塞规和卡规公差表
一般配合公差及塞卡规尺寸公差查询表

公称尺寸Ø配合公差配合公差上公差ES 下公差EI 公差带T T端上偏差Z端上偏差Z端上偏差T端下偏差Z端下偏差Z端下偏差通规TZ 止规TZ 止规TZ 通规TT 止规TT止规TT磨损极限19P P919P P9列数#VALUE!S S9列数#VALUE!S S9#VALUE!#VALUE!V V9#VALUE!#VALUE!V V9Y Y9Y Y9AB AB9AB AB9AE AE9AE AE9AH AH9AH AH9AK AK9AK AK9AN AN9AN AN9AR AR9AR AR9AU AU9AU AU912121212一般配合公差及塞卡规通止端尺寸公差查询表配合公差摘自GBT1800.4-1999&塞规依据GB/T 1957-2006公称尺寸Ø孔用通止规计算表 单位:mm轴用通止规计算表 单位:mm上公差es 下公差ei 公差带T T端上偏差T端下偏差通规TZ 通规TT 磨损极限基本尺寸公差基本尺寸公差通端尺寸止端尺寸通端尺寸止端尺寸量规型式适用的尺寸范围(摘自GB/T 1957-2006)量规工作尺寸(mm)≤18>18≤100>100≤315>315≤500推荐顺序全形塞规非全形塞规球端杆规——非全形塞规或片形塞规片形塞规——全形塞规非全形塞规或片形塞规球端杆规——非全形塞规——环规卡规卡规——卡规卡规——用途孔用通规孔用止规轴用通规轴用止规输入或选择可查0-500之间一般配合公差,公差等级请尽可能在列表中选择!此表计算数据仅供参考,如有好的建议可联系QQ:445973注:公差输入时“-”不可省略,输入公差时优先计算输入的公差数据,如都不输入时则默认H8!注:公差输入时“-”不可省略,输入公差时优先计算输入的公差数据,如都不输入时则默认h7!。
GB-塞卡规制造参数
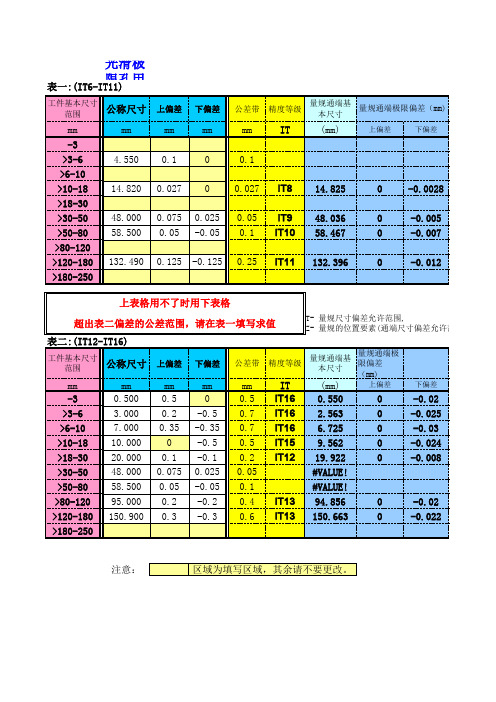
上偏差
下偏差
公差带
精度等级
mm -3 >3-6 >6-10 >10-18 >18-30 >30-50 >50-80 >80-120 >120-180 >180-250
mm 0.5 0.2 0.35 0 0.1 0.075 0.05 0.2 0.3
mm 0 -0.5 -0.35 -0.5 -0.1 0.025 -0.05 -0.2 -0.3
上表格用不了时用下表格 超出表二偏差的公差范围,请在表一填写求值 表二:(IT12-IT16)
工件基本尺寸 范围
T- 量规尺寸偏差允许范围, Z- 量规的位置要素(通端尺寸偏差允许范围的中心到 量规通端基 量规通端极限偏差(mm) 本尺寸
公称尺寸 mm 0.500 3.000 7.000 10.000 20.000 48.000 58.500 95.000 150.900
-0.02 -0.025 -0.03 -0.024 -0.008
0 0
-0.02 -0.022
注意:
区域为填写区域,其余请不要更改。
量规止端基 通端磨损极 量规止端极限偏差(mm) 本尺寸 限
(mm)
上偏差
下偏差
mm
14.847 48.075 58.55 132.615
0 0 0 0
-0.0028 -0.005 -0.007 -0.012
14.820 47.975 58.450 132.365
, 尺寸偏差允许范围的中心到工件最大实体尺寸间的距离) 量规止端基 通端磨损极 量规止端极限偏差(mm) 本尺寸 限
(mm) 1 3.2 7.35 10 20.1 #VALUE! #VALUE! 95.2 151.2
塞规公差计算表

-23 -30 190 9 19 300 12 26
8
0 220 10 22 350 14 30
-91 -100 250 12 25 400 16 35
-90 -100 290 14 29 4690 18 40
12 0 320 16 32 520 20 45
14 0 360 18 36 570 22 50
2
13 2 2.4 -1.4 -3.4 -19 -21 21
2.4
16 2.4 2.8 -460 -462 -495 -497 25
3
19 2.8 3.4 -2 -4.8 -27.2 -30 30
3.6
22 3.2 3.8 84.8 81.6 3.2 0 35
4.2
25 3.8 4.4 -2.5 -6.3 -96.2 -100 40
-34 -21 -497 -30
0 -100 -100
IT6
IT6 T
Z
卡规公差
IT7
T
通端
止端
6
1
1 9.5 8.5 1
0 10
1.2
8 1.2 1.4 -0.8 -2 1.2 0 12
1.4
9 1.4 1.6 29.1 27.7 1.4 0 15
1.8
11 1.6 2 -17.2 -18.8 -32.4 -34 18
卡规公差计算表(单位:um)
您的零件数据
工件基本尺 寸
D(mm) 上偏差
0至3
10
>3~6
>6~10
30
>10~18 -16
>18~30
0
>30~50 -458
>50~80
0
>80~120 87
光滑塞规的公差等级表和计算公式

量规设计实例:
量规设计实例:
例1:设计检验Ф30+0.033/-0.00的孔用量规
一、根据被检工件的基本尺寸和公差等级,由表中可
查出相应量规的T值和Z值,公差等级为8级,与其相对应量规的Z值为0.005mm,T值为0.0034mm
二、根据量规公差带图,计算出量规的最大、最小以
及磨损尺寸(磨损尺寸略)
1.通规的计算
Tmax=MMS+Z+T/2
=D+EI+Z+T/2
=30+0+0.005+0.0034/2
=30.0067
Tmin=MMS+Z-T/2
=30.0033
由上式可知:孔用量规通规的公式为
2.止规的计算
Zmax=LMS
=D+ES
=30+0.033
=30.033
Zmin=LMS-T
=30.0296
由上式可知:孔用量规止规的公式为
例2:设计检验Ф30-0.020/-0.041的轴用量规
轴用通(止)规尺寸的计算与孔用通(止)规尺寸的计算方法类似,即:
轴用量规通规的公式为
轴用量规止规的公式为。
环规塞规的公差及偏差速查表
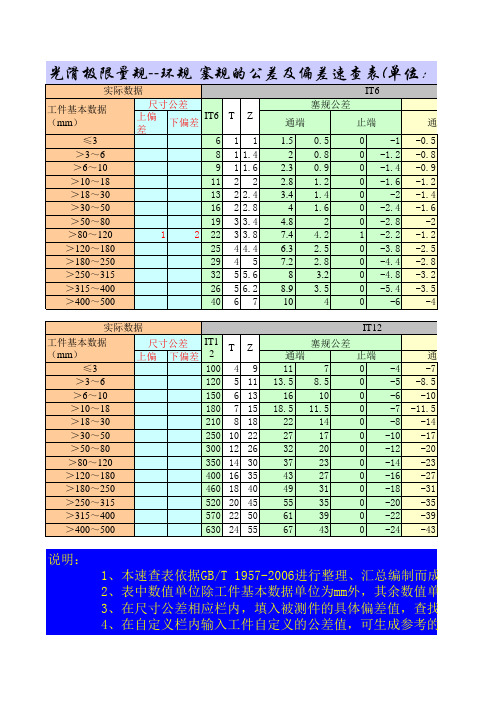
工件基本数据 (mm)
≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500
尺寸公差 IT1 上偏 下偏差 2
T
Z
100 4 9
120 5 11
150 6 13
180 7 15
IT14
塞规公差
通端
止端
24.5 15.5
0
-9
30.5 19.5
0 -11
36.5 23.5
0 -13
42.5 27.5
0 -15
49
31
0 -18
61
39
0 -22
73
47
0 -26
85
55
0 -30
97.5 62.5
0 -35
110
70
0 -40
122.5 77.5
0 -45
135
85
0 -50
编制而成。 余数值单位均为μm。 值,查找的对应栏内为检具的具体制造偏差值。 成参考的检具公差和偏差值。
环规公差
止端
1.2 1.4 1.8
2 2.4
3 3.6 6.2 4.8 5.4
6 7 8
IT8 T Z
0 14 2 2 0 18 2 3 0 22 2 3 0 27 3 4 0 33 3 5 0 39 4 6 0 46 5 7 2 54 5 8 0 63 6 9 0 72 7 10 0 81 8 11 0 89 9 12 0 97 10 14
74
46
0 -28 -46 -74
28
0
塞规公差计算表参考表

10 0 0 43 0 -5 0
8.4 -2 -2.4 40.2 -3.4 -9 -4.6
2 2.4 2.8 3.4 4 5 6
3 4 5 6 7 8 9
4 5.2 6.4 7.7 9 0.5 12
2 2.8 3.6 4.3 5 -4.5 6
10 0 0 43 0 -5 0
8 -2.4 -2.8 39.6 -4 -10 -6
40 48 58 70 84 100 120
说明:只需要在尺寸公差列输入上、下偏差,接着根据它的公差等级选择相应的(已自动计算完毕)塞规公差即可。
特别提示: 1、仅用于标准公差(只要上下偏差的差值为标准公差即可); 2、由于IT11、IT12不常用,所以未列出,需要的话可以自己补充。
例:Ø3+0.01的塞规公差
0.5 0.8 0.9 1.2 1.4 -8.4 2
10 0 0 43 0 -5 0
9 -1.2 -1.4 41.4 -2 -7.4 -2.8
1.2 1.4 1.8 2 2.4 3 3.6
1.6 2 2.4 2.8 3.4 4 4.6
2.2 2.7 3.3 3.8 4.6 -4.5 6.4
1 1.3 1.5 1.8 2.2 -7.5 2.8
输入后即可查出通端:上偏差为0.0022,下偏差为0.001;止端:上偏差0.01,下偏差0.0088
IT10
T Z
塞规公差
通端 止端
IT11
IT11
T
IT12
Z IT12 T Z
2.4 3 3.6 4 5 6 7
4 5 6 8 9 11 13
5.2 6.5 7.8 10 11.5 4 16.5
2.8 3.5 4.2 6 6.5 -2 9.5
第11章 孔轴尺寸检测
塞规 通规:Ø25
卡规 通规:Ø25
0.0046 0.0022 0.0266 0.0246
止规Ø25
0.021 0.0186 0.017 0.015
止规Ø25
或者将 0.0024止规Ø25.021 0.0024
0.002 通规:Ø25.0246 0
即测量结果不能肯定的程度。 μ1允许值约为 0.9A(安全裕度A-相当于测量中总的不确定 度)。
选择测量器具,应使所选用的测量器具的测量 不确定度等于或小于标准规定的测量器具的测
量不确定度允许值 μ1,即μ1′≤μ1。
图:比较仪
比较仪利用相对法进行测量的长度测量
工具,主要由测微仪和比较仪座组成。测量 时,先用量块研合组成与被测基本尺寸相 等的量块组,再用此量块组使测微仪指针 对零,然后换上被测工件,测微仪指针指
方式一:内缩方式
验收极限是从工件的上极限尺寸和下极限尺寸分别向
工件尺寸公差带内移动一个安全裕度A来确定的。
K s Lmax A
方式二:不内缩方式
Ki Lmin A
验收极限是以图样所规定工件的上极限尺寸和下极限 尺寸分别作为上、下验收极限,即A=0。
K s Lmax
K i Lmin
② 当工艺能力指数Cp≥1时,选择不内缩方式;但若采
用包容要求的孔、轴,其最大实体尺寸一边的验收极限
采用单向内缩方式。 ③ 对于偏态分布的尺寸,其验收极限可只对尺寸偏向 的一边采用单向内缩方式。 ④ 对于非配合尺寸和一般公差的尺寸,其验收极限采
用不内缩方式。
9
11.3
计量器具的选择
确定工件尺寸验收极限后,还需正确选择计量器具以
7
最大极限尺寸
环规塞规高度规卡规管理规程

文件制修订记录1.概述规类量具:主要有内径规(又称环规,以下简称环规)、光滑塞规(以下简称塞规)、外径规、高度规、卡规等。
1.1 环规:是一种定值量具,结构简单,其优点是校对方便。
1.2 塞规:是一种定值量具,结构简单,使用方便,能有效控制工件的极限尺寸。
1.3 外径规:是一种定值量具,结构简单,校对方便,测量时先用外径规校零,比较与零位的偏差量来判断工件是否合格。
1.4 高度规:是一种定值量具,结构简单,使用简便、在成批生产,特别是大批量生产时被广泛应用。
1.5 卡规:主要用于线圈终端检测,卡规有两种:一种带有引出线检测棒,标记引出线高度;一种没有引出线检测棒。
2.技术要求2.1专用规类量具图纸(以下简称图纸)要求2.1.1 图纸的设计与编号由工艺技术部相关担当人员负责设计图纸,并在图纸上清楚标注各种需测量的参数(包括磨损极限)等,经科长审批、部长批准,必要时请相关部门会签。
图纸必须具有唯一性编号,编号方式如下:SCT-分页号系列号顺序号类别号类别号:1环规 2塞规 3外径规 4高度规 5其他顺序号:按先后顺序,从0001开始依次编号系列号:1至3位代码,G表示SG系列(可省略),H表示SH系列,INV表示变频系列,TH表示双转子系列分页号:为零件图序号,装配图省略2.1.2 图纸的审批和分发图纸必须符合《文件及记录控制程序》规定审批的程序才能正式发布和实施。
分发的每份文件必须加盖“部门章”作为受控标记,并注明分发号、分发日期,做好签收记录。
2.2检定要求2.2.1 外观要求:规类量具的测量面不应有锈迹、毛刺、划痕、碰伤等影响测量准确度的缺陷。
使用中的专用量具不应有明显影响外观和使用质量的缺陷,必须有公司唯一的量具编号,校对规应刻有实测值,标志应正确、清楚。
2.2.2 表面粗糙度要求:规类量具测量面的粗糙度必须符合图纸要求。
2.2.3 形位公差要求:规类量具的主要形位公差:圆度、圆柱度、平面度、平行度应在尺寸允许偏差范围之内,数值为其50%,当尺寸允许偏差范围小于或等于0.002mm时,数值为0.001mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 8 9 11 13 16 19 22 25 29 32 36
+1.5-1 +2-1.2
+5.2-2.4 -2.4 60 +6.5-3 -3 75
-2.4 48 -2.8 58 -3.4 70 -4 -5 -6 -7 -8 -9 -10 -11 84
300 +30.5-11 -11 480 360 +36.5-13 -13 580 430 +42.5-15 -15 700 520 +49-18 620 +61-22 740 +73-26 870 +85-30 -18 840
IT8
止端
Z 工件 通端
T 14 18 22 27 33 39 46 54 63 72 81 89 -2.8+1.6 -3.6+2 -4.4+2.4 -5.4+2.8 -6.7+3.4 -8+4 -9.3+4.6 1.6 2 2.4 2.8 3.4 4 4.6
IT9
止端
Z 工件 通端
T 25 30 36 43 52 62 74 87 -4+2 -5.2+2.4 -6.4+2.8 -7.7+3.4 -9+4 -10.5+5 -12+6 -13.5+7 2 2.4 2.8 3.4 4 5 6 7 8 9 10 11
1000 -92+34 1200 -110+40 1400 -123+46 1600 -146+52 1850 -160+60 2100 -183+66 2300 -207+74
-4.8+2.8 2.8 -5.4+3.2 3.2 -6.3+3.8 3.8 -7.2+4.4 4.4 -8+4.8 4.8
IT6
工件 通端
T
IT7
止端
Z 工件 通端
T 1 1.2 10 12 15 18 21 25 30 35 40 46 52 57 -2.2+1.2 -2.7+1.4 -3.3+1.8 -3.8+2 -4.6+2.4 -5.5+3 -6.4+3.6 -7.5+4.2 -8.4+4.8 -9.7+5.4 -11+6 -12.5+7 1.2 1.4 1.8 2 2.4 3 3.6 4.2 4.8 5.4 6 7
6 8 9 11 13 16 19 22 25 29 32 36
-1.5+1 -2+1.2
300 -30.5+11 11 360 -36.5+13 13 430 -42.5+15 15 520 -49+18 620 -61+22 740 -73+26 870 -85+30 18 22 26 30
-2.3+1.4 1.4 -2.8+1.6 1.6 -3.4+2 -4+2.4 2 2.4
IT13
止端
Z 工件 通端
T 140 180 220 270 330 390 460 540 630 720 810 890 -17+6 -19.5+7 -24+8 -29+10 -34+12 -41+14 -48+16 -56+20 -63+22 -73+26 -80+28 -90+32 6 7 8 10 12 14 16 20 22 26 28 32
+2.3-1.4 -1.4 +2.8-1.6 -1.6 +3.4-2 +4-2.4 -2 -2.4
-2.4 36 -2.8 43 -3.4 52 -4 62
+7.8-3.6 -3.6 90 +10-4 +11.5-5 -4 -5 -6 -7 -8 -9 -10 -12 -14
110 +14-6 130 +16.5-7 160 +20-8 190 +23.5-9 220 +27-10 250 +31-12 290 +36-14 320 +40-16 360 +45-18
100 +14-6 120 +16.5-7 140 +19-8 160 +22.5-9 185 +25-10 210 +28-12 230 +32-14
-22 1000 +92-34 -26 1200 +110-40 -30 1400 +123-46
+4.8-2.8 -2.8 +5.4-3.2 -3.2 +6.3-3.8 -3.8 +7.2-4.4 -4.4 +8-4.8 -4.8
IT13
止端
Z 工件 通端
T 140 180 220 270 330 390 460 540 630 720 810 890 +17-6 +19.5-7 +24-8 +29-10 +34-12 +41-14 +48-16 +56-20 +63-22 +73-26 +80-28 +90-32 -6 -7 -8 -10 -12 -14 -16 -20 -22 -26 -28 -32
-7.8+3.6 3.6 -10+4 -11.5+5 4 5 6 7 8 9 10 12 14
110 -14+6 130 -16.5+7 160 -20+8 190 -23.5+9 220 -27+10 250 -31+12 290 -36+14 320 -40+16 360 -45+18
100 -14+6 120 -16.5+7 140 -19+8 160 -22.5+9 185 -25+10 210 -28+12 230 -32+14
IT14
止端
Z 工件 通端
T 250 -24.5+9 9
IT15
止端
Z工件 通端
T 400 480 580 700 840 -37+14 -43+16 -50+20 -62+24 -74+28 止端
Z 14 16 20 24 28 34 40 46 52 60 66 74
至3 3~6 6~10 10~18 18~30 30~50 50~80 80~120 120~180 180~250 250~315 315~400
IT14
止端
Z 工件 通端
T 250 +24.5-9 -9
IT15
止端
Z工件 通端
T 400 +37-14 +43-16 +50-20 +62-24 +74-28 止端
Z -14 -16 -20 -24 -28 -34 -40 -46 -52 -60 -66 -74
至3 3~6 6~10 10~18 18~30 30~50 50~80 80~120 120~180 180~250 250~315 315~400
1300 +122.5-45 -45 2100 +183-66 1400 +135-50 -50 2300 +207-74
+8.9-5.4轴最大极限尺寸-(Z+T/2);止端=轴最小极限尺寸。将(Z+T/2)计算出来并冠“-”号,在通端和止端T值前冠“+”号,列成表
-4.6 74
+10.7-5.4 -5.4 87 +12-6 +13.5-7 +15-8 +16.5-9 -6 -7 -8 -9
-10 350 -12 400 -14 460 -16 520 -18 570
100 +16-8 115 +18.5-9 130 +21-10 140 +23.5-11
1000 +97.5-35 -35 1600 +146-52 1150 +110-40 -40 1850 +160-60
塞规公差表(um)
通端=孔最小极限尺寸+(Z+T/2);止端=孔最大极限尺寸。将(Z+T/2)计算出来并冠“+”号,在通端和止端T值前冠“-”号,列成表
IT6
工件 通端
T
IT7
止端
Z 工件 通端
T -1 -1.2 10 12 15 18 21 25 30 35 40 46 52 57 +2.2-1.2 -1.2 +2.7-1.4 +3.3-1.8 +3.8-2 +4.6-2.4 +5.5-3 +6.4-3.6 +7.5-4.2 +8.4-4.8 +9.7-5.4 +11-6 +12.5-7 -1.4 -1.8 -2 -2.4 -3 -3.6 -4.2 -4.8 -5.4 -6 -7
IT10
件 通端
止端
Z 工
T 40 48 58 70 84 -5.2+2.4 2.4 -6.5+3 3
IT11
T
止端
Z 工件 通端
60 75 90 -7.5+3 -10+4 -11.5+5 3 4 5 6 7 8 9 10 12 14 16 18
IT12
止端
Z工件 通端