旋压成型工艺在模具上应用
封头旋压成型
封头的旋压成型
封头的旋压成型
使毛坯旋转的同时,用简单的工具使毛坯逐渐变形,成为所需 零件形状 。
(1)旋压成型的特点
1.工具简单,工艺装备更换时间短。 2.金属的变形速度小,不易减薄和褶皱。 3. 自动化程度高,易操作。
(2)旋压成型的方法
最常用的单机旋压法(一步成形法)和联机旋压法(两步成形法)。
b.联机旋压法
压鼓机与翻边机先后对毛坯进行旋压成型。
(1)压鼓机工作原理 1-油压机;2-上胎;3-导辊;4-导辊架;5-丝杆; 6-手轮;7-导辊(可垂直面板运动);8-驱动辊; 9-电机;10-减速箱;压翻边机 1-上转筒;2-下转筒;3-主轴;4-底座;5-内旋辊; 6-内旋辊水平轴;7-内辊垂直轴;8-加热炉;9-外旋辊; 10-外旋辊水平轴;11-外辊垂直轴
a.单机旋压法:
将压鼓与翻边在一台旋压机上一次完成 。
1.有模旋压法 有一个与封头内壁形状相同 的模具,封头毛坯被辗轧在 模具上成型。旋压机具有旋 压、边缘加工等用途。
2.无模旋压法 除用于夹紧毛坯的模具外,不需要其他成型模具,封头的 旋压全靠外旋辊与内旋辊配合完成。
3.冲旋联合法
在一台机器上先冲压成碟形,再用旋压来翻边成型。
金属旋压成形工艺

金属旋压成形工艺引言金属旋压成形是一种常见的金属成形工艺,通过将金属材料置于旋转的模具中,通过轴向压力和旋转运动对金属材料进行塑性变形,从而得到所需形状和尺寸的产品。
金属旋压成形工艺在制造行业中得到广泛应用,广泛用于制造各种金属产品,如罐体、汽车零部件、工业容器等。
本文将介绍金属旋压成形工艺的原理、应用领域和工艺参数等内容。
原理金属旋压成形的基本原理是通过旋转压力对金属材料进行塑性变形,从而得到所需形状和尺寸的产品。
其具体步骤如下: 1. 将金属材料置于旋转的模具中,并夹紧以防止材料滑动。
2. 施加轴向压力,使金属材料受到压力作用。
3. 同时进行模具的旋转运动,使金属材料在轴向压力和旋转力的作用下发生塑性变形。
4. 根据产品的形状和尺寸要求,逐渐调整模具的位置和形状,使金属材料逐步完成所需的变形。
应用领域金属旋压成形工艺广泛应用于以下领域: 1. 罐体制造:金属旋压成形工艺可用于制造各种罐体,如油罐、气罐、水罐等。
通过金属旋压成形,可以使罐体具有较高的密封性和强度。
2. 汽车零部件:金属旋压成形工艺可用于制造汽车零部件,如汽车油箱、排气管等。
通过金属旋压成形,可以使零部件具有较好的耐压性和密封性。
3. 工业容器:金属旋压成形工艺可用于制造各种工业容器,如储罐、压力容器等。
通过金属旋压成形,可以使容器具有较高的耐压性和耐腐蚀性。
4. 金属管材加工:金属旋压成形工艺可用于加工金属管材,改变其形状和尺寸。
通过金属旋压成形,可以使金属管材具有较好的韧性和强度。
工艺参数金属旋压成形的工艺参数对成形效果和产品质量起着重要的影响。
常见的工艺参数包括: 1. 旋转速度:旋转速度是指旋转模具的转速,通常以每分钟转数(RPM)来表示。
旋转速度的选择要根据金属材料的性质和成形要求来确定,过高或过低的旋转速度都可能影响成形效果。
2. 压力:压力是指施加在金属材料上的轴向压力。
压力的选择要根据金属材料的硬度和成形要求来确定,过高或过低的压力都可能导致成形不良或产生内部应力。
数控旋压成形工艺应用实例

数控旋压成形工艺应用实例
数控旋压成形是受到西方国家工艺发展技术启发而出现的新工艺,其特点是在一定深度,一定要求下,将目标物理材料牢固地加工在一定的形状上。
可以说数控旋压成形是一种自动加工技术,可以满足个性化加工和大量生产加工需要。
数控旋压成形技术的应用实例主要体现在汽车零部件领域,如汽车钣金制品。
将相关的金属材料进行旋压成形,可以得到重复性高、稳定性好、质量可信的成品,且加工效率高,可以节省成本,满足设计者制造要求。
另一个应用实例是在航空航天推进器中推进装置制造领域,金属材料的旋压成形将大大提高加工精度,改善部件的稳定性,增强推进装置的平稳行驶性和安全稳定性,以相同物料质量提高活性,减少推力装置的体积,节约材料成本,提高抗热性能,满足航空航天的发射需求。
另一个应用实例是在页岩油原油处理行业中应用。
采用数控旋压成形技术,可以在原油加工中高效地进行滤液,膨润土和矿物油过滤,以达到消费品油质量要求。
此外,数控旋压成形技术还可以应用于机械模具制造、生活用品制造甚至医疗机器等行业中,因而来说,它对制造、设计行业具有极大的推动作用,是现代制造业的重要技术手段。
总之,数控旋压成形技术在行业中的应用实例多种多样,满足了各行各业的需求,节省了生产成本,提高了加工精度。
未来,数控旋压成形技术将不断发展壮大,为企业的发展提供更多的机会。
旋压技术的应用
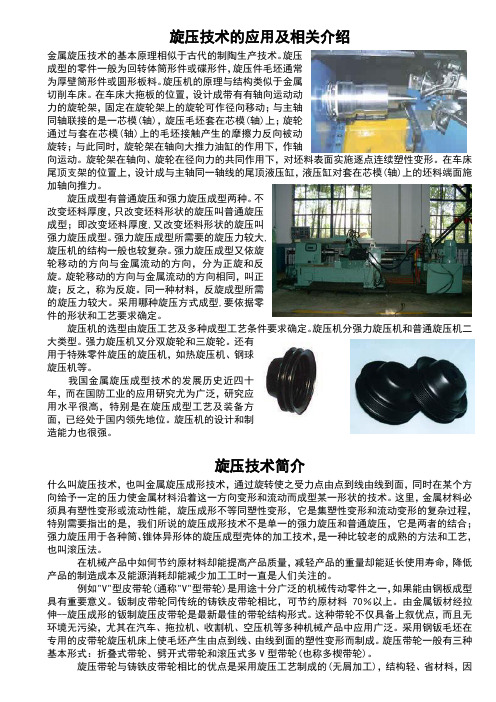
旋压技术的应用及相关介绍金属旋压技术的基本原理相似于古代的制陶生产技术。
旋压成型的零件一般为回转体筒形件或碟形件,旋压件毛坯通常为厚壁筒形件或圆形板料。
旋压机的原理与结构类似于金属切削车床。
在车床大拖板的位置,设计成带有有轴向运动动力的旋轮架,固定在旋轮架上的旋轮可作径向移动;与主轴同轴联接的是一芯模(轴),旋压毛坯套在芯模(轴)上;旋轮通过与套在芯模(轴)上的毛坯接触产生的摩擦力反向被动旋转;与此同时,旋轮架在轴向大推力油缸的作用下,作轴向运动。
旋轮架在轴向、旋轮在径向力的共同作用下,对坯料表面实施逐点连续塑性变形。
在车床尾顶支架的位置上,设计成与主轴同一轴线的尾顶液压缸,液压缸对套在芯模(轴)上的坯料端面施加轴向推力。
旋压成型有普通旋压和强力旋压成型两种。
不改变坯料厚度,只改变坯料形状的旋压叫普通旋压成型;即改变坯料厚度,又改变坯料形状的旋压叫强力旋压成型。
强力旋压成型所需要的旋压力较大,旋压机的结构一般也较复杂。
强力旋压成型又依旋轮移动的方向与金属流动的方向,分为正旋和反旋。
旋轮移动的方向与金属流动的方向相同,叫正旋;反之,称为反旋。
同一种材料,反旋成型所需的旋压力较大。
采用哪种旋压方式成型,要依据零件的形状和工艺要求确定。
旋压机的选型由旋压工艺及多种成型工艺条件要求确定。
旋压机分强力旋压机和普通旋压机二大类型。
强力旋压机又分双旋轮和三旋轮。
还有用于特殊零件旋压的旋压机,如热旋压机、钢球旋压机等。
我国金属旋压成型技术的发展历史近四十年,而在国防工业的应用研究尤为广泛,研究应用水平很高,特别是在旋压成型工艺及装备方面,已经处于国内领先地位。
旋压机的设计和制造能力也很强。
旋压技术简介什么叫旋压技术,也叫金属旋压成形技术,通过旋转使之受力点由点到线由线到面,同时在某个方向给予一定的压力使金属材料沿着这一方向变形和流动而成型某一形状的技术。
这里,金属材料必须具有塑性变形或流动性能,旋压成形不等同塑性变形,它是集塑性变形和流动变形的复杂过程,特别需要指出的是,我们所说的旋压成形技术不是单一的强力旋压和普通旋压,它是两者的结合;强力旋压用于各种筒、锥体异形体的旋压成型壳体的加工技术,是一种比较老的成熟的方法和工艺,也叫滚压法。
数控旋压成形工艺的应用实例与探讨教材
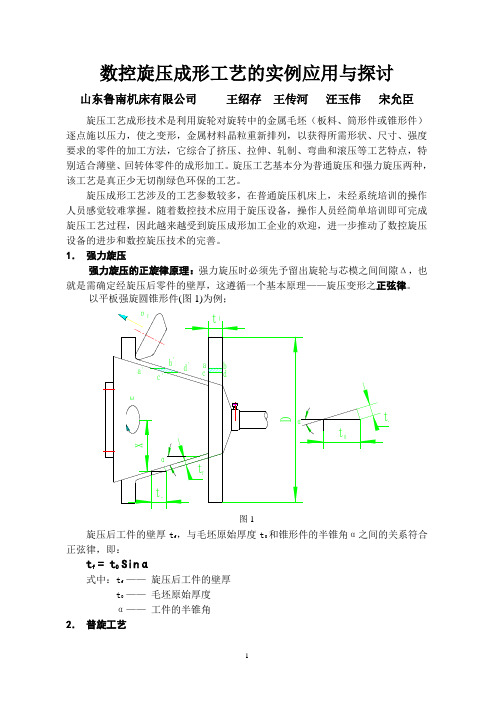
数控旋压成形工艺的实例应用与探讨山东鲁南机床有限公司王绍存王传河汪玉伟宋允臣旋压工艺成形技术是利用旋轮对旋转中的金属毛坯(板料、筒形件或锥形件)逐点施以压力,使之变形,金属材料晶粒重新排列,以获得所需形状、尺寸、强度要求的零件的加工方法,它综合了挤压、拉伸、轧制、弯曲和滚压等工艺特点,特别适合薄壁、回转体零件的成形加工。
旋压工艺基本分为普通旋压和强力旋压两种,该工艺是真正少无切削绿色环保的工艺。
旋压成形工艺涉及的工艺参数较多,在普通旋压机床上,未经系统培训的操作人员感觉较难掌握。
随着数控技术应用于旋压设备,操作人员经简单培训即可完成旋压工艺过程,因此越来越受到旋压成形加工企业的欢迎,进一步推动了数控旋压设备的进步和数控旋压技术的完善。
1.强力旋压强力旋压的正旋律原理:强力旋压时必须先予留出旋轮与芯模之间间隙Δ,也就是需确定经旋压后零件的壁厚,这遵循一个基本原理——旋压变形之正弦律。
以平板强旋圆锥形件(图1)为例;图1旋压后工件的壁厚tf ,与毛坯原始厚度t和锥形件的半锥角α之间的关系符合正弦律,即:t f = t0 Sinα式中:tf——旋压后工件的壁厚t——毛坯原始厚度α——工件的半锥角2.普旋工艺普旋工艺的原理:依据正旋率的计算分多道次旋压,采用正反渐开线组合运用,即所谓的贝齐埃凸凹曲线,该轨迹方式的运用能降低材料的减薄率,使变薄均匀,实现平稳旋压。
实际在数控旋压设备运用时,考虑数控系统的经济性选型,将分段圆弧代替渐开线,辅以直线过渡,再配合适当的往返点及相应的旋压参数,可以较便利的旋压出合格的产品(编程时可以借助CAD找正程序点)。
曲母线零件普旋工艺示意图(图2):图23.典型数控旋压工艺及模具设计实例以下典型工艺均在我公司PXK350A数控旋压机床上完成,单轮旋压,配置广州数控系统GSK980TDa。
3.1自动单循环强力旋压通常如图1中α>15°的锥体能在一道次中旋制,能产生较大的材料变薄成形,获得底厚边薄的产品。
旋压成型工艺
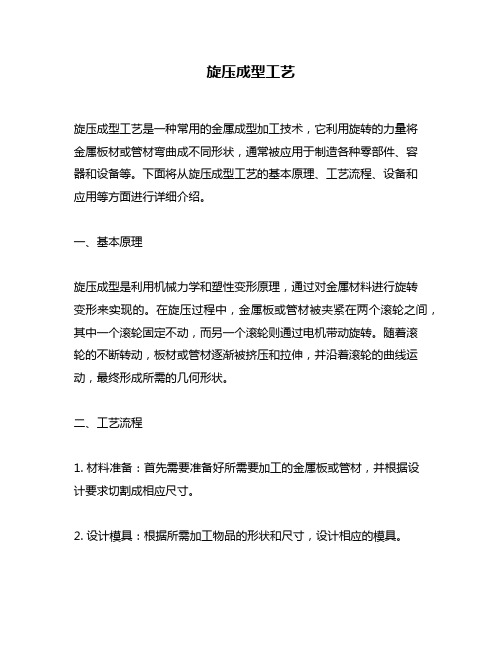
旋压成型工艺旋压成型工艺是一种常用的金属成型加工技术,它利用旋转的力量将金属板材或管材弯曲成不同形状,通常被应用于制造各种零部件、容器和设备等。
下面将从旋压成型工艺的基本原理、工艺流程、设备和应用等方面进行详细介绍。
一、基本原理旋压成型是利用机械力学和塑性变形原理,通过对金属材料进行旋转变形来实现的。
在旋压过程中,金属板或管材被夹紧在两个滚轮之间,其中一个滚轮固定不动,而另一个滚轮则通过电机带动旋转。
随着滚轮的不断转动,板材或管材逐渐被挤压和拉伸,并沿着滚轮的曲线运动,最终形成所需的几何形状。
二、工艺流程1. 材料准备:首先需要准备好所需要加工的金属板或管材,并根据设计要求切割成相应尺寸。
2. 设计模具:根据所需加工物品的形状和尺寸,设计相应的模具。
3. 夹紧材料:将金属板或管材夹紧在旋压机上,并调整好滚轮的位置和旋转速度。
4. 开始加工:启动旋压机,让滚轮开始旋转,并逐渐调整滚轮的位置和速度,使得金属板或管材逐渐弯曲成所需形状。
5. 检查质量:完成加工后,需要对成品进行检查,确保其符合设计要求和质量标准。
三、设备1. 旋压机:是实现旋压成型的核心设备,主要由底座、夹紧装置、传动系统、滚轮等组成。
根据不同的加工需求和规格,可以选择不同型号的旋压机。
2. 模具:根据不同加工物品的形状和尺寸设计相应的模具。
一般来说,模具可以分为圆锥形、球形、椭圆形等多种类型。
3. 辅助设备:如切割机、钻孔机等辅助设备可以帮助完成材料准备工作,并提高生产效率。
四、应用1. 容器制造:利用旋压成型技术可以制造各种形状的容器,如锅、盆、罐等。
2. 金属零部件:旋压成型技术可以制造各种形状的金属零部件,如轴承、齿轮、法兰等。
3. 装饰品制造:利用旋压成型技术可以制造各种形状的装饰品,如灯罩、花盆、雕塑等。
4. 工艺品制造:旋压成型技术可以制造各种形状的工艺品,如铜器、铜像等。
总之,旋压成型工艺是一种非常实用和广泛应用的金属加工技术。
关于旋压成形技术旋压是一种特殊的成形方法
关于旋压成形技术旋压是一种特殊的成形方法,是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或擀棒加压于坯料,使之产生局部的塑性变形。
在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。
用旋压方法可以完成各种形状旋转体的拉深、翻边、缩口、胀形和卷边等工艺。
旋压成形有普通旋压和强力旋压成形两种:不改变坯料厚度,只改变坯料形状的旋压叫普通旋压成形;既改变坯料厚度,又改变坯料形状的旋压叫强力旋压成形。
强力旋压成形所需要的旋压力较大,旋压机的结构一般也较复杂。
强力旋压成形又依旋轮移动的方向与金属流动的方向,分为正旋和反旋。
旋轮移动的方向与金属流动的方向相同,叫正旋;反之,称为反旋。
同一种材料,反旋成形所需的旋压力较大。
采用哪种旋压方式成形,要依据零件的形状和工艺要求确定。
关于306所旋压技术中心306所旋压技术中心成立于2004年,3000多平方米的生产车间,现有多台先进的数控旋压设备,包括自主研发的NX60-250CNC数控模环旋压机、从西班牙引进的ZENN-120/2CNC 数控旋压机、国内研制的GENN-50PNC数控普通旋压机和从德国引进的ST56-90CNC三轮强力数控旋压机等,从内旋到外旋、从普旋到强旋,旋压成形工艺成熟。
除了旋压设备,中心还配备有多种仪器设备,如三坐标测量仪、无损探伤设备、超声波测厚仪、硬度仪以及各类机械加工设备等。
依托国家“十五”、“十一五”、“十二五”科研计划的支持,中心主要研究各种金属材料薄壁回转体零件成形技术,已成功开发了模环旋压、曲母线内旋压、超长/超薄壁筒体同步旋转张力旋压等一大批先进的旋压技术,是国内唯一一家开展模环旋压、超长/超薄壁筒体同步旋转张力旋压工艺研究的单位,内旋压工艺研究水平也处于国内领先地位。
金属加工方式:旋压
金属加工方式:旋压简介旋压是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。
旋压可以完成各种复杂钣金零件的复杂几何特征,是一种钣金成型的特殊方法。
可以利用旋压方法完成拉深、翻边、缩口、胀形和卷边等的复杂钣金零件的几何特征。
分类按变形原理普通旋压机,强力旋压机按主轴位置卧式旋压机:主轴为水平方向的叫卧式旋压机立式旋压机:主轴为垂直方向的叫立式旋压机按旋轮个数单旋轮旋压机:只有一个旋轮的旋压机称为单轮旋压机双旋轮旋压机:有两个旋轮的旋压机称为双轮旋压机三旋轮旋压机:有三个旋轮的称为三轮旋压机多旋轮:有三个以上旋轮的称为多轮旋压机芯模相对位置外旋压机:旋轮从外部对工件进行旋压的旋压机内旋压机:旋轮从内部对工件进行旋压的旋压按金属流动方向正旋:金属流动方向与旋轮运动方向相同的旋压反旋:金属流动方向与旋轮运动方向相反的旋压正反旋:金属在旋压过程中向两个方向流动的旋压按旋压温度热旋压机:能够对工件进行加热旋压的旋压机冷旋压机:在常温下进行旋压的旋压旋压过程板坯与芯模共同旋转,由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形的冲压成形工艺。
旋压可制造各种轴对称旋转体零件,如扬声器、弹体、高压容器封头、铜锣;也可用于气瓶收口、筒坯成形等。
旋压的特点是:用很小的变形力可成形很大的工件;使用设备比较简单,中小尺寸的薄板件可用普通车床旋压;模具简单,只需要一块芯模,材质要求低。
旋压适用于小批生产,因其只能加工旋转体零件,局限性较大,生产率低。
旋压可用专门机械,采用仿形旋压和数字控制旋压。
在旋压成形的同时使板厚减薄的工艺称为变薄旋压,又称强力旋压,多用于加工锥形件、薄壁的管形件等,也可用以旋压大直径的深筒,再剖开后制成平板。
旋压优缺点旋压加工的优点是设备和模具都比较简单(没有专用的旋压机时可用车床代替),除可成形如圆筒形、锥形、抛物面形成或其它各种曲线构成的旋转体外,还可加工相当复杂形状的旋转体零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工件切边高度 等面积计算
工件成型高度 按容水量规范确定
工件口部直径 工作要求(无回弹设计)
偏心旋轮直径 d<D 我厂取 d=D- 1mm
偏心距
R= D0- d 2
" " 2# Du/2
橡皮产生的扭矩 M=
P2F$dpd%
00
防滑橡胶板直径 F 压强
$ 摩擦系数取 0.6
表 3 所示为我厂茶壶身旋压模资料。
限
!s=8kgN/mm2,则 Pn=2.78×8=23kg/mm2 对于铝制茶壶身旋压,赶棒(W18CrV)与圆筒工件 旋压面积一般近似 A=3mm2
那末总旋力:
P=PnA=69kg
(5)
上式表明:可实现人工旋压,降低自动机构的制
造费用,赶棒依力学杠杆原理设计,减轻工人劳动强
Y=-
PL3 3EI
(6)
规格(22cm 高锅盖)
&232 &219 &58 80.5 &71 &168
备注 单位:mm
茶壶缩口旋压模如图 6 所示,罗锅身缩口旋压模 如图 7 所示。
图5 茶壶旋压成型模图(材料:纯铝板)
符号 D0 h h0 D d R
Du
表 2 茶壶旋压成型设计公式
名称
公式
工件压延内径 =落片直径×压延系数(取 0.5)
度。 1Cr13 不锈钢屈服限 !s≈48kgN/mm2,是铝的 6
倍,旋压力可达 P=420kg,建议机动旋压。
!1=- 0.180 !max !2=- 0.288 !max !3=- 0.780 !max 对于塑性金属材料 MiSeS 屈服条件:
(2)
(3)旋轮轴、送进轴的刚性位移。 在强力旋压情况下,旋压力过大将使轴发生弹性
1 前言
柴油机油底壳属于形状复杂的异形拉伸件,系柴
油机中难度较高的冲压件之一,2005 年三季度,郑州 日产柴的皮卡车装发动机的零部件油底壳由 3 件主
""""""""""""""""""""""""""""""""""""""""""""""""
Pn——单位长度上载荷 危险点次是:
表 3 茶壶身旋压模资料
名称及符号
D0 h h0 D d R r 落片直径 旋压主轴转速 旋压机主轴 旋压机送进轴 容水量 旋压次数
茶壶规格
26cm
24cm
22cm
备注
&254 182 178 &160 &159 47.5 45
&234 165 156 &145 &144 45 46
&214 150 136 &130 &129 42.5 35
体接触面上的赫芝应力呈椭圆形分布,最大值在接触
中心。
! !max=0.418
Pn
E "
式中 E— ——综合弹性模量
(1)
"—— —综合曲率半径
·37·
·冲 模 技 术·
裙边油底壳拉伸工艺分析及模具设计
东风朝阳思益有限责任公司锻压公司(辽宁朝阳 122000) 潘玉云 陈相杰
【摘要】对裙边油底壳进行了工艺性分析、模具设计。介绍了裙边油底壳拉伸模结构,裙边油 底壳周边需在凹模和压边圈拉伸成形。 关键词:裙边油底壳;凸模;凹模;压边圈;拉伸模
1 引言
各种金属板材的旋压成型在工业上得到广泛的 应用,日用器皿的生产也归入模具成形产品的范畴, 有关这方面资料太少,可作如下简单分类(见图 1)。
3 日用器皿旋压成型的典型模具
图 3 所示为锅盖凸缘强力旋压成型模,图 4 为锅 盖凸缘强力旋压成型,其计算公式见表 1 所示。
图1 旋压模分类及操作方式
《 模具制造》2006 年第 8 期
茶壶底筋旋 凸后标准尺 寸分别为 D0= 26cm、24cm、 22cm ( 内 旋 压)单位:mm
&507
&470
&426
单位:mm
2000 ̄3000 2000 ̄3000 2000 ̄3000 单位:rpm
M50×5
M50×5
M50×5
单位:mm
&50
&50
&50
单位:mm
7.4
5.7
4.1
单位:kgf
DOI:10.13596/ki.44-1542/th.2006.0206
·冲 模 技 术·
旋压成型工艺在模具上应用
昆明市铝制品厂(云南昆明 650118) 邬天祥 吕天锡
【摘要】以多个实例详细介绍了旋压成型结构及设计参数的计算。 关键词:旋压;工艺;参数;成型
Application of Rotated Pr essing For ming Pr ocess on Die
Dr awing Technology Analysis and Die Design for the Shir t Side Oil Bottom Shell
【Abstr act】The technology is analyzed and the die is designed for shirt oil bottom shell. The drawing die structure of shirt oil bottom shell is introduced, the surrounding border of shirt oil bottom shell needs to be drawn at concave die and blank holder. Key wor ds: shirt oil bottom shell; punch; concave die; blank holder; drawing die
弯曲,其位移的精确式可由能量法卡氏定理计算,在 日用器皿上可用材料力学的公式计算:
(!1- !2)2+(!2- !3)2+(!3- !1)2=2!s2 (3) 式中 !s 为塑性材料的屈服限,将危险点主应力 代入上式解出:
!max=2.78!s
(4)
式(4)可作为旋压力 Pn 的最小近似值,铝的屈服
2 旋压的设备
(1)专用旋压机。 (2)可用普通车床改制,各主要部件刚性要好,图 2 为我厂改制旋压机示意图。
图 3 锅盖凸缘强力旋压成型模
图 2 简易旋压机示意图 1.电机(4.5kW) 2.旋压机主轴 3.旋轮 4.旋 压机送进轴 5.靠模 6.连杆 7.蜗轮蜗杆传动 8.减速箱(汽车变速箱) 9.电机(2.8kW)
【Abstr act】Rotated pressing forming structure and the calculation of designed parameters are introduced in detail by several real instances. Key wor ds: rotated pressing; process; parameter; forming
·36·
图 4 锅盖凸缘强力旋压成型
表 1 锅盖凸缘强力旋压计算公式
符号 D0 D d0
名称 工件压延内径 工件口部直径 偏心旋轮直径
R
偏心距
d 偏心旋轮凸缘成型直径
Du
防滑橡胶板直径
公式
落片直径×压延系数
工作使用要求(无回弹设计)
按偏心轴的刚度计算确定
R= D- d0 2
d=d0+D0- D
橡皮产生的扭矩
M= ! 12
"FDu3 解出Du
《 模具制造》2006 年第 8 期
·冲 模 技 术·
图 5 所示为茶壶旋压成型模具结构。 材料为纯铝板,其设计公式见表 2 所示。
表 4 为不锈钢(1Cr13)锅盖凸缘强力旋压成型资料。
表 4 不锈钢(1Cr13)锅盖凸缘强力旋压成型资料
符号
D0 D d0 R d Du
7次
《模具制造》2006 年第 8 期
图 6 茶壶(或称水壶)缩口旋压模实物照片
图 7 罗锅身缩口旋压模实物照片
4 旋压模设计的主要参数
(1)几何参数见表 1、表 2、表 3、表 4 所示。 (2)单位面积上旋压力 Pn 的计算。
旋压成型的塑性流动呈非线性关系,对于圆筒
件,如旋轮也加工成圆柱体,则依弹性力学中两圆柱
对矩形轴:
I=
6h3 12
式中 E— ——弹性模量,钢 2.1×1.04kg/mm2
D— ——矩形宽度,mm
h— ——矩形高度,mm
对圆形轴:
I=
"d4 64
(4)对铝板材旋压模材料选取。
芯模 40Cr,调质 240 ̄280HB。
旋轮 W18C4V(代用材料 9CrSi 淬火 60 ̄62HRC)。
·38·