数字印刷测控条及其应用
测控条的发展与应用

昆明理工大学《印刷品质量检测与控制》测控条的发展与应用姓名:吴雷学号:201110304103学院:机电工程学院专业:包装工程年级:2011级指导教师:何自芬老师2014年6月4日测控条的发展与应用摘要作为一种检测工具,测控条对印刷复制品的规范化和标准化具有管理、指导与监控作用。
本文通过对测控条的使用原理、使用目的和分类的叙述以及实际生产中的测控条的介绍,使测控条的应用变得更加容易理解。
通过研究测控条的发展与应用,希望能对印刷品质量检测与控制的学习有所帮助。
关键词:测控条印刷检测Abstract As a detection tool,control strip acts printed copies of normalization and standardization with management, guiding and monitoring role. In this paper, through the use of control strip principle, purpose and classification of narrative and control strip of the actual production, making the control strip of the application become easier to understand. By studying the development and application of control strip, I hope to be able to help in printing quality detection and control of learning.Keywords control strip printing detection一、引言为了控制和提高印刷品的复制质量,20世纪50年代推出了测控条,它是由已知特定面积、不同几何形状的图形组成的平面图标的软片条,用以判断、检验和控制拷贝、晒版、打样和印刷时的图文转移情况,进而达到检验印刷复制品质量的目的。
第二章:印刷质量测控条的分类和作用

例如:某工厂根据印刷工艺条件规定 “3”为标准数码,实际印刷过程 中,印刷正常时, “3”表示看不 清楚。“4”号变深看得很清楚, 表示网点增大 。 数码“2”比数码“1”浅,表示网 点缩小。 根据数码变深或变浅的梯级,可 以粗略地估计网点扩大值。 当印刷品上的网点发生变形时, 信号条上横线与竖线的密度就会 不同,“SLUR”比底色深,表明 网点纵向变形,比底色浅则说明 网点横向变形。
四 布鲁纳尔测控条
细网点微测段 细网点微测段也叫超微测
量元素,是布鲁纳尔系统的核 心部分。细网段由60线/cm的等 宽线组成,其总网点面积为 50%,细网段用等宽大十字线 将细网面积一分为四。每1/4面 积网点的形成完全相同。
e.g. GATF星标、放射楔形线
6. 提供测试单元图形。
第二节 几种常用的测控条
一 GATF 星标 1 GATF 星标结构
在直径10mm的圆 内,对称布置了 36条黑色楔形线 和36 条白色楔形 线。星标的中心 是直径为1mm的 小白圆点。
2 GATF 星标的原理
当印刷中的发生网点增大或重影时,楔形线就会产生各 向等量的或定向等量的扩张宽度 Δs 。楔形线如同粗细线 数不同的网点,楔尖是最细的网点,楔尾是最粗的网点, 在等量的扩张宽度Δs 作用下,白楔形线缩小,黑楔形线 扩大,在楔尖集中的圆心部位,反映最灵敏。
2. 用几何图形位置相等、阴阳相反等原理控制 网点大小和形状。
e.g. Brunner阴阳十字线和阴阳网点
3. 边缘增大条件下,角度处比弧 度出变化更敏感。
e.g. GATF星标、放射楔形线
4. 利用50%面积的等宽折线控制不同方位的变化。
e.g. Brunner 50%细网段的折线
5. 用等宽线的同心圆控制任意方位的变形。
简述制版测控条在CTP制版系统中的应用

生 产 中如 果 使 用 的 曝 光 量 不 准 确 ,那 么 小 圆 圈 和 背 景 会
产 生 明 显 的视 觉 差 别 ,通 过 不断 调 节 曝 光 ,就 可 以确 定
AGF 数 字 测 控 条 主 要 分 为 五 个 部 分 ,如 图 ~ 所 示 A
图 六 西 门 子 星 标
线 的 宽 度 比 阴线 大 ;曝 光 过 度 时 ,阳 线 的宽 度 则 比 阴 线
小 ; 曝 光 适 宜 时 ,阳 线 和 阴 线 的宽 度 是 一 样 的 。
4 .网点 阶调 区 的 应 用
网 点 阶 调 区 分 为 两 大 部 分 , 上 半 部 分 与 RI P无 关 下 半 部 分 与 RI P有 关 。
技 术 专 栏 嚣 尊 | 尊嚣 黪 . l誊 错 掰』 瓣 # 拱 搿 学孝 t 嬲转 }嚣 黪 嚣# # 落 磬 搿
印 技 前术
简 迹 制 版 测 控 条
在 CT 制 版 系 统 中 的 应 用 P
文/ 郑李霞 胡媛
近
菜衰 馨
差
同大 小像 素 点 占 有 的 网 点 百 分 比 都 是 5 %。 0
,
2
3
4
七 网 点 阶 调 区
网 点 阶 调 区 分 为 对 称 的 亮 调 和 暗 调 区 以及 5 % 的 中 0
间 调 。上 半 部 分 的加 网 角 度 为 4 。 ,网 点 形 状 为 圆 形 , 5
图 四 细 微 线 区
加 网线 教 会 根 据 分 辨 率 的 不 同而 发 生 相 应 变 化 。例 如 当
第三章测控条的应用PPT课件

《印刷品质量检测与控制技术》 第三章 印刷质量测控条的分类和作用
利用几何图形的面积相等、阴阳相反来测控网点的 转移变化 利用已知阴(空白部分)阳(网点部分)面积相等的图形在实施 印刷过程中发出面积不等的信号,来控制、调整晒版和印刷过程中 的偏差。
柯达C-2测控条(局部)
广东工业大学机电工程学院
• 控制晒版质量;
• 确保印刷品质量均匀一致,控制误差值在允许范围内;
• 缩小打样与正式印刷的差别。
广东工业大学机电工程学院
《印刷品质量检测与控制技术》 第三章 印刷质量测控条的分类和作用
2、测控条的概念: GB/T18720-2002《印刷技术 印刷测控条的应用》国家标准 中,对测控条的使用范围、定义、性能要求以及使用方法作了相 关的解释和规定,具体如下: 范围(对应国标中:1 范围) 该标准规定的印刷测控条适用于:
4、测控条的原理:
德国的FOGRA测控条
瑞士Brunner测控条
广东工业大学机电工程学院
《印刷品质量检测与控制技术》 第三章 印刷质量测控条的分类和作用
网点面积增大与网点边缘的总长度成正比 网目线数增加,网点边缘总长度随之增加。在正态印刷压力下, 网线越细,网点增大值越大。
利用此原理进行网点增大的测控。
标准实地着墨量
主要通过对各色版实地密度值的测控间接控制反映相应色版 的墨层厚度。
网点扩大值 主要反映相应色版的网点扩大状况。
网点扩大的方向 区分网点扩大的类型,看
其是轴向扩大还是纵向扩大, 是重影还是糊版。
广东工业大学机电工程学院
《印刷品质量检测与控制技术》 第三章 印刷质量测控条的分类和作用
广东工业大学机电工程学院
印刷测控条:印刷质量数据化测控的重要媒介
印刷测控条:印刷质量数据化测控的重要媒介目前,我国印刷企业中应用测控条及测量仪器来进行质量管理,实现与国际先进水平接轨的企业还不是很多,或者说能够熟练运用的还不是很多。
一些企业虽然已经在应用测控条及测量仪器,但测控条本身不标准(经过多次反复拷贝制成的)或者测量仪器没有进行必要的校准;有些企业虽然有测控条但不会用,不了解测控条的各种功能及其作用;有的购买了测量仪器束之高阁,当作摆设,仍然凭经验行事;有的公司并没有将测控条、测量仪器应用在所有产品上,没有在生产的全流程使用;还有许多公司根本不用测控条和测量仪器,全凭老师傅的一些经验来监控质量等,,从而造成印刷质量的不稳定。
印刷品的复制过程是将连续调的原稿转化为半色调的网点分色版,再通过油墨转移到承印物,从而复制表现原稿的一个过程。
因此,在整个过程中,网点传递的情况及油墨转移的情况是复制结果的关键因素之一。
而对它们监控涉及到的主要内容就是印品质量管理的主要工作。
质量管理的标准化与数据化是世界各国普遍认同及采用的方式。
测控条与测量仪器则是实现与实施标准化与数据化的必要工具及条件。
测控条、测量仪器使质量管理有了科学的依据,使每道工序的质量控制有规可循、有范可就、有数可依,并逐步替代了单凭经验来定性的工作方法,同时减少了上、下工序许多相互扯皮的现象,从而保证了高质量、高效率的生产。
本文针对测控条进行一些讲解与展开一些讨论,希望因此能够带给大家一些实用的信息,促进印刷质量管理的实施,达到抛砖引玉的效果。
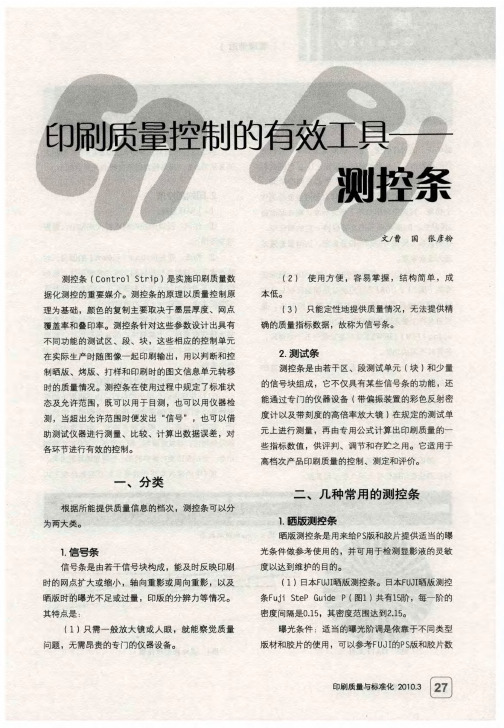
测控条的概念测控条(Control Strip)是实施印刷质量数据化测控的重要媒介。
它是运用精密技术,把网点、线条和实地等几何图形制作在软片或软件(电子文档)上而获得的一种测试工具。
它由许多具有不同功能的测试区、段、块组成,用以判断和控制出片、出版、打样和印刷时的图文信息单元转移时的质量情况。
测控条的分类1、根据测控条出现的形式传统软片类测控条:这样的软片类测控条是以软片为载体,实物形式存在的。
印刷测控条的使用知识

印刷测控条的应用2010-07-02 作者:黎建明来源:必胜网文字大小:大中小印刷品的复制过程是将连续调的原稿转化为半色调的网点分色版,再通过油墨转移到承印物,从而复制表现原稿的一个过程。
因此,在整个过程中,网点传递的情况及油墨转移的情况是复制结果的关键因素之一。
而对它们监控涉及到的主要内容就是印品质量管理的主要工作。
质量管理的标准化与数据化是世界各国普遍认同及采用的方式。
测控条与测量仪器则是实现与实施标准化与数据化的必要工具及条件。
测控条、测量仪器使质量管理有了科学的依据,使每道工序的质量控制有规可循、有范可就、有数可依,并逐步替代了单凭经验来定性的工作方法,同时减少了上、下工序许多相互扯皮的现象,从而保证了高质量、高效率的生产。
目前,我国印刷企业中应用测控条及测量仪器来进行质量管理,实现与国际先进水平接轨的企业还不是很多,或者说能够熟练运用的还不是很多。
一些企业虽然已经在应用测控条及测量仪器,但测控条本身不标准(经过多次反复拷贝制成的)或者测量仪器没有进行必要的校准;有些企业虽然有测控条但不会用,不了解测控条的各种功能及其作用;有的购买了测量仪器束之高阁,当作摆设,仍然凭经验行事;有的公司并没有将测控条、测量仪器应用在所有产品上,没有在生产的全流程使用;还有许多公司根本不用测控条和测量仪器,全凭老师傅的一些经验来监控质量等,,从而造成印刷质量的不稳定。
本文针对测控条进行一些讲解与展开一些讨论,希望因此能够带给大家一些实用的信息,促进印刷质量管理的实施,达到抛砖引玉的效果。
测控条的概念测控条(Control Strip)是实施印刷质量数据化测控的重要媒介。
它是运用精密技术,把网点、线条和实地等几何图形制作在软片或软件(电子文档)上而获得的一种测试工具。
它由许多具有不同功能的测试区、段、块组成,用以判断和控制出片、出版、打样和印刷时的图文信息单元转移时的质量情况。
测控条的分类1、根据测控条出现的形式传统软片类测控条:这样的软片类测控条是以软片为载体,实物形式存在的。
数字印刷的质量检测与控制
数字印刷的质量检测与控制摘要:数字印刷技术和传统印刷技术存在一定的区别,因此其检测和控制也有比较特殊的要求,为了能够提升数字印刷工作的质量,需要针对数字印刷做好检测和控制工作。
本文分析了数字印刷工作中如何进行质量的检测和控制,研究数据印前数据、原料、印刷、环境等方面的控制,帮助印刷成制定科学的标准开展印刷工作。
关键词:数字印刷;质量控制;检测;原料目前印刷技术的发展中,数字印刷已经成为行业发展的主要方向,所以对数字印刷的质量和控制检测一直得到了普遍关注。
很多印刷企业虽然也开始使用数字印刷技术,但是在质量检测和控制上依然停留在传统印刷方法的模式下,为此需要加强对数字印刷质量检测和控制的研究,结合实际需求和数字印刷的特点开展印刷质量控制工作,强化对数字印刷的质量控制。
一、印前数据的质量检测和控制(一)页面图文信息检控进行页面图文信息监控工作中,需要对文字、图形和图像分别进行控制。
在文字的控制中,应该在印刷前就进行文字设计,并将设计后的文字转化为矢量格式,并且在信息传递过程中,要保证设备之间的字库相互匹配,避免文字印刷错误[1]。
针对图形的控制中,应该对矢量格式的图形进行检查,并对图形的形状、色彩进行全面控制。
控制图像时,需要注意印刷图像的分辨率需要在300dpi以上,对质量的要求比较高的图像则要超过400dpi,部分图像对色彩的要求一般,分辨率需要在300dpi左右。
最后,对于灰色和黑白色线稿的分辨率要求最高,需要图像的分辨率在600dpi和1200dpi以上。
(二)页面排版检控除了需要进行图文信息的检测和控制,也要进行页面排版的检测和控制,在控制过程中,首先需要控制页面的尺寸,要保证尺寸能满足纸张开本的要求,或者满足印刷产品的需要;其次要进行出血值的控制,检查色块、线条是否存在出血问题,一般要求出血预留在3mm以上,如果需要进行包装,则需要预留5mm。
(三)颜色检验颜色检验工作是进行颜色效果的检验,确保文件的印刷效果达到了最佳颜色要求,满足客户对颜色的需要。
印刷质量控制的有效工具——测控条
① 星标 的楔形条法分布均 匀 ,中间有一个白
色 小 圆点 ,表 明 网点 没有 变 形 、重 影 、 印版 供 墨 量 合适 : ② 中心 的 白色 圆 圈扩大 ,网点缩 小 :
4 ; 8 %的 网点块 :网线 为6 1 m 0i 0 ; 和 0/ ,角 度为 c 9。 它既 可用 于 测定 网点 扩大 值 ,又可 测定 印刷 反 O。 差值 ,主 要执 行 的是 网点值 转 换 的光 学密 度监 控 。 灰 平衡 区块 :由3 印刷 产 生 的色 平 衡 块 是 一 色
块 。用来检查曝光显影 ,也用来作为印刷特性 曲线
测量 的基 准 。 第 四段 :沿 不 同 角度 的精 细 网线 ,使 印 刷工 可 用 目测检 查 印刷机 有无 网点 变形和 重 影 。
的,楔尖 网点最小 ,楔尾网点最大,由于这种排列
的几何特性 ,当发生重影、网点变形、网点扩大或缩
小 时 ,会在楔 边相对集 中的 圆心处 明显地显现 出来。 图4 的 两条 实 线 代 表 星标 相 邻 两 黑 色楔 形 内 中
图2 瑞士u a 晒版 测控条
~ 一
~
~
~
。
/
’
图3 G ATF 图 星
图4 星 标 楔 形 理 论 图
圄 唰 …… 23 .
测的两条边 ,与之平行 的两条虚线代表线条边缘 的
● o ● ● ● ●
◆◆◆
④ 原理 : 最为典型 的就是G - 。如图3际 。 星标 卢 J G T 星标 中心 为很 小 的 白点 。 由3根 黑色 的楔 AF 6
第二段 :微米线圈用来控制曝光时间。
第三 段 : 网点 段 、分 1 %网点 到 1 0 0 0 %实地 l 0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数字印刷测控条及其应用数字印前技术通常利用激光记录设备输出整页版面的分色软片。
直接制版技术进入实际应用后,以软片为数据记录介质这一步骤不再需要,而是将数字印前作业结果直接记录到印版上。
此外,小批量印刷还可以利用数字印刷机记录数字印前作业结果,数字打样与此类似。
由于数字印刷的作业特点,无法将用于模拟印刷的测控条输出到软片再印刷到纸张上,作为制版、印刷质量检验与控制的手段。
任何工业生产均需要按照规定的质量标准进行,数字印刷产品的质量标准可参照传统印刷工艺制订的标准执行。
但数字印刷光有产品质量检验标准是不行的,也需要有实现产品质量检验和控制的具体手段。
为此,瑞士印刷科学研究促进会UGRA和德国印刷研究协会FOGRA开展了制订激光成像数字印刷测控条的合作,命名为UGRA/FOGRA Digital Control Strip,以下称为数字印刷测控条或简称为测控条。
UGRA/FOGRA 数字印刷测控条以PostScript语言定义,采用了模块式的结构,因而具有很大的灵活性。
一、数字印刷测控条构成数字印刷测控条由三个模块组成,其中模块1和模块2用于监视印刷复制过程,模块3则用来监视曝光调整,各测量控制色块的尺寸大约为6 mm×6 mm(有时可能小于或大于这一数值)。
由于模块3包含的控制块主要用于监视数字印刷的曝光记录过程,故设计得与UGRA/FOGRA用于检验和控制软片输出的PostScript测控条对应。
采用模块式结构的优点是,用户可在排版软件或页码格式化软件中自由地选择任何一个模块,且可以沿印刷方向将控制色块排列为一行或一列,组成需要的测控条。
除测量控制块外,测控条中的文本也包含了与曝光分辨力有关的细节,单位为DPI,可以利用这些文本来衡量数字印刷设备加网和文字扫描转换的精细程度。
文本的主要内容是用户名以及数字印刷测控条的使用许可证编号,其中用户名必须在订货时指定,通常为公司名称。
1.模块1包含以下8个实地色块:青、品红、黄和黑色实地色块各1个,“青+品红”、“青+黄”、“品红+黄”实地色块3个,“青+品红+黄”实地色块1个。
这些控制色块用于控制数字印刷油墨的可接受性能以及三种减色主色的叠加印刷效果。
2.模块2(1)颜色平衡控制色块:该色块为规定的灰色调数值,与软片输出有关。
它实际上包含两个色块,其中右色块为80%黑色,用于控制网目调加网效果;左色块由75%青、62%品红和60%黄组成,目的是为了与80%黑色色块比较。
印刷时若灰平衡控制不好,则该色块将呈现出彩色成分。
(2)实地区域:实地区域包含4个实地色块,按黑、青、品红和黄次序排列,每隔4.8 mm 放置一个色块。
第一个实地色块(黑色块)紧靠颜色平衡控制色块,它的四个角上压印了黄色,用于检查印刷色序,即黄色先于黑色印刷还是黑色先于黄色印刷。
(3)D控制块:D为Direction,因此D控制乃是指方向控制之意,即检验采用特定的复制技术、复制设备和承印材料组合在不同方向加网的敏感程度。
D控制块分为四组,青、品红、黄和黑色各一组,每一组中均包含3个色块(图2),其总尺寸为6 mm×4 mm。
在组成数字印刷测控条时,通常按黑、青、品红、黄的次序排列,位置在实地色块后。
3个色块均采用线形网点加网,加网角度从左到右依次为0o、45o和90o,每个色块采用的加网线数均为每厘米48线,阶调值为60%(60%黑)。
之所以采用60%阶调值而不采用中间调值(50%)的主要理由是,输出后的色块比中间调略暗,可以更清楚地识别加网工艺的方向敏感性。
为了使读者看清3个色块的加网特点,图2给出的例子已经做了放大处理。
理论上,当采用相同的加网线数和网点形状时,则这3个色块应该有相同的密度值。
如果实际测量出来的3个密度值有较大差异,则说明用户使用的复制技术、复制设备和承印材料组合在某个加网方向上太敏感。
(4)网目调控制块40%和80%:该控制块同样有青、品红、黄和黑4组,每一组控制块由40%和80%两个色块组成,采用150 LPI加网(图3)。
这一数字对大多数商业印刷品采用的记录精度是吻合的。
两个网目调控制色块与中间调网点百分比呈不对称分布,代表了比中间调略淡(接近中间调)和接近实地的网点百分比。
不同的数字印刷工艺采用不同的加网复制技术,会得到不同的输出效果。
因此,这两个控制块可用来评估特定数字印刷加网技术的表现能力与行为特性,衡量加网技术能否获得需要的记录效果。
在形成测控条组合时,按黑、青、品红和黄的次序排列,位置在D控制块后。
3.模块3该模块包括15个不同程度的灰色块,每个色块的尺寸相同(6 mm×10 mm),均采用黑色油墨印刷。
15个色块组成5列,每一列均包含3个色块,但采用了不同的网点结构。
上述色块的油墨覆盖率分别为25%、50%和75%,其中最左面一列为25%,第二、三、四列油墨覆盖率为50%,第五列为75%。
图4是组成控制块的15个灰色块,为了让读者看清区别,对各色块作了放大处理。
只用黑色油墨印刷这些色块的原因很简单,那就是为了节省测控条占用页面的空间。
控制块的第一行总是用输出设备可以达到的最高记录分辨力复制,第二行色块的记录分辨力是第一行的二分之一,第三行是第一行的三分之一。
由此,从第二行和第三行色块可看到较大的网点结构。
控制块的第二、三、四列均为50%黑色,第二列命名为50cb(Checker Board),他们均是格子状图案;第三列包含水平线;第四列则包含垂直线。
理论上,模块3被印刷出来后,每一列色块的阶调值应该是相同的,不同的仅是记录分辨力;在行方向上,每一行中间3个色块复制到纸张上后也应该具有相同的阶调值。
因此,如果每一行中间3个色块的阶调存在差别,则这种差别一定与复制方法有关,导致差别产生的原因可从网线角度方向上找。
输出时应该将记录设备调整到使行方向的阶调差别最小。
列方向上色块的阶调值不同时,反映了加网线数对复制效果的影响。
4.模块的组接数字印刷测控条的模块3单独使用,模块1与模块2的组接原则上是自由的,但为了排列得更有规则,可采用如下次序:先安排平衡控制块;接下来是黑、青、品红、黄实地块,再加黑色D控制块和黑色网目调加网控制块;后面是黑、青、品红和黄色实地块,再加青色D控制块和青色网目调加网控制块;再后面是黑、青、品红和黄色实地块,再加品红色D控制块和品红网目调加网控制块;最后是黑、青、品红和黄色实地块,再加黄色D控制块和网目调加网控制块。
二、数字印刷测控条的加网和RIP输出1.以不同的记录设备和RIP输出数字印刷测控条(1)彩色复制设备和脱机打样系统通过彩色复制设备或脱机打样系统驱动程序界面的提问式功能可指定数字印刷测控条的输出分辨力,但仅当记录分辨力被指定得高于600 DPI时,数字印刷测控条的模块1与模块2中包含的色块才会得到正确的输出。
这意味着对彩色复制设备或通过RIP解释再输出的设备而言,他们的记录分辨力必须高于600 DPI,否则无法获得正确的色块输出。
(2)数字印刷设备数字印刷设备已经成为将页面内容输出到纸张上的重要设备之一。
这种设备应该能接受PostScript文件,例如由海德堡公司生产的直接成像无水胶印机、以及XEIKON和INDIGO 生产的数字印刷系统等。
在数字印刷系统中,UGRA/FOGRA数字印刷测控条可以毫无困难地输出到纸张上,用于控制数字印刷质量。
(3)曝光记录设备数字印刷测控条使用最频繁的领域之一是将测控条通过曝光设备记录到软片上。
数字印刷测控条在曝光设备上可获得高质量的输出,但不同的RIP却可能导致不同的输出结果,这是因为不同的RIP可能产生对PostScript编码的不同解释。
因此,只有用密度计从软片上测得的实际阶调值才能对印刷工艺起约束和控制作用,这是将数字印刷测控条用到常规印刷工艺时必须注意的问题。
2.数字印刷测控条的调频加网输出UGRA/FOGRA数字印刷测控条对用户在加网输出方法的选择上基本没有限制,即数字印刷测控条同样可用于控制调频加网印刷工艺,也可用于控制采用调频加网技术的其他制版和印刷工艺。
利用数字印刷测控条控制采用调频加网技术的制版和印刷工艺时,通常在应用程序(比如排版软件和页面格式化软件)中经历分色过程,然后曝光到软片上。
为了实现这一目标,必须先根据相应的加网技术选择系统当前可用的记录设备驱动程序,然后通过应用软件的打印输出选项实现正确的输出。
对UGRA/FOGRA开发的加网软件Velvet Screen来说,导入数字印刷测控条并将它转换为调频加网文件是不能实现的。
这是因为,Velvet Screen只能导入和处理面向像素的图像数据,而UGRA/FOGRA数字印刷测控条中却包含了文本块、面向矢量的数据以及编程序列,这些对象是不能导入Velvet Screen软件的。
因此,在Velvet Screen软件中只能处理常规的印刷测控条,对调频加网印刷过程的控制可通过常规测控条参照进行。
三、制版、打样和印刷生产控制1.制版原则上,UGRA/FOGRA数字印刷测控条是不能用于控制软片制版的。
因而必须使用FOGRA的精密测量条PMS,其中包含了合适的渐变线条控制块,可用于确定印版分辨力,在标准范围内可根据BVD/FOGRA标准获得正确的曝光效果。
FOGRA精密测量条使用指南中已经说明,这两种测量条没有使用限制,但仅适用于调频加网,最小网点直径为20 mm,必须能观察到8 mm宽的细线。
2.脱机打样与印刷生产控制利用UGRA/FOGRA数字印刷测控条可评估和解释测量结果,因此在脱机打样和印刷生产过程中可以使用这一数字印刷测控条。
(1) 网点扩大(模块2)为了通过测量确定网点扩大值,密度计必须转换到相关颜色,并根据纸张白色将指示点调整到0位,接下来就可以测量实地色块和相邻的网目调色块了。
如果密度计已经被设置到参考值40%和80%,则可直接显示网点扩大值;否则,密度计显示实际的网点百分比。
在后一种情况下,可以从实际测得的网点百分比减去参考值40%或80%,从而得到网点扩大值。
需要实现精确测量时,建议在曝光软片上测量参考值。
若印版的产生没有软片参与,则从印版上测得的数值只能用于控制生产过程的一致性。
采用从印版上测量到的网点百分比值时,需按照输出设备生产商提供的说明书进行。
如果D控制块出现了不均匀的阶调,或三个色块的密度值差大于0.05时,建议在测量网点扩大前先消除重影或模糊。
如果在软片或印版上测得D控制块的三个色块的密度值差也大于0.05时,可以采取相同的措施。
根据BVD/FOGRA标准,表1以粗体字给出了胶印的网点扩大范围,这些数字同样适用于脱机打样和印刷生产过程,有三个数字时两侧的两个数字给出网点扩大范围。
表中的纸张等级被定义为:等级1:大于70 g/m2的粗铜版纸,某些高质量、且大于70 g/m2的亚光铜版纸应该归入这一等级;等级2:小于或等于70 g/m2的亚光铜版纸;等级3:胶版纸。