线:
1. 酸洗冷轧联合机组 2. 全氢罩式退火炉平整机组 3. 连续热镀锌机组(2条) 4. 彩涂机组 5. 电镀锌机组 6. 精整机组 7. 酸洗机组
热镀锌商品卷 厚度: 宽度:
0.4mm~2.5mm 1000mm~2030mm
4. 3、二冷轧产线简介——4#镀锌线
4#镀锌线
No4号连续热镀锌机组产品面向高级家电板和建筑行业并兼顾部分 汽车用板,年设计产能35万吨,锌花种类为零锌花、光整锌花,后处理 方式包括钝化、涂油、耐指纹,主要产品种类包括CQ、DQ、DDQ-SEDDQ、 HSS,其中高强钢的最高强度级别达590MPa。
n 年生产能力12万吨。 产品主要用于高档 家电
宽度900~1350mm 厚度0.4~1.2mm
1.4、彩涂机组
n 彩涂板是以冷轧板或 镀锌钢板为基板,经 过表面预处理(脱脂、 清洗、化学转化处 理),用辊涂法连续 涂上涂料,经过烘烤 和冷却而制成的产品。
厚度:0.25-1.5mm 宽度:900-1350mm
牌号
用途
邯郸钢铁集团有限责任公司_企业报告(业主版)
TOP5
河钢邯钢老区退城整合项目 中国第一重型机械 1780mm 热轧工程层流冷却和输 股份公司 出辊道设备采购
TOP6
河钢邯钢老区退城整合项目 齐齐哈尔市富重传 1780mm 热轧工程轧机传动轴、 动 设 备 制 造 有 限 公 工作辊轴承座及飞剪采购(二次) 司 中标公告
TOP7
TOP8 TOP9 TOP10
1.2 需求趋势
近 3 月(2023-06~2023-08):
本报告于 2023 年 08 月 17 日 生成
1/32
近 1 年(2022-09~2023-08): 近 3 年(2020-09~2023-08):
1.3 项目规模
1.3.1 规模结构 近 1 年邯郸钢铁集团有限责任公司的项目规模主要分布于大于等于 1000 万区间,占项目总数的 40.0%。 500 万以上大额项目 58 个。
本报告于 2023 年 08 月 17 日 生成
2/32
近 1 年(2022-09~2023-08):
1.4 行业分布
近 1 年邯郸钢铁集团有限责任公司的招标采购项目较为主要分布于机械设备 专业施工 电力工程施 工行业,项目数量分别达到 25 个、9 个、9 个。其中架线和管道工程建筑 专业施工 电力工程施工项 目金额较高,分别达到 74257.12 万元、62181.95 万元、17893.14 万元。 近 1 年(2022-09~2023-08):
目标单位: 邯郸钢铁集团有限责任公司
报告时间:
2023-08-17
报告解读:本报告数据来源于各政府采购、公共资源交易中心、企事业单位等网站公开的招标采购 项目信息,基于招标采购大数据挖掘分析整理。报告从目标单位的采购需求、采购效率、采购供应 商、代理机构、信用风险 5 个维度对其招标采购行为分析,为目标单位招标采购管理、采购效率 监测和风险预警提供决策参考;帮助目标单位相关方包括但不限于供应商、中介机构等快速了解目 标单位的采购需求、采购效率、采购竞争和风险水平,以辅助其做出与目标单位相关的决策。 报告声明:本数据报告基于公开数据整理,各数据指标不代表任何权威观点,报告仅供参考!
冷轧镀锌板典型表面质量缺陷成因及控制措施探讨
区域治理综合信息冷轧镀锌板典型表面质量缺陷成因及控制措施探讨闫策河钢邯钢冷轧厂,河北 邯郸 056001摘要:近年来,随着我国社会主义市场经济建设进程的不断加快,冷轧镀锌板因其具有良好的使用性能,被广泛地应用于人们日常的生产生活中,市场需求逐渐提高的同时对其锌版质量也提出了更高的要求。
但是在实际的生产过程中,由于冷轧镀锌板的表面存在一定的生产缺陷,从而导致基板防腐蚀保护层缺失,严重影响了它的使用性能。
鉴于此,本文主要分析了当下比较典型的冷轧镀锌板表面缺陷的成因,并提出了相应的预防处理措施,以期为后期冷轧镀锌板表面质量的提高奠定了良好的基础。
关键词:冷轧镀锌板;质量缺陷;成因分析;控制措施一、冷轧镀锌板表面典型缺陷形成的原因与控制措施通常情况下,冷轧镀锌板是由于锌液表面、悬浮以及底部的混合的锌渣等一些金属化合物颗粒钻在钢板表面产生了影响,改变了产品的外观与质量。
当气刀气流导致锌液形成两个涡流时,吸附在周围的尘土和空气,会产生锌液氧化的现象。
机组设定的温度越高,在锌的镀层就会越来越薄,导致锌渣一类的金属化合物变多。
形成底渣的原因,主要是由于铁在锌液中到达饱和状态,在锅底形成了铁锌合金,从而通过流动与搅拌,粘附在表面形成一些缺陷。
1 冷轧镀锌板表面漏镀缺陷通常,当工作人员在进行生产作业时,由于操作的不规范或违规操作往往会导致漏镀问题的发生,进而造成冷轧镀锌板表面缺陷,影响冷轧镀锌板的整体质量。
当在显微镜下进行观察时,漏镀部位的镀锌层分布不均匀,呈现断续无规则状的分布景象,有的钢板被包裹,而有的则处于基本裸露的状态,并有小块或点状的镀锌层散落分布,经过对其分布物质进行处能谱分析,发现其内含有一定量的碳元素,由此可知漏镀缺陷的形成原因主要是因为在镀锌过程中,轧制油等油脂类物质未全面融合,在其镀锌板表面依旧有部分物质残留,从而导致镀锌液无法最大程度地发挥其应有的作用。
除此之外,当工作人员在进行镀锌操作的过程中,薄膜和油污膜的使用在一定程度上也会对铁锌合金层的正常形成产生一定的干扰作用,降低锌液对基板浸润性降低的同时,锌层的粘附性也受到了一定的影响,进而导致锌层极易从基板处脱落,造成漏锌缺陷的产生。
冷轧钢板材质介绍讲解
冷轧钢板材质介绍讲解冷轧钢板材质介绍⼀、普通冷轧板材简介是由热轧薄板通过冷压⼒加⼯⽽得到的产品。
由于经过多道次的冷轧,其表⾯质量优于热轧薄板,经过热处理后,可得到良好的⼒学性能。
1、普通冷轧板材的⽤途分类根据⽣产企业的不同需求,通常将冷轧板分为:⼀般⽤冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,⼀般以卷材和平板交货,厚度以毫⽶表⽰,宽度⼀般为:1000mm和1250mm,长度⼀般为2000mm和2500mm。
2、普通冷轧板材的牌号常⽤牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;ST12:表⽰为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;ST13/14:表⽰为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;ST15/16:表⽰为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺⼨表⽰⽅法例如鞍钢产ST12,1*1250*2500/C,表⽰为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。
外观为⽩铁⽪精包装,机械性能为最普通的,最基础的钢号,只能⽤于折弯成型,不能⽤于冲压。
使⽤于机械咬⼝⽤,例如冰箱的外壳,车辆油箱等。
ST13以上产品,⽤在需要深冲的⾏业,如汽车制造,柴油机的油箱等,具体要⽤哪⼀种,看其拉深的要求⽽定。
ST12与SPCC的差别:其两种产品的机械性能相差⽆⼏,只是退货⽅式不同,ST12材质的产品拉伸性能相对⽐SPCC要强。
⽇本JIS标准材质含义SPCC---S表⽰为钢(Steel),P表⽰为板(Plate),C表⽰冷(Cold),C表⽰商业(Commercial),为⽇本JIS标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有专家指出,搞冷轧没有十年八年的经验是吃不透的。
然而,从刚刚接触冷轧装备到熟练驾驭装备,从投产之时市场的零星试用到合同订单接连不断,从客户对产品性能存有疑虑到批量销往国内外16家知名家电企业、挺进欧美发达国家市场,邯钢仅用了3年时间,就让这朵“轧钢之花”盛开!
“初次接触冷轧,没有任何现成的经验可借鉴。
我们惟有在建设、调试和生产的各个阶段进行摸索,靠积累提高认识,靠创新掌握核心技术,不断向高端市场挺进。
”回忆3年来的艰辛历程,邯钢冷轧厂厂长许斌深有感触。
质量是生存的资本
邯钢冷轧厂是我国近年来引进世界先进技术建成的现代化冷轧厂之一,拥有酸洗冷轧线、冷基镀锌线、彩涂线、平整线、罩式退火炉、重卷线、横切线、纵切线等8条生产线,总投资43亿元,设计能力达130万吨,可生产厚度为0.25mm~2.0mm、宽度为900mm~1 650mm的各类冷轧板及深加工产品。
在长达2年的建设中,这条生产线凝聚了邯钢人的期待。
2005年3月26日,当第一卷明亮的冷轧板穿过热注的目光,走下生产线时,设备供应商高兴地说:“从今天起,这里就诞生了一台‘印钞机’!”
然而,才刚刚投产,邯钢冷轧厂就迎来了一场严峻的考验:冷轧产品的平均售价从70 00多元/吨跌破4000元/吨……两个月后,市场又传来信息:邯钢冷轧板部分出现了锈蚀、黑斑等质量问题……全厂上下心急如焚!
此时,罩式退火炉、平整线、彩涂线等其他几条关键生产线陆续进入调试和试产期。
冷轧厂一边忙于调试,一边忙着找原因:出厂时都是经过严密质检的,怎么还会有锈蚀、黑斑呢?邯钢在调研中获得了答案:冷轧板要对生产的全流程进行精准化控制,上至炼钢工艺、热轧工序,再到冷轧生产全过程,下至运输环节,任何细微的失误都可能会对产品的质量造成重大影响!锈蚀、黄斑现象就是季节温度的变化造成的,夏天天热、雨多易生锈,而冬天天冷易形成黄斑。
邯钢在产品包装和运输环节上的认识不足是造成质量问题的关键因素。
原因找到了,如何“对症下药”?
在产品质量这一重大问题上,邯钢认定:只有敢于揭露问题,让职工清楚自己的缺陷与不足,才能从根本上解决问题。
2005年年底,他们在全厂开展了一次大规模的产品质量曝光活动,从深刻的自我反省中,大家深刻领会到了市场竞争的残酷:“质量是生存的资本!只要产品质量不符合标准,市场决不同情你!”
打出“组合拳”打赢质量攻坚战
2006年,一场质量攻坚战在邯钢冷轧厂打响!
在厂外,他们成立了质量跟踪服务小组,指派技术人员深入市场进行质量跟踪;在厂内,他们成立6个攻关小组,围绕一级品率和实物质量全面展开攻关。
同时,冷轧厂推行以6S管理为基础的精细化管理,每周对设备、产品包装、现场环境等进行严格检查考核,并在此基础之上,结合每个岗位的特点,制定了规范的岗位操作质量职责,并在全厂开展了学习岗位操作质量职责活动。
产品表面划痕是投产后遇到的质量缺陷之一。
按照岗位操作质量职责要求,轧辊在没有安装到位前必须用塑料布覆盖,以防沾尘。
长期以来,一些职工在调整机架位置时,塑料布没有及时盖上,使轧辊较长时间暴露在空气中沾上了灰尘,导致产品表面出现划痕。
对此,技术人员把因灰尘造成表面划痕的产品拍摄成照片,放大后进行展出。
一些职工心悦诚服地表示:“原来还真低估了这小小的灰尘!”
2007年,邯钢集团公司提出实现品质增效,冷轧厂则大力推行“零缺陷”的管理理念。
他们修订和完善产品质量考核制度,对生产过程中出现的每一起质量问题,都要进行汇总和归户,判定责任。
同时,他们建立以课题制为核心的奖惩机制,集中组织技术主管对现场质量问题进行攻关,不仅有效地控制了影响产品质量的振痕、带钢表面斜纹、条状突起、重卷开卷啃伤等多个问题,而且攻克了长期困扰热基镀锌产品的脱锌问题。
全年质量异议大幅度降低,质量损失比2006年降低1100万元。
冷轧生产线对精准化操作要求非常高。
为提高职工驾驭现代化、大型化装备的能力,冷轧厂大力推行100%全员培训,同时要求干部、技术主管、高级技师承担培训任务,并与年终绩效评价挂钩。
此外,他们在培训中实施考试末位淘汰机制,形成“学习、竞争,再学习、再竞争”的格局。
大规模的培训产生了实效:技术人员张文豪经过认真研究,提出采用增设旁通搅拌回路装置,解决酸轧线经常出现的乳化液系统油水分离和酸败的问题;机械工程师顾炳飞创造的“飞剪检修平台”,攻克了外方在飞剪检修技术上的瓶颈,首次使用就使飞剪检修时间由18小时缩短为10小时。
截至2007年年底,全厂累计完成10项重大自主创新项目,实施各类技术改造100余项,获得国家专利和软件著作权10余项。
通过生产高档次产品暴露问题
2006年8月,某客户打电话询问:“你们能生产冰箱板吗?”邯钢对此给予了高度重视。
邯钢冷轧厂指派高级工程师前往厂家,开展合作,对抗拉强度、屈服强度等技术参数进行了确认。
经过反复实验,2006年10月12日,邯钢首批冰箱板开发成功,并在该企业一次试用成功。
此后,冷轧厂把目光投向了电镀锌耐指纹基板。
这是冷轧产品中的一种高附加值产品,被广泛应用于高档家电机芯和表面板。
这种产品的表面镀锌层极薄,仅有1?滋m~2?滋m,对质量要求极为苛刻。
2006年下半年,邯钢冷轧厂成功开发并先后两次为客户生产电镀锌耐指纹基板3030吨,合格率超过97.1%。
2006年3月16日,厚0.5mm~1.5mm、宽1250mm、总重量达1200吨的103卷冷轧镀锌板运往意大利,标志着邯钢冷轧板挺进了欧盟市场。
到2006年年底,邯钢冷轧板已经销售到了国内外16家知名家电企业和汽车制造企业,直供量突破14万吨!此后,邯钢冷轧板通过了瑞士通用公证行(SGS)测试,报告显示:邯钢冷轧产品中,6种有毒有害物质含量几乎趋近于零,完全符合欧盟《关于限制在电子、电气设备中使用某些有害成分的指令》(RoHS)规定的标准。
“我们要不断向高端产品市场迈进,通过生产高档次冷轧产品,把工艺、操作、设备上存在的问题进一步暴露出来,这对驾驭整个流程的能力是一个全面提升!如果一味生产中低
端产品,我们这套装备的优势就不能完全释放出来。
这就好比一辆轿车,不敢在高速档上进行磨合和磨练,车的性能就得不到很好的舒展。
”许斌形象地说。
2007年全年,邯钢冷轧厂各条生产线的产品成材率、合格率、一级品率等经济技术指标均创历史最好水平,并步入国内先进之列。
与此同时,他们还成功开发生产出20种高附加值产品,高附加值产量达62.8万吨,研发新产品23.9万吨,生产高档家电板20万吨,实现出口13万吨,为邯钢在高端钢铁产品市场上赢得了口碑。
出师表
两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。