旋压成型工艺模具
金属旋压成形工艺

金属旋压成形工艺引言金属旋压成形是一种常见的金属成形工艺,通过将金属材料置于旋转的模具中,通过轴向压力和旋转运动对金属材料进行塑性变形,从而得到所需形状和尺寸的产品。
金属旋压成形工艺在制造行业中得到广泛应用,广泛用于制造各种金属产品,如罐体、汽车零部件、工业容器等。
本文将介绍金属旋压成形工艺的原理、应用领域和工艺参数等内容。
原理金属旋压成形的基本原理是通过旋转压力对金属材料进行塑性变形,从而得到所需形状和尺寸的产品。
其具体步骤如下: 1. 将金属材料置于旋转的模具中,并夹紧以防止材料滑动。
2. 施加轴向压力,使金属材料受到压力作用。
3. 同时进行模具的旋转运动,使金属材料在轴向压力和旋转力的作用下发生塑性变形。
4. 根据产品的形状和尺寸要求,逐渐调整模具的位置和形状,使金属材料逐步完成所需的变形。
应用领域金属旋压成形工艺广泛应用于以下领域: 1. 罐体制造:金属旋压成形工艺可用于制造各种罐体,如油罐、气罐、水罐等。
通过金属旋压成形,可以使罐体具有较高的密封性和强度。
2. 汽车零部件:金属旋压成形工艺可用于制造汽车零部件,如汽车油箱、排气管等。
通过金属旋压成形,可以使零部件具有较好的耐压性和密封性。
3. 工业容器:金属旋压成形工艺可用于制造各种工业容器,如储罐、压力容器等。
通过金属旋压成形,可以使容器具有较高的耐压性和耐腐蚀性。
4. 金属管材加工:金属旋压成形工艺可用于加工金属管材,改变其形状和尺寸。
通过金属旋压成形,可以使金属管材具有较好的韧性和强度。
工艺参数金属旋压成形的工艺参数对成形效果和产品质量起着重要的影响。
常见的工艺参数包括: 1. 旋转速度:旋转速度是指旋转模具的转速,通常以每分钟转数(RPM)来表示。
旋转速度的选择要根据金属材料的性质和成形要求来确定,过高或过低的旋转速度都可能影响成形效果。
2. 压力:压力是指施加在金属材料上的轴向压力。
压力的选择要根据金属材料的硬度和成形要求来确定,过高或过低的压力都可能导致成形不良或产生内部应力。
铝旋压生产工艺流程

铝旋压生产工艺流程
一、材料准备阶段
1.确定铝板规格
(1)根据产品要求选择合适规格的铝板(2)确认铝板厚度和尺寸
2.表面处理
(1)清洁铝板表面
(2)去除氧化层
二、模具设计与制作
1.确定产品图纸
(1)设计产品结构和尺寸
(2)确认旋压成型要求
2.制作旋压模具
(1)加工模具结构
(2)确保模具精度
三、旋压成型
1.装夹铝板
(1)将铝板固定在旋压机上
(2)调整夹紧力和位置
2.旋压成型
(1)控制旋压速度和压力
(2)确保成型质量
四、表面处理
1.喷涂涂层
(1)选择合适的涂层类型
(2)控制喷涂厚度和均匀度
2.表面抛光
(1)进行表面打磨处理
(2)确保表面光洁度
五、检测与质量控制
1.外观检测
(1)检查成型产品外观
(2)发现缺陷及时修复
2.尺寸测量
(1)使用测量工具进行尺寸检测(2)确保产品尺寸符合要求六、包装与出库
1.包装
(1)选择合适包装材料(2)包装产品并标识2.出库
(1)检查产品质量(2)完成出库手续。
冲压成形模具设计课件-缩口、旋压、校形
① 模具结构 ② 工作原理 ③ 适用地方 a 软材料 b 薄材料 c 工件表面不允许有压痕 ④ 如何提高校平效果?
工件反叠 (3)齿形校平模 ① 模具结构
2021年9月28日星期二
学习情境4:其它冲压成形模具设计
第五节 校
② 工作原理 ③ 适用地方 a 硬材料 b 平面度误差较小 ④ 齿形的类型 A尖齿 a 齿形及尺寸 b 优点 c 缺点 B平齿
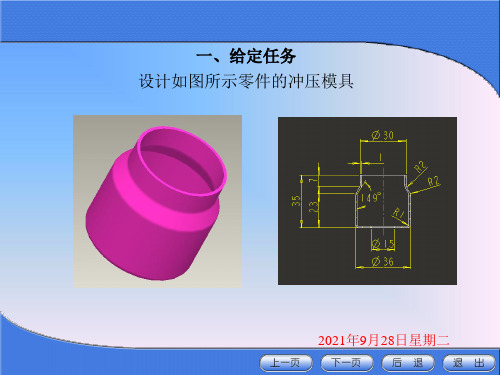
一、给定任务 设计如图所示零件的冲压模具
2021年9月28日星期二
学习情境4:其它冲压成形模具设计
第三节 缩 口
缩口:
将管坯或预先拉深好的圆筒形 件通过缩口模将其口部直径缩小的 一种成形方法。
一、缩口变形特点及变形程度
1.缩口的变形过程(三维、二维) 2.缩口的变形特点 (1)缩口变形区的应力与应变状 态
2021年9月28日星期二
学习情境4:其它冲压成形模具设计
第五节 校
二、平板零件的校平
1.校平方式 (1)模具校平 (2)手工校平 (3)专门设备校平 2.模具校平 (1)校平模具的种类 ① 光面校平模 ② 齿形校平模 (2)光面校平模
形
2021年9月28日星期二
学习组成 (2)工作原理(三维动画、二维动画) ① 坯料的定位 ② 滑块下行时各零件如何动作? ③ 滑块回程时各零件如何动作? (3)零件间的配合关系分析 ① 凹模与固定板 ② 支撑凸模与凹模 (4)部分零件性能分析
2021年9月28日星期二
学习情境4:其它冲压成形模具设计
学习情境4:其它冲压成形模具设计
第三节 缩 口
① 材料的塑性 ② 材料厚度 ③ 支承方式
二、缩口工艺计算
1.缩口次数 若工件的缩口系数m小于允许的缩口系数时,则需进行
金属材料成型_3.4_旋压成型技术
灯罩的金属旋压成型
德国WF旋压机用于加工铝质轮毂
其他制品 图3-27 旋压成型应用
THANKS
金属材料成型技术
第三章 塑性成型
3.3 旋压成型
目录
CONTENTS
1 旋压成型工艺流程 2 旋压成型工艺特点 3 旋压成型典型应用
旋压成形是一种利用旋压工具,对装夹于旋压机上的旋转 毛料施加压力,使之产生塑性变形,从而成为所需空心回转 体零件的工艺方法。金属旋压成型,是一门针对钣金的对称 旋转成型工艺,常常被应用零件准确度高(壁厚公差可达±0.05,内径可达 ±0.1~0.2),表面粗糙度好(可达Ra1.6以下)。 2)加工后材料的强度、硬度、疲劳强度均有提高。 3)材料利用率高。 4)模具简单。 5)生产率高。。
图3-26 旋压成型生产现场
THREE
3
旋压成型典型应用
旋压成型典型产品轮毂、家具,灯具,航天,交通工具,餐具,珠宝首 饰等。。
旋压床是主要的旋压设备,一般用车床改制而成。利用车 床主轴带动旋压模和毛料一起旋转,操纵旋压棒进行旋压成 形。
图3-24 旋压成型设备
ONE
1
旋压成型工艺流程
先将毛料压紧在模具上,使其随同模具一起旋转,同时从毛料的内缘 开始,因为内缘材料稳定性最高,用旋压棒赶辗延伸变薄,靠向模具的 底部圆角,旋成过渡形状1,然后由内向外赶料使毛料变为浅锥形,如 图中过渡形状2。此时毛料形成锥形,稳定性已较平板状提高,起皱失 稳趋势有所减小。
步骤3:成型完成后,芯棒被取出,零件的顶部 和底部被切除以便脱模
TWO
2
旋压成型工艺特点
工艺成本:模具费用(低),单件费用(中); 产量适合:小-中批量; 质量:表面质量很大程度上取决于操作工的技艺和生产速度; 速度:中上等的生产速度,具体取决于零件尺寸,复杂程度和钣金厚度; 适用材料:适用于温性金属板材,例如不锈钢,黄铜,铜,铝,钛等 设计考虑因素:1)金属旋压成型只适用于制造旋转对称的零件,最理 想的形体为半球形薄壳金属零件;2)通过金属旋压成型的零件,内部直径 应控制在2.5m之内。
旋压成型工艺
旋压成型工艺旋压成型工艺是一种常用的金属成型加工技术,它利用旋转的力量将金属板材或管材弯曲成不同形状,通常被应用于制造各种零部件、容器和设备等。
下面将从旋压成型工艺的基本原理、工艺流程、设备和应用等方面进行详细介绍。
一、基本原理旋压成型是利用机械力学和塑性变形原理,通过对金属材料进行旋转变形来实现的。
在旋压过程中,金属板或管材被夹紧在两个滚轮之间,其中一个滚轮固定不动,而另一个滚轮则通过电机带动旋转。
随着滚轮的不断转动,板材或管材逐渐被挤压和拉伸,并沿着滚轮的曲线运动,最终形成所需的几何形状。
二、工艺流程1. 材料准备:首先需要准备好所需要加工的金属板或管材,并根据设计要求切割成相应尺寸。
2. 设计模具:根据所需加工物品的形状和尺寸,设计相应的模具。
3. 夹紧材料:将金属板或管材夹紧在旋压机上,并调整好滚轮的位置和旋转速度。
4. 开始加工:启动旋压机,让滚轮开始旋转,并逐渐调整滚轮的位置和速度,使得金属板或管材逐渐弯曲成所需形状。
5. 检查质量:完成加工后,需要对成品进行检查,确保其符合设计要求和质量标准。
三、设备1. 旋压机:是实现旋压成型的核心设备,主要由底座、夹紧装置、传动系统、滚轮等组成。
根据不同的加工需求和规格,可以选择不同型号的旋压机。
2. 模具:根据不同加工物品的形状和尺寸设计相应的模具。
一般来说,模具可以分为圆锥形、球形、椭圆形等多种类型。
3. 辅助设备:如切割机、钻孔机等辅助设备可以帮助完成材料准备工作,并提高生产效率。
四、应用1. 容器制造:利用旋压成型技术可以制造各种形状的容器,如锅、盆、罐等。
2. 金属零部件:旋压成型技术可以制造各种形状的金属零部件,如轴承、齿轮、法兰等。
3. 装饰品制造:利用旋压成型技术可以制造各种形状的装饰品,如灯罩、花盆、雕塑等。
4. 工艺品制造:旋压成型技术可以制造各种形状的工艺品,如铜器、铜像等。
总之,旋压成型工艺是一种非常实用和广泛应用的金属加工技术。
关于旋压成形技术旋压是一种特殊的成形方法
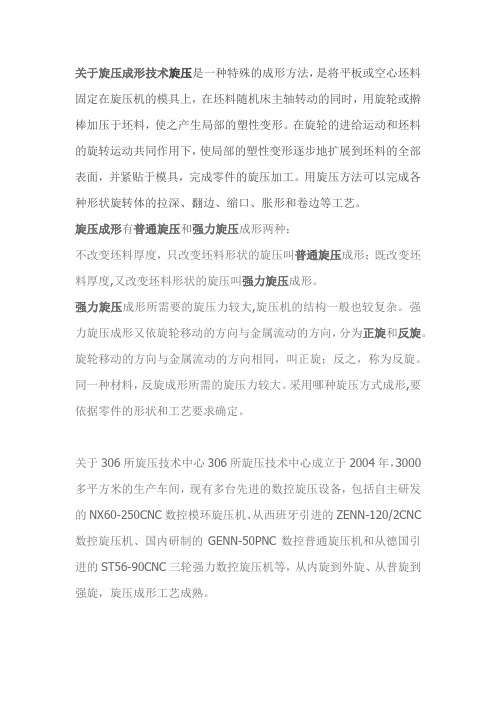
关于旋压成形技术旋压是一种特殊的成形方法,是将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或擀棒加压于坯料,使之产生局部的塑性变形。
在旋轮的进给运动和坯料的旋转运动共同作用下,使局部的塑性变形逐步地扩展到坯料的全部表面,并紧贴于模具,完成零件的旋压加工。
用旋压方法可以完成各种形状旋转体的拉深、翻边、缩口、胀形和卷边等工艺。
旋压成形有普通旋压和强力旋压成形两种:不改变坯料厚度,只改变坯料形状的旋压叫普通旋压成形;既改变坯料厚度,又改变坯料形状的旋压叫强力旋压成形。
强力旋压成形所需要的旋压力较大,旋压机的结构一般也较复杂。
强力旋压成形又依旋轮移动的方向与金属流动的方向,分为正旋和反旋。
旋轮移动的方向与金属流动的方向相同,叫正旋;反之,称为反旋。
同一种材料,反旋成形所需的旋压力较大。
采用哪种旋压方式成形,要依据零件的形状和工艺要求确定。
关于306所旋压技术中心306所旋压技术中心成立于2004年,3000多平方米的生产车间,现有多台先进的数控旋压设备,包括自主研发的NX60-250CNC数控模环旋压机、从西班牙引进的ZENN-120/2CNC 数控旋压机、国内研制的GENN-50PNC数控普通旋压机和从德国引进的ST56-90CNC三轮强力数控旋压机等,从内旋到外旋、从普旋到强旋,旋压成形工艺成熟。
除了旋压设备,中心还配备有多种仪器设备,如三坐标测量仪、无损探伤设备、超声波测厚仪、硬度仪以及各类机械加工设备等。
依托国家“十五”、“十一五”、“十二五”科研计划的支持,中心主要研究各种金属材料薄壁回转体零件成形技术,已成功开发了模环旋压、曲母线内旋压、超长/超薄壁筒体同步旋转张力旋压等一大批先进的旋压技术,是国内唯一一家开展模环旋压、超长/超薄壁筒体同步旋转张力旋压工艺研究的单位,内旋压工艺研究水平也处于国内领先地位。
铝合金旋压成型工艺
铝合金旋压成型工艺
铝合金旋压成型工艺,又称旋转冲压,是一种通过旋转式冲压设备对铝合金材料进行成型的工艺。
以下是铝合金旋压成型工艺的步骤:
1. 材料准备:选用适合的铝合金材料,将其切割成合适的片材。
2. 设计模具:根据所需成型零件的形状和尺寸,设计制作旋压模具。
模具一般由上模和下模组成,上模可用于固定材料,下模可用于旋压成型。
3. 材料固定:将铝合金片材置于上模上,并用夹紧装置将其固定。
4. 旋压成型:启动旋压设备,在设定的旋压力和速度下,利用下模将铝合金片材进行旋转,并通过上下模的压力逐渐使其成型。
旋压的同时,可以使用适当的润滑剂来减少摩擦。
5. 成品处理:完成旋压成型后,将成型的零件从模具中取出。
根据需要,可以进行后续的表面处理、清洁和检验等工序。
铝合金旋压成型工艺具有高效、精度高、成本低等优点,广泛应用于汽车、航空航天、电子等领域。
同时,也要注意安全操作,避免因操作不当而造成伤害。
旋转挤压成形工艺的探索与实践
旋转挤压成形工艺的探索与实践旋转挤压成形工艺是一种适用于金属制品生产的新型加工方法,通过锻造、压制、拉拔等多种加工方式将原材料加以处理,最终制成各种形状的轴类、套类等金属制品。
该工艺具备高效、环保、经济等优势,应用广泛,对于提高制造业的生产效率、改善产品质量意义重大。
本文基于对该工艺的实践调研和实际操作经验,总结了此工艺的优点和存在的一些问题,并对如何优化和创新此工艺进行了探讨。
一、工艺流程该工艺的基本流程如下:1. 制作模具:制作旋挤模具,确保模板和加工精度;2. 加工原材料:按照模具要求选料、热处理;3. 喷涂润滑油:在原材料表面喷涂润滑油,使制品表面平滑细腻;4. 上模夹紧:将原材料装入模具中,并夹紧模具;5. 启动旋转机:开通过程中原材料与模具之间进行旋转和挤压,顺着模具线程通道形成制品;6. 射流冷却:喷水冷却,使制品冷却定型;7. 喷砂去毛刺:喷砂除去制品毛刺,提高产品表面质量。
二、优点1. 低环境污染:与传统的压制、锻造等加工方式相比,旋转挤压成形工艺的喷涂润滑油和射流冷却等中间环节对环境污染较小,适用于绿色环保型生产模式。
2. 制品精度高:模具的精度和线形决定着最终产品的精度和表面质量。
该工艺中的模具精度高,线形良好,制品精度、表面质量远高于传统加工方式的制品,适用于高质量产品的制造。
3. 制品成形快速:该工艺中的旋转加工方式和线程通道设计,使得对原材料的加工在短时间内即可达到成品的要求。
与传统的冷挤压等加工方式相比,成形时间缩短到两三分钟之内。
三、存在问题1. 模具使用寿命短:因为旋转挤压成形工艺中,模具不断受到原材料的磨蚀和冲击,容易磨损、变形,维修成本较高,加重了企业成本负担。
2. 制品密度不易掌控:该工艺中进行加工时,因为原材料在旋转加工的过程中受到不同程度的压缩,容易导致制品密度不受掌控的问题,需要提高生产质量管控的能力。
3. 喷冷却水量难掌控:射流冷却过程中,冷却水的流量对于制品的质量有很大影响,但是很难控制,需要通过技术手段和工艺创新解决。
旋压成形工艺分析
压技术的单位不断增加,拥有旋压设备近千台,
从事旋压技术的人员数以千计。
汇报时间
第
一1、旋压的概念、特点、分类及发展简介 1 国页外技术先进的国家,其旋压技术已日臻成熟。
国内旋压技术近年来发展迅速,随着对外引进和 自主创新能力的提高,与国外先进国家旋压技术 的差距正在缩短。
汇报时间
二、普通旋压成形技术 普通旋压成形作为发展较早的一项旋压成
变形区②的坯料与旋轮圆角Ⅱ及芯模接触,产生 扎压与弯曲变形。承受轴向拉应力,切向压应力, 厚度方向有压应力σr,呈一向拉伸、两向压缩的 体积应变状态。
已变形区③产生拉伸变形,为轴向伸长、壁厚减 薄呈平面应变状态 。
汇报时间
第
1
二、普通旋压成形技术
9
2)页坯料的制备
坯料直径按等面积原则进行计算,考虑工件适量 减薄,坯料直径应小于计算值的3%~5%。薄璧 工件拉伸旋压时,坯料应先将边缘预成形,以防 止在前期旋压道次中起皱,并提高工效。坯料外 缘光滑整齐有利于防止旋压中边缘开裂。
阴极铜150~450m/min ;
黄铜200~650 m/min ;
不锈钢250~550 m/min ;
拉伸钢300~500 m/min。
汇报时间
第
2
二、普通旋压成形技术
2
5)页 旋轮轨迹的设定
无论在哪种旋压方式下,旋轮的运动轨迹都是一 个重要的工艺要素,平板拉深旋压成形曲母线形 和筒形件时,旋轮可按渐开线轨迹运动。渐开线 的方程为:(叶山益次郎)
汇报时间
第
一4、旋压的概念、特点、分类及发展简介 页
2、旋压成形工艺的特点: 1)在旋压过程中,旋轮(或钢球)对坯料逐点施压,接
触面积小,单位压力可达250~350公斤力/毫米2以上,对 于加工高强度难变形材料,所需总变形力较小,从而使功 率消耗大大降低。 2)坯料的金属晶粒在三向变形力的作用下,沿变形区滑 移面错移,滑移面各滑移层的方向与变形方向一致,因此, 金属纤维保持连续完整。。 3)强力旋压可使制品达到较高的尺寸精度和表面光洁度。 在旋压过程中,旋轮不仅对被旋压的金属有压延的作用, 还有平整的作用,因此制品表面光洁度高,
镁合金筒形件旋压成形工艺及模具设计
收稿日期22作者简介刘 陶(),男,硕士研究生。
文章编号:100124934(2010)022*******镁合金筒形件旋压成形工艺及模具设计刘 陶,龙思远,李 兵(重庆大学 材料科学与工程学院,重庆 400044)摘 要:介绍了镁合金筒形件的旋压成形工艺,研究了成形该工件的旋压模具结构。
在加热状态下,由主轴带动芯模和毛坯旋转,依靠芯模和旋轮使毛坯发生变薄旋压。
同时针对设计过程中出现的温度、毛坯结构等影响因素,设计出了合理的模具。
该模具结构简单,重点设计旋轮和芯模,实现了在普通车床上进行旋压,降低了成本,并成功得以生产应用。
关键词:镁合金;旋压;成形工艺;模具设计中图分类号:T G 386 文献标识码:BAbstract :The s pi nni ng pr ocess of m agnesi um alloy cyli ndrical par ts was i nt roduced ,a nd t hespi nni ng di e s t ruct ure was st udie d.I n t he he ati ng c onditi on ,t he c ore 2die a nd t he bl ank wer e dri ve n t o rot at e by t he spi ndl e ,a nd t he bla nk was t hi nned t hr ough spi nni ng.Me anwhile ,a rat ional die st r uct ure was desi gned accor di ng t o som e i nfl ue nci ng f act ors s uch as t e mper at ur e a nd bla nk st ruct ure.The di e was si mple i n st r uct ure ,i n w hic h t he spi nni ng w heel and core 2die we re e mp hati call y desi gne d.The spi nni ng pr ocess coul d t hus bee n reali zed on t he com 2mon l at he ,whi ch coul d decreas e t he cos t ,a nd i t has bee n s uc cessf ul ly appl ie d t o real p ro 2duct i on.K ey w ords :m agnes ium all oy;s pi nni ng;for mi ng p rocess ;di e desi gn0 引言镁合金作为一种最轻的金属结构材料,密度只有1.7g/cm 3,是铝的2/3,钢的1/4,与塑料相近。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
体接触面上的赫芝应力呈椭圆形分布,最大值在接触
中心。
! !max=0.418
Pn
E "
式中 E— ——综合弹性模量
(1)
"—— —综合曲率半径
·37·
·冲 模 技 术·
裙边油底壳拉伸工艺分析及模具设计
东风朝阳思益有限责任公司锻压公司(辽宁朝阳 122000) 潘玉云 陈相杰
【摘要】对裙边油底壳进行了工艺性分析、模具设计。介绍了裙边油底壳拉伸模结构,裙边油 底壳周边需在凹模和压边圈拉伸成形。 关键词:裙边油底壳;凸模;凹模;压边圈;拉伸模
表 3 茶壶身旋压模资料
名称及符号
D0 h h0 D d R r 落片直径 旋压主轴转速 旋压机主轴 旋压机送进轴 容水量 旋压次数
茶壶规格
26cm
24cm
22cm
备注
&254 182 178 &160 &159 47.5 45
&234 165 156 &145 &144 45 46
&214 150 136 &130 &129 42.5 35
·冲 模 技 术·
旋压成型工艺在模具上应用
昆明市铝制品厂(云南昆明 650118) 邬天祥 吕天锡
【摘要】以多个实例详细介绍了旋压成型结构及设计参数的计算。 关键词:旋压;工艺;参数;成型
Application of Rotated Pr essing For ming Pr ocess on Die
2 旋压的设备
(1)专用旋压机。 (2)可用普通车床改制,各主要部件刚性要好,图 2 为我厂改制旋压机示意图。
图 3 锅盖凸缘强力旋压成型模
图 2 简易旋压机示意图 1.电机4.5kW) 2.旋压机主轴 3.旋轮 4.旋 压机送进轴 5.靠模 6.连杆 7.蜗轮蜗杆传动 8.减速箱(汽车变速箱) 9.电机(2.8kW)
【Abstr act】Rotated pressing forming structure and the calculation of designed parameters are introduced in detail by several real instances. Key wor ds: rotated pressing; process; parameter; forming
1 引言
各种金属板材的旋压成型在工业上得到广泛的 应用,日用器皿的生产也归入模具成形产品的范畴, 有关这方面资料太少,可作如下简单分类(见图 1)。
3 日用器皿旋压成型的典型模具
图 3 所示为锅盖凸缘强力旋压成型模,图 4 为锅 盖凸缘强力旋压成型,其计算公式见表 1 所示。
图1 旋压模分类及操作方式
工件切边高度 等面积计算
工件成型高度 按容水量规范确定
工件口部直径 工作要求(无回弹设计)
偏心旋轮直径 d<D 我厂取 d=D- 1mm
偏心距
R= D0- d 2
" " 2# Du/2
橡皮产生的扭矩 M=
P2F$dpd%
00
防滑橡胶板直径 F 压强
$ 摩擦系数取 0.6
表 3 所示为我厂茶壶身旋压模资料。
弯曲,其位移的精确式可由能量法卡氏定理计算,在 日用器皿上可用材料力学的公式计算:
(!1- !2)2+(!2- !3)2+(!3- !1)2=2!s2 (3) 式中 !s 为塑性材料的屈服限,将危险点主应力 代入上式解出:
!max=2.78!s
(4)
式(4)可作为旋压力 Pn 的最小近似值,铝的屈服
Dr awing Technology Analysis and Die Design for the Shir t Side Oil Bottom Shell
【Abstr act】The technology is analyzed and the die is designed for shirt oil bottom shell. The drawing die structure of shirt oil bottom shell is introduced, the surrounding border of shirt oil bottom shell needs to be drawn at concave die and blank holder. Key wor ds: shirt oil bottom shell; punch; concave die; blank holder; drawing die
对矩形轴:
I=
6h3 12
式中 E— ——弹性模量,钢 2.1×1.04kg/mm2
D— ——矩形宽度,mm
h— ——矩形高度,mm
对圆形轴:
I=
"d4 64
(4)对铝板材旋压模材料选取。
芯模 40Cr,调质 240 ̄280HB。
旋轮 W18C4V(代用材料 9CrSi 淬火 60 ̄62HRC)。
·38·
1 前言
柴油机油底壳属于形状复杂的异形拉伸件,系柴
油机中难度较高的冲压件之一,2005 年三季度,郑州 日产柴的皮卡车装发动机的零部件油底壳由 3 件主
""""""""""""""""""""""""""""""""""""""""""""""""
Pn——单位长度上载荷 危险点深处 0.4(a a 为接触面半宽度),该点主应 力依次是:
限
!s=8kgN/mm2,则 Pn=2.78×8=23kg/mm2 对于铝制茶壶身旋压,赶棒(W18CrV)与圆筒工件 旋压面积一般近似 A=3mm2
那末总旋力:
P=PnA=69kg
(5)
上式表明:可实现人工旋压,降低自动机构的制
造费用,赶棒依力学杠杆原理设计,减轻工人劳动强
Y=-
PL3 3EI
(6)
度。 1Cr13 不锈钢屈服限 !s≈48kgN/mm2,是铝的 6
倍,旋压力可达 P=420kg,建议机动旋压。
!1=- 0.180 !max !2=- 0.288 !max !3=- 0.780 !max 对于塑性金属材料 MiSeS 屈服条件:
(2)
(3)旋轮轴、送进轴的刚性位移。 在强力旋压情况下,旋压力过大将使轴发生弹性
M= ! 12
"FDu3 解出Du
《 模具制造》2006 年第 8 期
·冲 模 技 术·
图 5 所示为茶壶旋压成型模具结构。 材料为纯铝板,其设计公式见表 2 所示。
表 4 为不锈钢(1Cr13)锅盖凸缘强力旋压成型资料。
表 4 不锈钢(1Cr13)锅盖凸缘强力旋压成型资料
符号
D0 D d0 R d Du
·36·
图 4 锅盖凸缘强力旋压成型
表 1 锅盖凸缘强力旋压计算公式
符号 D0 D d0
名称 工件压延内径 工件口部直径 偏心旋轮直径
R
偏心距
d 偏心旋轮凸缘成型直径
Du
防滑橡胶板直径
公式
落片直径×压延系数
工作使用要求(无回弹设计)
按偏心轴的刚度计算确定
R= D- d0 2
d=d0+D0- D
橡皮产生的扭矩
7次
《模具制造》2006 年第 8 期
图 6 茶壶(或称水壶)缩口旋压模实物照片
图 7 罗锅身缩口旋压模实物照片
4 旋压模设计的主要参数
(1)几何参数见表 1、表 2、表 3、表 4 所示。 (2)单位面积上旋压力 Pn 的计算。
旋压成型的塑性流动呈非线性关系,对于圆筒
件,如旋轮也加工成圆柱体,则依弹性力学中两圆柱
《 模具制造》2006 年第 8 期
规格(22cm 高锅盖)
&232 &219 &58 80.5 &71 &168
备注 单位:mm
茶壶缩口旋压模如图 6 所示,罗锅身缩口旋压模 如图 7 所示。
图5 茶壶旋压成型模图(材料:纯铝板)
符号 D0 h h0 D d R
Du
表 2 茶壶旋压成型设计公式
名称
公式
工件压延内径 =落片直径×压延系数(取 0.5)
茶壶底筋旋 凸后标准尺 寸分别为 D0= 26cm、24cm、 22cm ( 内 旋 压)单位:mm
&507
&470
&426
单位:mm
2000 ̄3000 2000 ̄3000 2000 ̄3000 单位:rpm
M50×5
M50×5
M50×5
单位:mm
&50
&50
&50
单位:mm
7.4
5.7
4.1
单位:kgf