SSPC表面处理标准
SSPC表面处理标准
表面处理说明书第二章目录第二章表面预处理说明书SSPC-SP COM 表面预处理摘要SSPC-GUIDE TO VIS 1-89 喷砂处理的钢材表面的目测标准SSPC-GUIDE TO VIS 2 已涂装表面锈蚀程度的标准评价方法SSPC-GUIDE TO VIS 3 动力和手动工具清理钢材表面的目测标准SSPC-SP 1 溶剂清理SSPC-SP 2 手动工具清理SSPC-SP 3 动力工具清理SSPC-SP 5/NACE 1 喷砂清理到金属表面呈彻底的金属光泽SSPC-SP 6/NACE 3 经济型喷砂清理SSPC-SP 7/NACE 4 扫砂清理SSPC-SP 8 酸洗法清理SSPC-SP 10/NACE 2 喷砂清理到表面呈金属光泽SSPC-SP 11 动力工具除锈至金属表面呈金属光泽SSPC-AB 1 天然矿石与工业废渣磨料SSPC-TR 1/NACE CG 1994 相关热力学方法钢材表面清理的科技报道表面处理概述1.简介本概述是为了帮助选择合适的表面预处理方法及评价表面预处理工作结束后其工作的质量。
本概述是为了使读者更好的理解SSPC说明书及其方法,本身不是其说明书的一部分。
另外,除了已经印刷发行的部分外,SSPC表面预处理说明书仅供参考。
表1中列出了经由使用者、服务商、及其他公众利益团体一致认可的SSPC的一些说明书。
2.表面预处理的重要性表面预处理的质量与配套的油漆系统在同等程度上影响着涂层的寿命。
因此,我们应对表面预处理给予全面的考虑。
表面处理的主要功能有:①清除材料表面可能导致涂层寿命缩短的物质;②提供一个容易湿润的表面以保证涂层具有足够的附着力。
虽然所有的涂层最终都会失效,但是涂层失效的主要原因往往是表面预处理不够或涂层附着力不够。
一般说来,表面预处理过程中需要清理的是湿气、油脂、氯化物、硫酸盐、锈、金属腐蚀产物及灰尘等。
氧化皮对涂层性能的影响是不稳定的;对于比较缓和的室外环境来说,附着紧密且完整的氧化皮是可以保留的。
SSPC-SP8-2000中文版酸洗表面处理

SSPC标准表面处理规范NO.8酸洗1.范围1.1 此规范适用于钢结构酸洗的要求.2.定义2.1 酸洗: 是指通过化学反应,电解或这两种方法一起对钢结构表面进行处理的一种方法. 肉眼检查表面不得有看得见的氧化皮和锈蚀.3.完工表面的外观3.1 表面应酸洗浸蚀到适合规定油漆系统的程度.3.2 颜色的均匀性可能会由于所清洗材料的材料等级,表面状况以及材料外形而受到影响, 也会由于钢厂或制作印记产生退色以及酸洗浸蚀方式产生的阴影而受到影响.3.3 合同双方所协定的表面处理目检标准可以用于进一步定义表面.4.引用的标准4.1 此规范所引用的标准列在4.4章节中并视为是此规范的构成部分.4.2 如未另行规定,邀标时生效的最新版,改版或修正的引用标准以及规范应适用.4.3 如发生引用标准之间的规定有任何冲突, 以此规范规定为准.SSPC规范:SP1 溶剂清理SP2 手动工具清理SP3 电动工具清理SP6 商业喷砂清理SP7 刷除喷砂清理SP11 裸金属电动工具清理5.酸洗方法与操作5.1 酸洗前,按照以下步骤操作:5.1.1 除锈蚀,氧化皮或氧化物以外, 用SSPC SP1方法清除沉积严重的油脂,灰土,和其他杂物. 少量此类杂质可以在酸洗缸中清除,但不得有破坏性残留物留在酸洗表面.5.1.2 用SSPC SP2, 3, 6, 7或SP11中所规定的任何一种方法清除沉积严重的锈蚀,氧化皮和油漆. 不会拖延酸洗时间就能够清除掉的锈蚀沉积物可以在酸洗缸中清除.5.2 采用以下酸洗方法之一清除所有氧化皮和锈蚀:5.2.1 在热的或冷的硫酸,盐酸或磷酸溶液中酸洗,在酸洗溶液中加入防锈剂,以尽可能减小酸洗液与母材的附着力, 酸洗后用高于60摄氏度的热水冲洗.5.2.2 在加入防锈剂并含有5%~10%硫酸(重量比)的溶液中酸洗,温度保持在60摄氏度, 直到清除掉所有锈蚀和氧化皮; 然后用清水彻底冲洗,再浸入温度约82摄氏度的含有1%~2%(重量比)的磷酸溶液中浸泡1到5分钟, 该种磷酸必须含有0.3%~0.5%的磷酸铁.5.2.3 在加入足够防锈剂温度保持在77~82摄氏度的5%(体积比)硫酸溶液中酸洗,直到清除掉所有锈蚀和氧化皮; 然后用温度在77~82度之间的热水冲洗2分钟, 之后将酸洗并冲洗后的钢件浸入温度保持在高于88摄氏度的含有约0.75%重铬酸钠和约0.75%正磷酸的防锈热溶液中浸泡至少2分钟.5.2.4 在某一酸池或碱池中用交流或直流电进行电解酸洗. 如果(当使用直流电)工件用作阴极,应通过适当的处理防止或尽可能避免氢脆断. 如在碱性池中进行, 电解酸洗后必须用热水彻底冲洗; 之后浸入稀释的铬酸或正铬酸溶液中直到碱性残留物不存在在工件表面上.5.2.5 氢化物除锈,酸盐池中酸洗,融盐池中酸洗,或上面章节中所述任何方式的酸洗仅在规定时允许, 因为这些酸洗方式的具体要求不在此规范中.5.3溶解铁在硫酸池中的含量不得超过6%, 在盐酸池中不得超过10%.5.4 只能使用清水或冷凝蒸汽用于溶解和冲洗. 冲洗罐应连续供应新水. 为避免带酸或盐物质, 酸或溶解盐的总含量不得超过每升2克(重量的0.2%).5.5 为尽可能减少酸或盐物质的携带, 钢件从酸池中吊起后在酸池上方悬吊一会,以便主要的酸物质部分从钢件上排放掉.5.6 清除掉有害附着物(黑渣),未反应的酸或碱物质,金属沉积物或其他污染物质.5.7 酸洗后的钢件未完全干燥之前不得相互对方.5.8 在生锈可以看见之前施涂油漆.6.检验6.1 按此规范所供所有工作和材料应由买方或其授权代表进行及时检验. 不符合此规范要求的缺陷工作或材料应由承包方改正或替换. 如存有争议, 应遵守工艺(程序)文件所建立的仲裁或解决程序. 如未建立仲裁或解决程序, 应使用美国仲裁协会(AAA)规定的程序.6.2 有关工作或采购方面的采购文件应明确测试的责任以及出具任何证明书的责任,证明完全符合此规范要求.7.安全7.1 除任何适用的联邦,州和地方法规以及要求以外, 此规范及其构成部分中所规定的所有安全要求也适用.8.注释∗8.1 在已经尽可能精确,完整和有效的按照保证SSPC规范中所规定的所有信息采取了预防措施, SSPC仍不能承担因使用此文或此规范本身规定任何材料,油漆或方法的责任或引发的任何义务.8.2 此规范备有一评注章节并含有有关此规范的附加信息和数据. “表面处理评注”, SSPC-SP COM 不是此规范的组成部分. 下表列出酸洗和评注章节所讨论酸洗有关的主题.主题SSPC-SP COM膜厚--------------------------------------------------------------10防锈剂-----------------------------------------------------------8.3返修--------------------------------------------------------------4.5焊屑--------------------------------------------------------------4.4.1目检标准--------------------------------------------------------11∗注释不属于此规范要求.。
SSPC表面处理标准

表面处理说明书第二章目录第二章表面预处理说明书SSPC-SP COM 表面预处理摘要SSPC-GUIDE TO VIS 1-89 喷砂处理的钢材表面的目测标准SSPC-GUIDE TO VIS 2 已涂装表面锈蚀程度的标准评价方法SSPC-GUIDE TO VIS 3 动力和手动工具清理钢材表面的目测标准SSPC-SP 1 溶剂清理SSPC-SP 2 手动工具清理SSPC-SP 3 动力工具清理SSPC-SP 5/NACE 1 喷砂清理到金属表面呈彻底的金属光泽SSPC-SP 6/NACE 3 经济型喷砂清理SSPC-SP 7/NACE 4 扫砂清理SSPC-SP 8 酸洗法清理SSPC-SP 10/NACE 2 喷砂清理到表面呈金属光泽SSPC-SP 11 动力工具除锈至金属表面呈金属光泽SSPC-AB 1 天然矿石与工业废渣磨料SSPC-TR 1/NACE CG 1994 相关热力学方法钢材表面清理的科技报道表面处理概述1.简介本概述是为了帮助选择合适的表面预处理方法及评价表面预处理工作结束后其工作的质量。
本概述是为了使读者更好的理解SSPC说明书及其方法,本身不是其说明书的一部分。
另外,除了已经印刷发行的部分外,SSPC表面预处理说明书仅供参考。
表1中列出了经由使用者、服务商、及其他公众利益团体一致认可的SSPC的一些说明书。
2.表面预处理的重要性表面预处理的质量与配套的油漆系统在同等程度上影响着涂层的寿命。
因此,我们应对表面预处理给予全面的考虑。
表面处理的主要功能有:①清除材料表面可能导致涂层寿命缩短的物质;②提供一个容易湿润的表面以保证涂层具有足够的附着力。
虽然所有的涂层最终都会失效,但是涂层失效的主要原因往往是表面预处理不够或涂层附着力不够。
一般说来,表面预处理过程中需要清理的是湿气、油脂、氯化物、硫酸盐、锈、金属腐蚀产物及灰尘等。
氧化皮对涂层性能的影响是不稳定的;对于比较缓和的室外环境来说,附着紧密且完整的氧化皮是可以保留的。
SSPC-SP NO.10

表面处理标准SSPC-SP NO. 10/NACE NO.2赤白色喷砂清洁度1.概述1.1此联合标准覆盖了使用研磨剂的非油漆及油漆面的赤白色喷砂清洁度要求。
这些要求包括了材料或表面应达到的最终清洁条件,及必要的工艺以达到及验证这个最终的条件。
1.2此联合材料允许单元表面上存在在2.6SECTION中所定义的百分之五的以下的污物。
1.3强制要求在以下面的SECTION 1到9中进行了说明。
SECTION 1 概述SECTION 2 定义SECTION 3 参考SECTION 4 喷砂前的流程SECTION 5 喷砂方法及操作SECTION 6 喷砂磨料SECTION 7 喷砂清洁及直接涂层流程SECTION 8 检验SECTION 9 安全及环境要求2.定义2.1 赤白金属喷砂表面,在无放大镜辅助的情况下,表面无可视油脂,灰尘,氧化皮,锈蚀,涂层,氧化物,产品腐蚀等其它杂志,除2.2中所描述的其他污物外。
2.2 单独区域表面污物应按2.6中所要求的控制在百分之五以内,它们包括少量的shadows, 轻微的streaks,或是由锈蚀造成的较小的色差,氧化皮的残留物或是在涂层前所出现的污迹。
2.3 不影响表面清洁度的可接受的外观变化见SECTION 2.1,包括由金属类型,原始表面条件,金属厚度,焊接用金属,拼装标识,热处理,热影响区,喷砂磨料及由不是同一批喷砂所形成的差异性。
2.4 当有涂层要求时,表面粗糙度必须满足涂层体系要求。
2.5 在直接涂层前,整个表面须满足此处所要求的清洁度。
2.6 单独区域应至少有5776平方米(如:76x76平米)2.7 SSPC-VIS 1-89 图片A SP-1-,B SP-10, C SP-10 或 D SP-10 可作为此定义的辅助文件。
在存在争议的情况下,文字性标准优先与视检标准。
其它相关的视检标准信息及对比表可以附件A中的Section A.4中看到。
3.参考3.1 此文件中所涉及的标准列在Section 3.4中3.2 最新下发版本或所涉及相关标准的改版shall govern 除非另有说明3.3 如果此标准中所涉及的相关标准与本标准相冲突,以此标准为准。
SSPC表面处理标准对照表
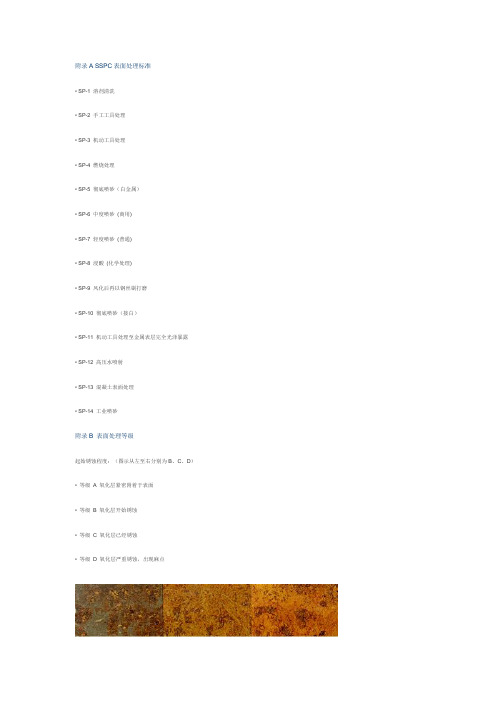
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比描述SSPC SP SIS 055900NACE ISO 8501BS 7079溶剂清洗手工工具清洁SP1SP2 St2 St2钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
金属表面处理标准说明及各种标准比较

金属表面处理标准说明及各种标准比较编写:审核:1.金属的表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准2.各种金属表面处理标准说明2.1 金属表面处理中影响最大的标准是瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定。
其它国家的标准,比如德国DIN 55928、丹麦DS 2019 等都是在此基础上建立起来的。
瑞典标准现在已经与国际标准ISO 8501-1:1988合并且由后者取代。
2.2 ISO8501则是现在普遍采用的国际标准。
美国由于科技力量的强大,SSPC/NACE是他们使用的主要标准而不使用ISO国际标准,并且随着NACE 在全球推广涂装检查培训认证,以及很多钢结构设计机构也使用这一标准,因此在中国也经常会遇到并使用SSPC/NACE标准。
2.3 中国的国家标准GB8923等效采用于ISO8501-1:1988。
3.国标GB8923-88 的除锈等级3.1 喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:3.1.1 Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
3.1.2 Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
3.1.3 Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
SSPC-SP11 中文
SSPC – SP 111987年11月1日修订于2004年11月1日SSPC SP11动力工具清理到裸露金属1.范围1.1 本标准涵盖了使用动力工具清理的要求,此要求为产生裸露金属表面并保留或形成最低25微米(1.0密耳)的表面粗糙度。
1.2 本标准适用于粗糙的,干净的,裸露的金属表面,但磨料喷砂清理不可行或不允许的场合(见注释10.1和10.2)。
1.3 本标准不同于SSPC-SP 3,动力工具清洗,SSPC-SP 3只需要去除松散的粘附材料,并不需要产生或保留一个特定表面粗糙度。
1.4 本标准不同于SSPC-SP 15,商业级动力工具打磨标准,在SP 15中允许锈迹,油漆,或轧制铁鳞留在表面,而SP 11只允许这些残留在腐蚀麻坑的底部。
2.定义2.1 钢铁表面通过动力工具清理到裸露金属,此时不使用放大观看,应无可见的油迹,油脂,污垢,灰尘,铁锈,油漆,氧化物,轧制铁鳞,腐蚀产物和其他异物。
如果原始的表面有腐蚀麻坑,轻微铁锈和油漆可以残留在腐蚀麻坑的底部(见注释10.3和10.4)。
2.2 在2.1中所定义的不影响表面清洁程度的,可接受的外观变化包括由以下原因所引起的变化:钢铁的类型,原始的表面状态,钢铁的厚度,焊接的金属,打磨或制造的标记,热处理,热影响区,或使用其他各种动力工具。
2.3 表面粗糙度应为最低25微米(1.0密耳),测量方法依据ASTM D 4417中的方法C,或其他双方商定的方法(见注释10.5,10.6和10.7)。
波峰和波谷应形成一个连续的形态,之间不可存在不平滑、无粗糙度和斑点。
2.4 立即施工油漆之前,表面应符合本规定的清洁程度。
3. 表面处理动力工具和材料3.1 表面清理动力工具:任何工具,能在其上正确安装3.3中所描述的材料并用于产生所需的表面粗糙度,都是可以接受的。
这些工具可能会或可能不会改变或破坏现有的表面粗糙度。
3.2 撞击及其他产生表面粗糙度的动力工具:任何工具,能在其上正确安装3.4中所描述的材料并用于产生所需的表面粗糙度,都是可以接受的。
SSPC SP 2-1982 E2004表面处理规范,第2部分,手工具清理
SSPC-SP 2November 1, 1982Editorial Revisions November 1, 2004 SSPC: The Society for Protective Coatings SURFACE PREPARATION SPECIFICATION NO. 2Hand Tool Cleaning1. Scope1.1 This standard covers the requirements for hand tool cleaning steel surfaces.2. Definitions2.1Hand tool cleaning is a method of preparing steel surfaces by the use of non-power hand tools.2.2 Hand tool cleaning removes all loose mill scale, loose rust, loose paint, and other loose detrimental foreign matter. It is not intended that adherent mill scale, rust, and paint be removed by this process. Mill scale, rust, and paint are consid-ered adherent if they cannot be removed by lifting with a dull putty knife.2.3 SSPC-VIS 3 or other visual standard of surface prepa-ration agreed upon by the contracting parties may be used to further define the surface (see Note 8.1).3. Referenced Standards3.1 The latest issue, revision, or amendment of the refer-enced standards in effect on the date of invitation to bid shall govern, unless otherwise specified. Standards marked with an asterisk (*) are referenced only in the Notes, which are not requirements of this standard.3.2 If there is a conflict between the requirements of any of the cited reference standards and this standard, the require-ments of this standard shall prevail.3.3 SSPC SPECIFICATIONS:SP 1Solvent Cleaning* S P 3Power Tool Cleaning* S P 11Power Tool Cleaning to BareMetal* S P 15Commercial Grade Power ToolCleaningVIS 3Guide and Reference Photographsfor Steel Surfaces Prepared by forPower- and Hand-Tool Cleaning3.4 INTERNATIONAL ORGANIZATION FOR STANDARD-IZATION (ISO):* 8501-1Preparation of steel substrates before appli-cation of paints and related products: Visualassessment of surface cleanliness—Part I.4. Surface Preparation Before and After Hand Tool Cleaning4.1Before hand tool cleaning, visible deposits of oil, grease, or other materials that may interfere with coating adhesion shall be removed in accordance with SSPC-SP 1 or other agreed-upon methods. Nonvisible surface contaminants such as soluble salts shall be treated to the extent specified by the procurement documents [project specifications] (see Note 8.2).4.2 After hand tool cleaning and prior to painting, reclean the surface if it does not conform to this standard.4.3 After hand tool cleaning and prior to painting, remove dirt, dust, or similar contaminants from the surface. Accept-able methods include brushing, blow off with clean, dry air, or vacuum cleaning.5. Methods of Hand Tool Cleaning5.1 Use impact hand tools to remove stratified rust (rust scale).5.2 Use impact hand tools to remove all weld slag.5.3 Use hand wire brushing, hand abrading, hand scrap-ing, or other similar non-impact methods to remove all loose mill scale, all loose or non-adherent rust, and all loose paint.5.4Regardless of the method used for cleaning, if specified in the procurement documents, feather the edges of remaining old paint so that the repainted surface can have a reasonably smooth appearance.5.5If approved by the owner, use power tools or blast cleaning as a substitute cleaning method for this standard.SSPC-SP 2November 1, 1982Editorial Revisions November 1, 20046. Inspection6.1 Unless otherwise specified in the procurement docu-ments, the contractor or material supplier is responsible for quality control to assure that the requirements of this document are met. Work and materials supplied under this standard are also subject to inspection by the purchaser or an authorized representative. Materials and work areas shall be accessible to the inspector.6.2 Conditions not complying with this standard shall be corrected. In the case of a dispute, an arbitration or settlement procedure established in the procurement documents (project specification) shall be followed. If no arbitration or settlement procedure is established, then a procedure mutually agree-able to purchaser and material supplier (or contractor) shall be used.7. Disclaimer7.1 While every precaution is taken to ensure that all in-formation furnished in SSPC standards and specifications is as accurate, complete, and useful as possible, SSPC cannot assume responsibility nor incur any obligation resulting from the use of any materials, coatings, or methods specified herein, or of the specification or standard itself.7.2 This standard does not attempt to address problems concerning safety associated with its use. The user of this stan-dard, as well as the user of all products or practices described herein, is responsible for instituting appropriate health and safety practices and for ensuring compliance with all governmental regulations.8. NotesNotes are not requirements of this standard.8.1 Note that the use of visual standards in conjunction with this standard is required only when they are specified in the procurement documents (project specification) covering the work. It is recommended, however, that the use of visual stan-dards be made mandatory in the procurement documents.SSPC-VIS 3 provides a suitable comparative visual stan-dard for SSPC-SP 2, SSPC-SP 3, SSPC-SP 11, and SSPC-SP 15. ISO 8501-1 may also serve as a visual standard.8.2 The SSPC Surface Preparation Commentary (SSPC-SP COM) contains additional information and data relevant to this specification. The Commentary is non-mandatory and is not part of this specification. The table below lists the subjects discussed relevant to hand tool cleaning and the appropriate Commentary Section.Subject Commentary SectionFilm Thickness (10)Maintenance Painting ......................................4.2Rust, Stratified Rust,Pack Rust, and Rust Scale ..........................4.3.1Visual Standards (11)Weld Spatter .................................................4.4.1。
PSPC标准
PSPC标准ppc标准所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准[1]1目的本标准规定了对由MSC215(82)通过的SOLAS第II-1/3-2条所述日期或以后签订合同、安放龙骨或交船的不小于500总吨的所有类型船舶专用海水压载舱和船长不小于150m的散货船双舷侧处所1内保护涂层的技术要求。
2定义下列定义适用于本标准:2.1压载舱为A.798(19)和A.744(18)决议所定义的那些压载舱;2.2露点为空气被所含潮气饱和时的温度;2.3DFT为干膜厚度;2.4灰尘为呈现在准备涂漆表面上的松散的颗粒性物质,是由于喷射清理或其他表面处理工艺产生的,或由于环境作用产生的;2.5边缘打磨系指二次表面处理前对边缘的处理;2.6“良好”状况系指A.744(18)决议定义的有少量点锈的状况;2.7硬涂层系指在固化过程中发生化学变化的涂层或非化学变化、在空气中干燥的涂层。
硬涂层可用于维护目的,类型可以是无机的也可以是有机的;2.8NDFT为名义干膜厚度。
90/10规则意指所有测量点的90%测量结果应大于或等于NDFT,余下10%测量结果均应不小于0.9某NDFT;2.9底漆系指车间底漆涂装后在船厂涂装的涂层系统的第一道涂层;2.10车间底漆系指加工前涂在钢板表面的底漆,通常在自动化车间喷涂(在涂层系统第一道涂层之前);2.11预涂系指对关键区域边缘、焊缝、不易喷涂区域等位置的预先涂刷,以保证良好的涂料附着力和恰当的涂层厚度;2.12目标使用寿命为涂层系统设计寿命的目标值,以年计;3通则3.1涂层系统达到其目标使用寿命的能力取决于涂层系统的类型、钢材处理、涂装和涂层检查及维护。
所有这些方面对涂层系统的优良性能都有影响。
3.2表面处理和涂装过程的检查应该由船东、船厂和涂料生产商达成一致,并提交给主管机关审查。
如有要求,主管机关可参与到协议过程中。
应报告这些检查的明确证据并包括在涂层技术文件中(CTF)(见第3.4段)。
表面处理标准
•
打砂清洁度标准(ISO 8502-3) 清洁度的检测采用在待测底材上粘贴胶带 的方法。将符合要求的无色透明的胶带 (25-30mm 宽)长度不小于5cm,紧贴在 底材上,然后撕下来与标准样片进行对照。 要求清洁度级别要好于ISO 8502-3标准(参 见我公司的清洁度标准样片)。如果底材 表面清洁度太差,油漆与底材之间的适
底材打砂后的表面粗糙度要控制在一定的范围之内。粗糙度过大 时浪费油漆的用量,而且车间底漆容易露底;粗糙度过小时影响 油漆与底材的附着力。粗糙度范围控制大约在 30~80μm,最好在 40~60μm之间。 粗糙度的测量工具主要有指针式测量仪和压膜式测量仪。指针式 测量仪对于现场检测非常方便,使用也很简单。压膜式测量仪检 测的速度 较慢,不适合打砂现场的随时测量,但是测得的结果可 以保留存档。除此之外,还可以直接对照标准样板进行目视检测。 当用测量仪器对打砂粗糙度进行测量时,应在板面上均匀地选取 测量位置,对各不同部位的粗糙度进行检测,并针对不同的结果 对打砂设备作出适当的调整。
标准简介
以下的两个标准最为常见,被广泛使用: SSPC :美国钢结构涂装委员会 ISO 8501-1:国际标准化组织
SSPC标准
SP1 溶剂处理 用溶剂、蒸汽、碱液或乳化剂除去附着的油脂、污痕、 灰尘。
SP2 手动工具处理 通过手动工具削、磨、刷去松散的锈迹、氧化皮、漆 皮以达到指定等级。 SP3 电动工具处理 使用电动工具削、磨、刷去松散的锈迹、氧化皮、漆
• SP5 喷砂出白处理 • 通过喷砂除去所有可见的锈迹、氧化皮、漆皮等。 • SP6 常规喷砂处理 • 至少喷砂处理到面积的2/3的部分没有可见的残迹。 • SP7 扫砂除锈处理 • 喷砂除去所有附着不牢固的氧化皮、锈迹和漆皮。 露出大多数的有锈斑点的钢板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Vis2 已涂装过的表面的 返锈程度的方法
一种用彩色或黑白图形来形象描述已涂装表面的返 锈程度的数字化的几何标准
Vis3 动力工具和手工清 理表面的目测标准
标准的参照照片,作为 SSPC-SP 2,3,11 标准的补 充
金属喷砂清理。(应用于湿度高、化学环境、海洋型
金属喷砂清理 A,B,C,D SP10
环境、或其它腐蚀型环境中 )
SP 11 动力工具清理至 金属裸露
动力工具彻底清除金属表面的锈、氧化皮和已有涂 层。
Vis-11 动力清理表面的 目测标准
标准的参照照片,作为 SSPC-SP 5,6,7,10 标准 的补充
喷砂或喷丸清理清理所有的可见的锈、氧化皮、涂
SP 5/NACE No.1 白金属
层及其它杂物。(针对严重腐蚀、环境特别恶劣需要
喷砂清理
A,B,C,D SP5
Байду номын сангаас
高成本的清理的)
SP 6NACE No.3,经济型
喷砂清理除去至少 2/3 的可见的锈、氧化皮、涂层
的喷砂清理
B,C,D SP 6 及其它杂物(适用于需要全面的表面清理的情况)
①新结构——未油漆过的钢材 ②维修保养——已经油漆过的钢材 ③不完美表面——兼有以上二者特点的钢材 3.1 新结构: 根据 SSPC—Vis1—89(喷砂处理钢材表面的目测标准),以钢材上的锈蚀程度为标准, 将钢材表面的初始状态分为四种: A.几乎完全是氧化皮,很少或无锈的钢材表面 (SSPC—Vis1—89,Rust A) B.同时存在氧化皮和锈的钢材表面(SSPC—Vis1—89,Rust B) C.几乎完全是锈,少或很少点蚀的钢材表面(SSPC—Vis1—89,Rust C) D.完全是锈,且有可见的点蚀的钢材表面(SSPC—Vis1—89,Rust D) 3.2 保养维修: SSPC—Vis3(动力工具表面清理和手动工具表面清理的目测标准)以图示的方式定 义了已经事先经过清理的钢材表面状况的三种情况: E.在经过喷砂处理的表面上涂装有浅色油漆,油漆基本上是致密的。 F.在经过喷砂处理的表面上涂装有富锌油漆,油漆基本上是致密的。 G.在有氧化皮的钢材表面上的涂层,完全暴露在空气中,涂层全面起泡或受到污染
表面的氧化皮必须应喷砂除去,最低达到 SSPC—SP10(白金属喷砂清理标准)的标准。
3. 钢材表面的初始状况
根据钢材表面预处理的目标,钢材表面的初始状况决定了施工过程中的工作量、施工 时间和施工成本。从钢材表面清除完整的氧化皮比清除锈蚀要容易的多。因此,我们根据钢 材表面的氧化皮、锈、已有的涂层、表面污物和缺陷的情况,钢材表面状况大致可分为三类:
在保养性重新涂装中,表面预处理需达到的标准决定于新涂层的种类及待涂表面 的剥蚀程度。SSPC—Vis2(ASTM D 610(已涂表面涂装质量的评价方法))将表面锈蚀程度 分为 0—10 级,其中 10 代表钢材表面完全无锈,0 表示全锈。SSPC—PA Guide 4(以油或 醇酸树脂为基底的表面的表面重涂)给出对应于不同锈蚀程度的表面需进行的最起码的表面 处理程度的标准。
表 1 表面清理说明书汇总
表面预处理说明书汇总
SSPC 说明书
SSPC-Vis1-89 目视标准参考
备注
SP 1 溶剂清理
用溶剂、蒸汽、碱、乳化液清理表面的油、灰尘、 泥土、盐、污染物等
SP 2 手工清理
用手工铲削、刮、钢丝刷等去处表面的较松的锈、 氧化皮和涂层至规定标准
SP3 动力工具清理
用动力工具如:风铲、砂盘和钢丝刷、等除掉表面 的松的锈、氧化皮和涂层至规定标准
表面处理概述
1. 简介
本概述是为了帮助选择合适的表面预处理方法及评价表面预处理工作结束后其工 作的质量。本概述是为了使读者更好的理解 SSPC 说明书及其方法,本身不是其说明书 的一部分。另外,除了已经印刷发行的部分外,SSPC 表面预处理说明书仅供参考。
表 1 中列出了经由使用者、服务商、及其他公众利益团体一致认可的 SSPC 的一些 说明书。
2. 表面预处理的重要性
表面预处理的质量与配套的油漆系统在同等程度上影响着涂层的寿命。因此,我们 应对表面预处理给予全面的考虑。表面处理的主要功能有:
①清除材料表面可能导致涂层寿命缩短的物质; ②提供一个容易湿润的表面以保证涂层具有足够的附着力。 虽然所有的涂层最终都会失效,但是涂层失效的主要原因往往是表面预处理不够或 涂层附着力不够。 一般说来,表面预处理过程中需要清理的是湿气、油脂、氯化物、硫酸盐、锈、金 属腐蚀产物及灰尘等。氧化皮对涂层性能的影响是不稳定的;对于比较缓和的室外环境 来说,附着紧密且完整的氧化皮是可以保留的。如果钢结构表面涂装低湿润性的底漆或 处于非常恶劣的环境中,如化学环境中或浸没在水中——无论海水还是淡水,则钢结构
喷砂清理除了紧密附着的氧化皮、锈和已有涂层以
SP 7/NACE No.4 扫砂清
外的所有杂物,露出底层金属的大量均匀分布的斑
理
B,C,D SP 6
点
SP 8 酸洗
通过酸洗、二次酸洗或电解酸洗彻底清除表面的锈 和氧化皮
喷砂清理到至少 95%的表面无可见的残留物,接近白
SP 10/NACE No.2 接近白
表面预处理摘要 喷砂处理的钢材表面的目测标准 已涂装表面锈蚀程度的标准评价方法 动力和手动工具清理钢材表面的目测标准
溶剂清理 手动工具清理 动力工具清理 喷砂清理到金属表面呈彻底的金属光泽 经济型喷砂清理 扫砂清理 酸洗法清理 喷砂清理到表面呈金属光泽 动力工具除锈至金属表面呈金属光泽 天然矿石与工业废渣磨料 相关热力学方法钢材表面清理的科技报道
表面处理说明书
第二章 目录
第二章 表面预处理说明书 SSPC-SP COM SSPC-GUIDE TO VIS 1-89 SSPC-GUIDE TO VIS 2 SSPC-GUIDE TO VIS 3 SSPC-SP 1 SSPC-SP 2 SSPC-SP 3 SSPC-SP 5/NACE 1 SSPC-SP 6/NACE 3 SSPC-SP 7/NACE 4 SSPC-SP 8 SSPC-SP 10/NACE 2 SSPC-SP 11 SSPC-AB 1 SSPC-TR 1/NACE CG 1994