数控车外圆切削循环指令(G90)
循环指令
⑸ Δu:X轴方向精加工余量的距离和方向(直径/半径
指定)。
上一页 下一页 返回
6.2 复合固定循环指令
⑹ Δw:Z轴方向精加工余量的距离和方向;
⑺ f、s、t:粗车循环中相关的进给速度,主轴转速及
刀具、刀补选择。
2)例题
如图6-14所示的零件,用外径粗车循环G71指令编制粗加
工程序。粗加工切削深度为5mm,退刀量为1mm,进给量
态有效;Δk:Z方向退刀量的距离和方向; d:分割数。此
值与粗切重复次数相同。Δi,Δk ,d可用系统中参数设定,
也可用程序指令数值,根据程序指令,参数值也改变。ns,
nf,∆u,∆w,f,s,t参数意义和G71相同。
上一页 下一页 返回
6.2 复合固定循环指令
2)例题。如图6-20所示的工件,用G73指令编制粗加工
上一页 下一页 返回
图6-12 单一循环编程举例
返回
6.1 单一固定循环指令
2)数值计算
⑴ 设定工件坐标原点,以工件右端面与轴线的交点为工
件原点建立工件坐标系。
⑵ 计算各基点坐标值,略。
⑶ 当计算精加工圆锥面时,圆锥面的起点的直径d,根
据公式 C D d L
,即 C 1 28 d
5 62
(t);
⑴ Δd:切深量。是模态值,在下个指定前均有效。无
正负号,半径指定,切入方向决定于AAˊ方向。可用系统中
参数设定,也可用程序指令数值。程序指令数值优先。
⑵ e:退刀量。是模态值,在下次指定前均有效。可用
系统中参数设定,也可用程序指令数值。
⑶ ns:精加工形状程序段组的第一个程序段顺序号。
⑷ nf:精加工形状程序段组的最后一个程序段顺序号。
数控车床循环指令详解
(4)Q nf是指定精加工路线的最后一个程序段的段号; (5)U u是X方向上的精加工余量,直径值; (6)W w是Z方向上的精加工余量。 (7)粗车过程中从程序段号Pns~Qnf之间的任何F 只有G71指令中指定的F、S、T功能有效。
图16.6
G71有两种情况,也就是一型和二型。
一型:也就是沿X轴同一方向递增或递减。一型
工序3 精车加工 精车
G00 X150; Z150; N4; S300 M03 T0303; G00 X48 Z-64; G01 X2 F0.05; G00 X150; Z150; M05; M30;
工序4 切断 程序结束
地址 内容
说明
1851
X向间隙数值。数值为半径值。
1852
Z向间隙数值
3204 0/1 PAR设置0是为中括号[ ]。 设置1是为小括号( )
G32 螺纹切削
G92 螺纹车削循环 G94 端面车削 G75 车槽循环 G71 二型粗车循环指令 G73 成型车削循环
G76 复合型螺纹切削
G90 外圆车削 G74 端面车槽循环 G71 外径、内径粗车循环指令 G72 端面粗车循环指令 G70 精车循环
该指令用于车削等螺距直螺纹、锥螺纹。
格式:G32 X(U)__ Z(W)__ F__
格式:G92 X(U) Z(W) R F
XZ螺纹终点坐标,R表示螺纹起始点与终点在X 向的坐标增量值(半径值),圆柱螺纹切削R为0可 省略。一般外锥螺纹R为负值,内锥螺纹R为正值。
T0202 (螺纹刀) M3 S400 G0 X22 Z5 G92 X20 Z-15 R-0.625 I14 F2 X19.6 I14 X19.2 I14 X18.9 14 X18.75 14 X18.631 I14 X18.631 I14 (精车) G0 X100 Z100 M5 M30
G90-简单固定循环指令
1、快速定位:G00指令
格式:G00 X(U) Z(W) 2、直线插补:G01指令
格式:G01 X(U) Z(W) F
O0001; T0101; M03 S400; G00 X32 Z2;
G00 X 26 ; G0ቤተ መጻሕፍቲ ባይዱ Z-30 F0.1; X32; G00 Z2;
G00 X100; Z100; M05; M30;
动手练一练
提示:多次采用G90外圆循环切除余量
引入
利用G00与G01加工一个轮廓需要四个动作:
①快速进刀(G00指令) ②切削进给(G01指令) ③退刀(G01指令) ④快速返回(G00指令)
那么我们能否将这四个指令并成一个指令从而简化我 们的程序呢?
②
③
①
④
新课:
外圆切削循环指令(G90)
1.格式
G90 X(U)_ Z(W)_ F_
2.走刀路线
圆柱面的终点坐标值
X Z
W 4(R)
3(F)
1(R)
A
2(F)
2
XU
2
O
Z
1. R表示快速移动,F表示进给运动,加工顺序按1、2、3、4进行。 2. U、W表示增量值。
A
2工进
O0002;
3工进
4快退
T0101;
M03 S400;
G00 X32 Z2;
G90 X26 Z-30 F0.1;
G00 X100;
Z100;
M05;
M30;
1快进
O0003; T0101; M03 S400; G00 X32 Z2; G90 X27 Z-35 F0.1;
G90 X25 Z-15 F0.1;
数控车循环加工指令G70G71G71G72G90G92G94指令学习

循环加工指令学习外圆、内孔车削循环(G90)直线切削(圆柱面)固定循环:G90 X(U)Z(W)F_;锥形切削固定循环:G90 X(U)Z(W)R F_;X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。
要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工G90 X(U)~Z(W)~R~F~式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形,“切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;X R ;X R;…….外圆柱面加工时:(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。
外圆、内孔车削循环圆锥面车削循环用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ;A→B→C→D→AX30.0 ;A→E→F→D→AX20.0 ;A→G→H→D→AG90 X40.0 Z20.0 R-5.0 F50.0 ;A→B→C→D→AX30.0 R-5.0 ;A→E→F→D→AX20.0 R-5.0 ;A→G→H→D→A示例:G50 X150.0 Z200.0 M08;G00 X94.0 Z10.0 T0101 M03 Z2.0;循环起点G90 X80.0 Z-49.8 F0.25;循环①X70.0;循环②X60.4;循环③G00 X150.0 Z200.0 T0000;取消G90M01;端面车削固定循环(G94)直端面车削固定循环G94 X(U)Z(W) F _;锥端面切削固定循环G94 X(U)Z(W)K(或R)F_ ;示例:G00 X84.0 Z2.0;循环起点G94 X30.4 Z-5.0 F0.2;循环①Z-10.0;循环②Z-14.8;循环③G00 X150.0 Z200.0;取消G94GSK980TD的多重循环指令包括:轴向粗车循环G71、径向粗车循环G72、封闭切削循环G73、精加工循G70、轴向切槽多重循环G74、径向切槽多重循环G75及多重螺纹切削循环G76。
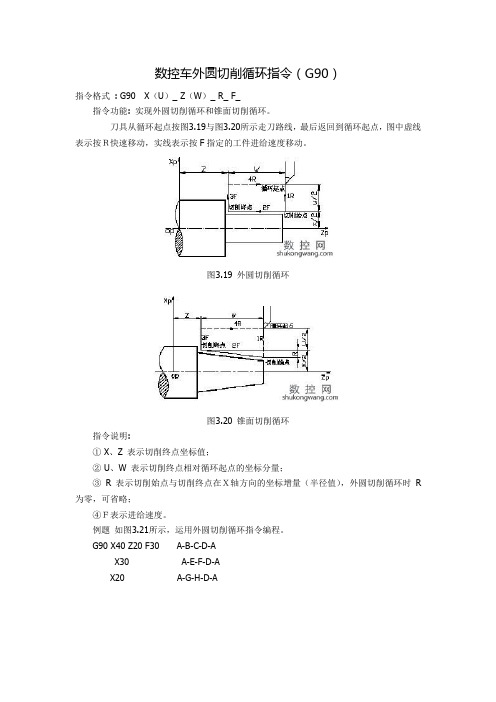
数控车外圆切削循环指令(G90)
数控车外圆切削循环指令(G90)
指令格式: G90X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R 为零,可省略;
④F表示进给速度。
例题如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.21 外圆切削循环例题例题如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.22 锥面切削循环例题。
G90指令各数控系统G90指令功能介绍及编程实例
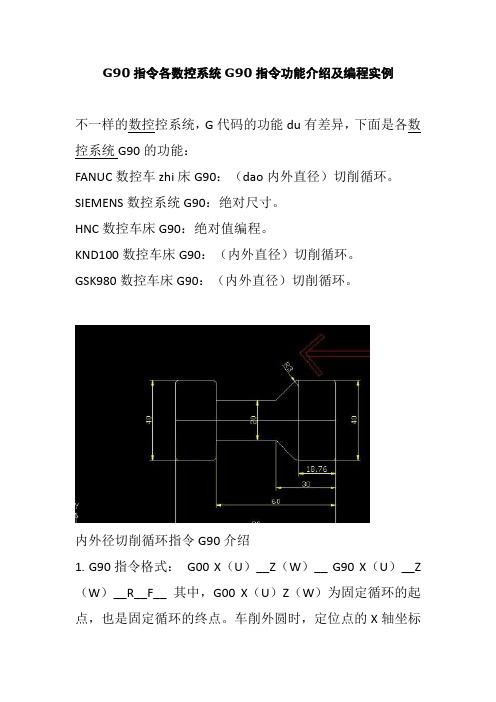
G90指令各数控系统G90指令功能介绍及编程实例G代码的功能du有差异,的功能:FANUC数控车zhi床G90:(dao内外直径)切削循环。
SIEMENS数控系统G90:绝对尺寸。
HNC数控车床G90:绝对值编程。
KND100数控车床G90:(内外直径)切削循环。
GSK980数控车床G90:(内外直径)切削循环。
内外径切削循环指令G90介绍1.G90指令格式:G00 X(U)__Z(W)__ G90 X(U)__Z (W)__R__F__ 其中,G00 X(U)Z(W)为固定循环的起点,也是固定循环的终点。
车削外圆时,定位点的X轴坐标要比毛坯外圆直径略大;车削内孔时,定位点的X轴坐标要比毛坯内孔直径略小。
2. G90指令格式含义:X(U)__Z(W)__为切削终点绝对坐标值/相对坐标值,单位mm。
R__为圆锥切削起点与切削终点的半径差,即:R=(X圆锥切削起点-X圆锥切削终点)/2。
R值有正负之分,R=0时为圆柱面切削,此时格式中可缺省R。
F__为循环进给速度,可用G98每分进给或G99每转进给指定。
2.G90典例讲解图:外圆车削固定循环指令G90及举例1)外圆切削循环指令格式:G90 X(U)____Z(W)____F____:如图所示,该循环主要用于轴类零件的外圆、锥面的加工。
X(U)、Z(W)为车削循环中车削进给路径的终点坐标,在使用增量值指令时,U、W数值符号由刀具路径方向来决定。
在循环加工过程中,除切削加工时,刀具按F指令速度运动外,刀具在切入、退出工件和返回起始点都是快速进给速度(G00指令的速度)进行的。
2)锥面切削循环指令格式:G90 X(U)____Z(W)____R____F____;如图3-15b所示,R为锥度部分大端与小端之半径差。
以增量值表示,其正负符号取决于锥端面位置,当刀具起于锥端大头时,R为正值:起于锥端小头时,R为负值。
即起始点坐标大于终点坐标时R为正,反之为负。
数控车循环指令

数控车循环指令小结1、内外圆切削循环G90X Z (终点坐标)R(起点处X坐标减去终点处X坐标值的二分之一)F2、端面切削循环G94X Z R(起点处Z坐标减去终点处Z坐标值)F3、内外圆粗精车复合固定循环G71U(背吃刀量半径)R(退刀量)G71P Q U(X方向精车直径余量外圆为+内孔为-)W(Z向余量)F S TG70P Q注意:G71开始程序段须沿X向进刀,不能出现Z轴运动指令!4、端面粗车循环G72W(背吃刀量)R(退刀量)G72P Q U(X方向精车直径余量外圆为+内孔为-)W F S T注意:G71开始程序段须沿Z向进刀,不能出现X轴运动指令!5、轮廓复合循环G73U(X向退刀量大小方向半径)W(Z向退刀量大小方向)R(分层次数)G73P Q U(X方向精车直径余量外圆为+内孔为-)W F S T6、径向切槽循环指令G75R(退刀量)G75X Z(切槽终点坐标)P(X向每次切深量半径)Q(一次径向切削后Z方向偏移量)R(刀具在切削底部的Z向退刀量)F注意:P Q不能输入小数点1000=1mm7、端面切槽循环指令G74RG74X Z P(完成有一次轴向切削后X方向偏移量)Q(Z向每次切深量)R F8、螺纹切削复合固定循环指令G76P m(精加工重复次数01-99)r(倒角量00-99=0.1s-9.9s)a(刀尖角度)Q(最小切深不带小数点的半径量)R(精加工余量带小数点的半径量)G76X Z(终点坐标)R(螺纹半径差圆柱为0)P(牙型编程高度不带小数点的半径量)Q(第一刀切削深度不带小数点的半径量)F(导程)注意:m r a由地址符P及后面各两位数字组成,每个数字中前置0不能省略!。
第三节 数控车常用的各种循环指令及实例

第三节各种常用循环程序一、单—形状固定循环G90该循环主要用于圆柱面和圆锥面的循环切削。
(1)外圆切削循环指令格式:G90X(U) ___Z(W) ___F___刀具从循环起点开始按矩形循环,最后又回到循环起点。
细实线表示按R 快速运动,粗实线表示按F指定的工作进给速度运动。
X、z为圆柱面切削终点坐标值,U、w为圆柱面切削终点相对循环起点的增量值。
其加工顺序按B、A、D、E进行。
例:如图3.1所示(2)锥面切削循环指令格式:G90X(U) ___Z(W) ___I___F___I为锥体大小端的半径差。
采用编程时,应注意I的符号,确定的方法是:锥面起点坐标大于终点坐标时为正,反之为负。
例:如图3.2所示二、外径粗车循环G71它适用于圆柱毛坯料粗车外径和圆筒毛坯料粗车内径。
△w是轴向精车留量;△u/2是径向精车留量。
△d是切削深度,e是回刀时的径向退刀量(由参数设定)。
(R)表示快速进给,(F)表示切削进给。
外径粗车循环的编程指令格式为(以直径编程):G71U(△d)R(△f) ;G71 P(ns)Q(nf)U(△u)W(△w)F— S---;程序段中各地址的定义为ns--循环程序中第—个程序段的顺序号,nf--循环程序中最后—个程序段的顺序号,△u--径向(X轴方向)的精车余量(直径值);△w--轴向(z轴方向)的精车余量;△d--每次吃刀深度(沿垂直轴线方向即AA’方向);△f--退刀距离上述程序指令的是工件内径轮廓时,G71就自动成为内径粗车循环,此时径向精车留量Au应指定为负值。
G71只能完成外径或内径粗车。
例:如图3.3所示三、端面粗车循环G72它适用于圆柱棒料毛坯端面方向粗车,从外径方向往轴心方向车削端面循环。
端面粗车循环指令格式为:G72 W(△d)R(△f);G72 P(ns)Q(nf)U(△u)W(△w)F—S-;G72程序段中的地址含义与G71的相同,但它只完成端面方向粗车。
程序段中各地址的定义为ns--循环程序中第—个程序段的顺序号,nf--循环程序中最后—个程序段的顺序号,△u--径向(X轴方向)的精车余量(直径值);△w--轴向(z轴方向)的精车余量;△d--每次吃刀深度(沿Z轴线方向);△f--退刀距离例:如图3.4所示四、固定形状粗车循环G73指令格式: G73 UΔi WΔk RdG73 Pns Qnf UΔu WΔw Ff Ss Tt指令功能:适合加工铸造、锻造成形的一类工件.指令说明:Δi 表示X轴向总退刀量(半径值);ΔK 表示Z轴向总退刀量;d 表示循环次数;ns 表示精加工路线第一个程序段的顺序号;nf 表示精加工路线最后一个程序段的顺序号;Δu 表示X方向的精加工余量(直径值);Δw 表示Z方向的精加工余量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车外圆切削循环指令(G90)
指令格式: G90X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R 为零,可省略;
④F表示进给速度。
例题如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.21 外圆切削循环例题例题如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.22 锥面切削循环例题。