proe,钣金,模板
ProE的对象模板定制方法

最后,记得指定(Designate)参数,以便在制作零件时可以查看和使用他们。
5)图层
推ห้องสมุดไป่ตู้建立下列图层:
01_PART_PLANES 零件基准面
02_PART_AXIS 零件基准轴
03_PART_SURFACES 零件曲面
04_PART_CURVES 零件曲线
PartNO(零件编号)、Partname(零件名称)、Designer(设计者)、PartMaterial(零件材料)、Amount(数量)、Description(备注)
但不论创建哪个参数,都有两点是要注意的:1.参数名不要使用系统内部已设定的参数名,如Name、Units、Material等;2..参数名可以用数字和英文字母,应避免使用-、_、)等符号和中文。这样,在制作组件和工程图就减少出错。顺带说一句,参数名避免使用中文,但在制作零件时,参数值描述可以输入中文和符号。
05_PART_FEATURES 零件修饰特征
建立图层后记得在相应图层里添加缺省层类型。
Pro/E的默认对象模板(除工程图外)有如下几种:
实体零件模板 inlbs_part_solid.prt(mmns_part_solid.prt);
钣金件模板 inlbs_part_sheetmetal.prt(mmns_part_sheetmetal.prt);
组件装配模板 inlbs_asm_design.asm(mmns_ asm_design.asm);
template_mfgcast选项 对应 铸造制造模板的路径。
再以实体零件模板为例谈一下参数的设置。
1)单位
从菜单管理器选择Part(零件)→Set up(设置)→Units(单位),打开数值单位管理器,我们看到表中所列的单位制都不太合适,可以新建一种:ChineseGB,指定如下单位:长度mm,质量kg,时间秒,温度C。
ProE钣金设计超级手册范本

ProE钣金设计超级手册范本Pro/Engineer自动展开操作手册目录1.Sheet Metal自动展开的特色 (4)1.1钣金设计和修改 (4)1.2模型检查和辅助展开 (4)1.3展开图 (4)2.展开原理 (5)2.1展开原理 (5)2.2展开计算方法………………………………………………………….5-93.功能介绍 (10)4.指令使用说明 (11)4.1模型检查 (11)驱动补偿量检查 (11)Bend特征检查 (12)Sweep特征检查 (13)Wall Copy特征检查 (14)Unbend特征检查 (15)Solid Cut特征检查 (16)压平H≦0.5特征检查 (17)T≦0.3&R=0特征检查 (18)4.2辅助展开 (19)材质和料厚设定 (19)Z折设定 (20)N折设定 (21)Bend设定 (22)删除Notes (23)5.展开流程及说明 (24)5.1展开流程图 (24)5.2展开流程说明 (25)5.2.1Sheet Metal图档处理 (25)5.2.2 模型检查……………………………………………………………25-265.2.3设定Bend Table表 (26)5.2.4手工修改……………………………………………………………26-275.2.5展开 (27)5.2.6工艺性修改 (27)5.2.7转成.dxf图档 (27)6.常见问题及解决……………………………………………..28-311.Sheet Metal自动展开的特色Sheet Metal自动展开是以Pro/Engineer为工作平台,并用Pro/Sheet Matel中的相关指令,结合本公司开发的功能菜单,将用Pro/Sheet Matel建构的产品方便快捷地展开.Sheet Metal自动展开与传统的手工展开相比,更趋于智能化,大大减少了许多人为的错误和无效的工作,提高了效率;和其它的展开软件相比, Sheet Metal自动展开可以直接捕捉设计时的资料和信息,更趋于合理化.1.1 钣金设计和修改Pro/Sheet Matel具有强大的钣金设计和修改功能,能帮助工程师很容易的实现他们的设计意图,并有益于设变展开时的工艺修改.1.2 模型检查和辅助展开展开流程只要选择相关的功能菜单.程序将检查钣金件的结构及相关特征,或高亮度显示,或在窗口中用Notes加以指示,给出展开补偿量(例如选择功能菜单中的Model_Check/Bend_Feat,窗口中高亮度显示所有的Bend特征;选择Aid_Unbend/Bend, 窗口中会给所有的Bend特征加一Notes.).这样将会减少错误次数,节省了时间和金钱.1.3 展开图工程师可按自己的展开标准,经过简单的编程,做成Bend Table表,通过材质设定的功能菜单,对产品的补偿量统一作设定,也可做个别修改;展开后的展开图为三维的,展开前后,产品的特征数据不会失去,并有Pro/Engineer强大的建模及修改功能做后盾,方便对其进行修改和处理;展开可以分步进行,也可一次展开,并可回折;展开图可以做为产品的一个状态,并和产品相互关联.2.展开原理Sheet Metal自动展开时,只计算补偿量,用L表示,料厚用T表示,角度用Angle表示,R表示折弯半径.2.1 展开原理板料在弯曲过程中外层受到拉应力,层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近钣料厚度的中心处;当弯曲半径变小,变形角度增大时,变形程随之增大,中性层位置逐渐向弯曲中心的侧移动.2.2 展开计算方法一般折弯3 (R=0, θ≠90°):1. 当T0.3 时, L’=02. 当T0.3时, L’= ( / 90) * L注: L为θ=90°时的补偿量.一般折弯4 (R≠0 , θ≠90°):当用折刀加工时:1. 当R<2.0时, 按R=0处理.L’=θ/90* L +2*R*TAN(θ/2)注: L为θ=90°时的补偿量.2 当R>2.0时, 按原值处理.(1). 当T 1.5 时, L’=θ*PI*(R+0.5*T)/180(2). 当T 1.5时, L’=θ*PI*(R+0.4T)/180Z折1 (直边段差):样品方式制作展开方法:1. 当H5T时, 分两次成型时, 按两个90°折弯计算.2.当H5T时, 一次成型,(1). 若R=0,则L’=L;(2). 若R≠0,且只有一角不为零,则L’=L+2R;(3). 若R≠0,且两角都不为零,则L’=L+4R.注: L值依附件一中参数取值.Z折3 (斜边段差):1. 当H2T时当θ≦70°时,按Z折1(直边段差)的方式计算, (此时L=0.2).当θ>70°时完全按Z折1(直边段差)的方式计算2. 当H2T时, 按两段折弯展开(R=0 θ≠90°).。
PROE钣金

PROE钣金 (1)第一壁 (1)平整壁 (2)4法兰壁 (2)展平折弯 (2)拉伸切除 (2)6.折弯回去 (3)7.合并壁 (3)8扭转壁 (4)8.扫描混合壁 (4)9.转换 (5)10.成型 (5)12.平整成形 (6)延伸 (6)折弯 (7)边折弯 (7)扯裂 (7)镜像 (8)UDF (8)PROE钣金1.第一壁点平整—定义内部草绘—输入厚度—打勾点旋转—单侧(旋转方向一个)/双侧(旋转向顺逆两方向)—定义内部草绘—定义方向—厚度—角度—打勾点混合—内部草绘两个剖面—厚度—深度点偏移—选择曲面—偏距—厚度—打勾点拉伸—选择实体—可草绘封闭或不封闭的图元(一般是不封闭的)—拉抻长度,厚度—打勾2.平整壁1.点平整壁—在弹出的面板里点位置—选择依附边(可Ctrl加选)—点第一窗口下拉箭头选择形状—点轮廓定义角度和长度(也可点用户自定义再草绘,草绘的是主视图的一不封闭的图元)—点偏移—勾选[相对连接边偏移壁]后可设定为:a添加到零件边(常用这个).b自动(勾选时默认的也是这个).c按值(法向的距离)—斜切口(一般选二分之厚度)—减轻: 可单独定义每侧:无扯裂/扯裂/伸展(若之前选择的是添加到零件边这两个特征就没有变化)/矩形/长圆形. (可定义相关值)—定义厚度/方向/输入折弯半径(后有内折弯和外折弯图标)3.法兰壁类同于平整壁.不同的地方是:草绘的是左视图的一不封闭的图元)—且增加了定义长度(分左右两端和链尾/盲深/到选定的三个选项,也可用下方的图标来定义)—还增加了斜切口(一般选二分之厚度)—在减轻里也多了:拐角止裂槽:V形/矩形/圆形/长圆形4.拉伸切除类同于零件图时的做法,不同的是最后多加两图标A:切除法向于绘图平面的材料B:切除法向于驱动曲面的材料(法向于钣金面)一般选B,展平后可看到,用A难加工5.展平折弯1.点图标—选择平面—选择展开全部—确定(有时做做不出来,会出现加紫色的变形面,点选相接的曲面为变形区域就好,如果相接的曲面不和他有共同的转折边(相同边界线)就要做变形区域了)2.选择过渡—选择固定几何(至少选两个固定面)—选择转接区域(选择过渡面内的所有曲面.内表面有要选)—确定(做此特征一般是为了做拉伸切除干涉或多作材料)3.拉伸切除后面有两个零件里没有的图标,是法向于绘图平面或法向于钣金件壁的转换.6.折弯回去点图标—选择平面—选择折回全部—确定如果失败,通常是因为工件有两壁或以上,要合并壁后再做7.合并壁点插入—合并壁—选择参照面(选先做的壁的表面)—中键两次—再定义合并几何形状(选择要合并的后面做的分离的壁)—确定.在做钣金时,常常到后面想要展平或折回时反再变暗显了,这就是有分离壁,简单的方法就是一步步退回观察会么时个变暗显,再把他合并就好了,8.扭转壁这个图标在默认面板上没有,点插入—钣金件壁—扭转—选取依附边—定义扭转轴(选取扭转轴通过的点,点选中点)—输入开始宽度,终止宽度,扭转长度(直线距离的长度)扭转角度/展开长度(这与扭转长度不充突,展开后会自动再生到定义的长度,但实际加工可能根据材料伸展率来定义比值)9.混合壁平行的同零件,旋转的少用也同零件混合—一般—选取截面—中—直/光滑—加选曲线(定义起始点)—选完点确定,完成(这里会再弹出之前一样的窗口,且你这前选择的曲线也不见了,这说明换到下一截面了,)—加选曲线==确定,完成—否再做截面—材料方向—(如果前面选择的是光滑的,这里就可定义相切—问是否与任何曲面相切,选是—根据加亮边依次选择相切面—定义相切另一面—确定)—确定10.扫描混合壁点插入—钣金件壁—分离的—扫描混合壁(操作同零件图)—草绘截面—草绘轨迹—草绘好后打勾,如查草绘的有多段线,系统会弹出剖面点设置.如加亮点要做剖面接受,不用点下一个,自动挨个问,如果只有两端点就没有这个.完成后定义旋转角度—草结剖面一般用选取轨迹和截面,也就是说做这个之前需先草绘好.轨迹如是多段线必需相切—选取轨迹和自动弹出剖面选项,选取后要点确定,中键不行—再选第二剖面—完成11.转换用零件图做好工件后—点应用程序—钣金—A.点驱动曲面:用于有相同厚度的工件—点选表面—确定—自动转为第一壁B.点壳:用于厚度不同的工件(如一六边形实体再拔模后)—点移除面—输入厚度—确定—自动转为第一壁—但在这里是一个封闭的回圈,是不能展开,也不符合钣金设计理念—点转换图标—点边缝—点选六边形的外棱六条边—确定(如果少选一条边后面要展平就不行)—此时就变成折弯成形的六边形盒子C.对于有些转换后的不规则的无件,边隙不够时就无法展开,且边隙是在某边上的某一点连连接到另一边隙,操作是:在要打断的地方创建基准点.再点转换—定义点止裂—选择基准点,确定—定义边缝.加选多条边.在选到打断边时会加亮全条边.但点选后会自动从点打断.—定义裂缝连接—点添加(不点没用)—选择打断点(也可选其它)—(这时会自动生成多条黄色的连接线)选择连接线的另一端点—确定,完成集合再确定. 12.成型做成型要先做好冲模(冲头)实体1.点成型—压铸模—选冲模—中键.选择冲模—装配至完全约束(冲模的平板面要配合钣金的表面(凸起的反向面)—定义边界平面—定义种子曲面(这里与零件建模里的选取相反).—确定2.2. 点成型—冲孔(这里和插入/形状/冲孔—选择一个UDF不一样)—选冲头—中键,装配后不会选什么边界曲面,直接就可确定了,这个用于无平板面的冲头,如一根冲针,常用坐标系来装配约束.这里还有一个移除面的定义—选取移除面的地方冲出来就为通孔,做卡口就要定义这个元素.►还有有时做冲模时会提示特征终止,几何重叠,是因为冲模的深度小于钣金的厚度,这时就要排除一对平行周边的曲面才可以成功.成形中空不得低于基准平面或匹配曲面。
ProE(钣金)

所有的绿色及白色转折面
注:选择固定面时,所有的绿色固定面都要选择,而选择转折面时,所有的绿色及白色转折面都要选择。
钣金展开——剖面驱动
剖面驱动的展开:展开钣金时,先选取固定面,再指定一条剖面线,来决定变形曲面展开的形状。此方式常用以展开具不规则外形的薄壁及薄壁上的薄唇或凸缘。 固定边线:此为固定面与想要展开面的交接线。 剖面线:为钣金的边界线或曲线,用以控制展开的几何形状,此曲线必须与固定面共面。 固定侧:钣金展开时在固定线的两侧想要保持不动的那一侧,此侧必须为平面。 当指定完上述数据后,Pro/E即在剖面线的垂直方向产生众多的2D切面,然后以固定边线为旋转轴,将这些切面展开摊平至固定面。
创建钣金零件的工具
钣金件薄壁工具 分离壁 连接壁 带半径 无半径 延伸 折弯操作工具 折弯 展平 折弯回去 平整形态 变形区域 钣金件切割工具
造型工具 成形 平整成形 缝 切口 冲压 其它工具 合并壁 转换 边折弯 止裂槽 拐角止裂槽 壁止裂槽 边止裂槽
3 展平钣金零件 3.1展平钣金件零件–概述 3.2展平可延展曲面 3.3展平不可延展几何 3.4创建可延展几何 向几何添加裂缝 创建变形区域 使用钣金件转换工具 3.5创建折弯回去特征
6 折弯钣金零件 6.1创建折弯特征 6.2使用折弯选项 6.3定义折弯线 6.4定义缺省折弯半径
5 钣金零件成形 5.1创建成形特征概述——造型的印贴 5.2模具和冲孔 5.3参照零件 5.4使用多个成形 5.5参考零件的影响 5.6排除面的使用 5.7使模型恢复平整 5.8使用特征平整边
die参考零件
模具和冲孔
1、利用模具或冲孔来生成钣金上的印贴特征时,首先须指定模具或冲孔在钣金上的位置,其指 定方式与零件的装配方式相同:
PROE-钣金-操作范例
本文是本人在学习PROE钣金模块过程中的整理归纳。
本文所有内容仅供学习参考,请勿用于商业目的。
――――――――――――――――――――――――2016-02-19
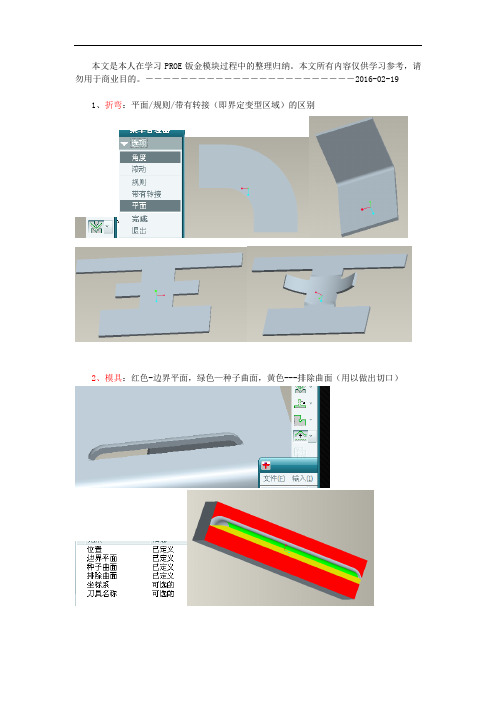
1、折弯:平面/规则/带有转接(即界定变型区域)的区别
2、模具:红色-边界平面,绿色—种子曲面,黄色---排除曲面(用以做出切口)
3、做完不连接壁后,要用壁特征将其与原主体联接,才能成为一个主体
4、实体特征----(应用程序)钣金---进入钣金模块,点转换---将实体转成钣金件---可展开
5、通过设定变形区域,将实体转成钣金件
6、先把钣金展开,做些特征之后再折弯回去。
7、移除与曲面法向的材料
8、用混合等出来的整体钣金件,通过加鏠的方式,确定接口,才能展开。
9、单独设定变形区域,加入鏠特征,进行操作
10、插入里面还有一些可操作的特征(实例为扭转)。
proE钣金模块
友创软件系统有限公司
模块总结
► 在本模块中,你学习了: ► 第一个板金件特征必须是一个薄壁。 ► 可将薄壁的截面加厚,以标注内半径尺寸。
► 在薄壁截面中可用中心线将尺寸标注到模具
线。
友创软件系统有限公司
辅薄壁和非连接壁
► 为板金件模型创建基础壁后,可以将辅助薄壁连接
到其边上,还可以创建非连接的薄壁,并可在以后 的对几何进行合并。 ► 目标 ► 学习此 模块后,你将能够: ► 沿着主薄壁边线的整个长度创建连接的辅薄壁。 ► 沿着主薄壁部分边创建连接的辅薄壁 ► 创建辅薄壁的止裂槽 ► 创建非连接壁,并对几何进行合并
友创软件系统有限公司
薄壁类型
► 钣金模块可创建两类薄壁:主薄壁和辅薄壁。
主薄壁不需要其它薄壁即可存在。它们可以 独立存在。而辅薄壁必须连接到其它薄壁上, 因为它不能独立存在;因此它总是其他薄壁 的子项。
友创软件系统有限公司
创建第一个薄壁
► 薄壁特征选项
要在Pro/engineer中创建任何模型,必须从 三个缺省基准平面开始。如果使用一个钣金 件模板,零件会自动包括这些内容。创建钣 金件,几何时,必须增加一个薄壁作为下一 个特征。
PROE钣金
PROE钣金 (1)第一壁 (1)平整壁 (2)4法兰壁 (2)展平折弯 (2)拉伸切除 (2)6.折弯回去 (3)7.合并壁 (3)8扭转壁 (4)8.扫描混合壁 (4)9.转换 (5)10.成型 (5)12.平整成形 (6)延伸 (6)折弯 (7)边折弯 (7)扯裂 (7)镜像 (8)UDF (8)PROE钣金1.第一壁点平整—定义内部草绘—输入厚度—打勾点旋转—单侧(旋转方向一个)/双侧(旋转向顺逆两方向)—定义内部草绘—定义方向—厚度—角度—打勾点混合—内部草绘两个剖面—厚度—深度点偏移—选择曲面—偏距—厚度—打勾点拉伸—选择实体—可草绘封闭或不封闭的图元(一般是不封闭的)—拉抻长度,厚度—打勾2.平整壁1.点平整壁—在弹出的面板里点位置—选择依附边(可Ctrl加选)—点第一窗口下拉箭头选择形状—点轮廓定义角度和长度(也可点用户自定义再草绘,草绘的是主视图的一不封闭的图元)—点偏移—勾选[相对连接边偏移壁]后可设定为:a添加到零件边(常用这个).b自动(勾选时默认的也是这个).c按值(法向的距离)—斜切口(一般选二分之厚度)—减轻: 可单独定义每侧:无扯裂/扯裂/伸展(若之前选择的是添加到零件边这两个特征就没有变化)/矩形/长圆形. (可定义相关值)—定义厚度/方向/输入折弯半径(后有内折弯和外折弯图标)3.法兰壁类同于平整壁.不同的地方是:草绘的是左视图的一不封闭的图元)—且增加了定义长度(分左右两端和链尾/盲深/到选定的三个选项,也可用下方的图标来定义)—还增加了斜切口(一般选二分之厚度)—在减轻里也多了:拐角止裂槽:V形/矩形/圆形/长圆形4.拉伸切除类同于零件图时的做法,不同的是最后多加两图标A:切除法向于绘图平面的材料B:切除法向于驱动曲面的材料(法向于钣金面)一般选B,展平后可看到,用A难加工5.展平折弯1.点图标—选择平面—选择展开全部—确定(有时做做不出来,会出现加紫色的变形面,点选相接的曲面为变形区域就好,如果相接的曲面不和他有共同的转折边(相同边界线)就要做变形区域了)2.选择过渡—选择固定几何(至少选两个固定面)—选择转接区域(选择过渡面内的所有曲面.内表面有要选)—确定(做此特征一般是为了做拉伸切除干涉或多作材料)3.拉伸切除后面有两个零件里没有的图标,是法向于绘图平面或法向于钣金件壁的转换.6.折弯回去点图标—选择平面—选择折回全部—确定如果失败,通常是因为工件有两壁或以上,要合并壁后再做7.合并壁点插入—合并壁—选择参照面(选先做的壁的表面)—中键两次—再定义合并几何形状(选择要合并的后面做的分离的壁)—确定.在做钣金时,常常到后面想要展平或折回时反再变暗显了,这就是有分离壁,简单的方法就是一步步退回观察会么时个变暗显,再把他合并就好了,8.扭转壁这个图标在默认面板上没有,点插入—钣金件壁—扭转—选取依附边—定义扭转轴(选取扭转轴通过的点,点选中点)—输入开始宽度,终止宽度,扭转长度(直线距离的长度)扭转角度/展开长度(这与扭转长度不充突,展开后会自动再生到定义的长度,但实际加工可能根据材料伸展率来定义比值)9.混合壁平行的同零件,旋转的少用也同零件混合—一般—选取截面—中—直/光滑—加选曲线(定义起始点)—选完点确定,完成(这里会再弹出之前一样的窗口,且你这前选择的曲线也不见了,这说明换到下一截面了,)—加选曲线==确定,完成—否再做截面—材料方向—(如果前面选择的是光滑的,这里就可定义相切—问是否与任何曲面相切,选是—根据加亮边依次选择相切面—定义相切另一面—确定)—确定10.扫描混合壁点插入—钣金件壁—分离的—扫描混合壁(操作同零件图)—草绘截面—草绘轨迹—草绘好后打勾,如查草绘的有多段线,系统会弹出剖面点设置.如加亮点要做剖面接受,不用点下一个,自动挨个问,如果只有两端点就没有这个.完成后定义旋转角度—草结剖面一般用选取轨迹和截面,也就是说做这个之前需先草绘好.轨迹如是多段线必需相切—选取轨迹和自动弹出剖面选项,选取后要点确定,中键不行—再选第二剖面—完成11.转换用零件图做好工件后—点应用程序—钣金—A.点驱动曲面:用于有相同厚度的工件—点选表面—确定—自动转为第一壁B.点壳:用于厚度不同的工件(如一六边形实体再拔模后)—点移除面—输入厚度—确定—自动转为第一壁—但在这里是一个封闭的回圈,是不能展开,也不符合钣金设计理念—点转换图标—点边缝—点选六边形的外棱六条边—确定(如果少选一条边后面要展平就不行)—此时就变成折弯成形的六边形盒子C.对于有些转换后的不规则的无件,边隙不够时就无法展开,且边隙是在某边上的某一点连连接到另一边隙,操作是:在要打断的地方创建基准点.再点转换—定义点止裂—选择基准点,确定—定义边缝.加选多条边.在选到打断边时会加亮全条边.但点选后会自动从点打断.—定义裂缝连接—点添加(不点没用)—选择打断点(也可选其它)—(这时会自动生成多条黄色的连接线)选择连接线的另一端点—确定,完成集合再确定. 12.成型做成型要先做好冲模(冲头)实体1.点成型—压铸模—选冲模—中键.选择冲模—装配至完全约束(冲模的平板面要配合钣金的表面(凸起的反向面)—定义边界平面—定义种子曲面(这里与零件建模里的选取相反).—确定2.2. 点成型—冲孔(这里和插入/形状/冲孔—选择一个UDF不一样)—选冲头—中键,装配后不会选什么边界曲面,直接就可确定了,这个用于无平板面的冲头,如一根冲针,常用坐标系来装配约束.这里还有一个移除面的定义—选取移除面的地方冲出来就为通孔,做卡口就要定义这个元素.►还有有时做冲模时会提示特征终止,几何重叠,是因为冲模的深度小于钣金的厚度,这时就要排除一对平行周边的曲面才可以成功.成形中空不得低于基准平面或匹配曲面。
Proe5.0基础与提升基础零件草图装配工程钣金曲面模具课件PPT模板
04
3-4拉伸特征 04
05
3-5拉伸特征 05
06
3-6旋转特征 01
单击此处添加标题
单击此处添加文本具体内 容,简明扼要的阐述您的 观点。根据需要可酌情增 减文字,以便观者准确的 理解您传达的思想。
第3章零件建模
3-7旋转特征02 3-8模型属性设置 3-9基准特征01
202x
感谢聆听
2
第
章 草 图 设 计
第2章草 图设计
0 1
2-1草图简介
0 4
2-4草图的约 束
0 2
2-2草图的绘 制
0 5
2-5草图绘制 的一般过程
0 3
2-3草图的编 辑
0 6
2-6草图绘制 综合应用案例
3
第
章 零 件 建 模
பைடு நூலகம்
第3章零件建模
01
3-1拉伸特征 01
02
3-2拉伸特征 02
03
3-3拉伸特征 03
202x
proe5.0基础与提升基础零件草 图装配工程钣金曲面模具
演讲人
2 0 2 x - 11 - 11
目录
01. 第1章proe5.0功能介绍 02. 第2章草图设计 03. 第3章零件建模
第 章 能 介 绍 功
1 proe5.0
第1章proe5.0功 能介绍
1-1proe5.0视频教程简介 1-2软件的安装 1-3软件的工作界面 1-4基本的鼠标操作 1-5模型创建的一般过程 1-2软件的安装 1-3软件的工作界面 1-4基本的鼠标操作
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
竭诚为您提供优质文档/双击可除
proe,钣金,模板
篇一:proe实体转换钣金
pr(proe,钣金,模板)oe实体转换钣金
本文辅助论坛proe教程作者:超米日
期:20xx-2-20xx:50阅读:707人打印收藏,实体,钣金该方法适用机柜的门板类的快速建模。
论坛也有类似的贴子,但与我的抽壳方法不一样,自己觉得该方法还行,如有不对的地方,请高指正.
1新建实体,创建第一个拉伸特征。
草绘时,注意对称的应用,这样可以减少一定的尺寸数量.对称在钣金里可以说是很重要的.
2切换至钣金模式.
应用程序>钣金件.如图2
实体抽空心壳转换钣金
该方法适用机柜的门板类的快速建模。
论坛也有类似的贴子,但与我的抽壳方法不一样,自己觉得该方法还行,如有
不对的地方,请高指正.
1新建实体,创建第一个拉伸特征。
草绘时,注意对称的应用,这样可以减少一定的尺寸数量.对称在钣金里可以说是很重要的.
图片附件:01.jpg(20xx-11-1109:35,34.42k)
2切换至钣金模式.
应用程序>钣金件.如图2
图片附件:02.jpg(20xx-11-1109:37,15.16k)
3抽壳.
壳>完成参考。
如图3.
以前,在做到此步时,我总会选择一个平面(绝大部分的书也是这样教的),这样得到的是一个开口的“四方盒”。
近摸索出,在此步不做任何平面的选择,得到的是一个空心的“四方盒”。
这也是本教程的关键步骤。
抽壳要用活了,能得到意想不到效果。
行了,也不罗嗦。
4设置钣金件的厚度.如下
5完成抽壳.如下图.
6设置钣金参数(第六步,第七步可以不做)编辑>设置>参数.
7钣金各参数可根据自己的实际进行设置。
如设置折弯半径,折弯侧,扯裂情况等。
如图7.
篇二:proe钣金模块和钣金技术详解-(滴血奉献)个人
整理word文档(2)
3.3利用pro/e软件进行钣金造型
钣金加工就是冲压加工技术。
冲压加工技术开始于18世纪末19世纪初,因为为产业革命促成了动力制造技术的发展,以机械化方式来制造金属板就逐渐成为主流。
用钣金加工方法制造的精巧成品出现于19世纪末20世纪初,随着金属板的制造方和和成型技术的改进以及大量生产的需要,冲压加工及所需要的机械已发展到高速且大型化的阶段。
今天冲压加工技术仍然在不断地改进,其成长进步的速度更加惊人,尤其在自动化产业的推动下,钣金技术已经广泛应用于汽车、家电、计算机、家庭用品、装饰材料等各个相关的领域中,钣金加工已经成为工业生产中不可或缺的一种机械加工手段。
3.3.1钣金设计概述
1.钣金设计要点
钣金只是产品的一部分,因此在加工设计中有以下几个方面需要注意:
(1)造型设计与机械设计两者应该相互平衡,好的造型不一定可以顺利制造,要考虑到加工制造是否容易,是否会增加制造的成本,是否会降低中产效率等问题,这都是一个优秀的设计者应该考虑的问题,应尽量避免设计出一些现有的加工设备无法制造的钣金件造型。
(2)钣金相互连接和固定方式、钣金和塑料件的连接
固定方式以及钣金和其他零件的固定和连接方式都是设计
考虑的重点,设计不良的连接方式,将直接影响组合装配的效率并增加人工操作的难度。
(3)钣金件的机构设计与强度设计,都是钣金设计的
重点,强度的设计将直接影响产占的寿命和耐用性。
(4)钣金组装优先顺序和安装空间,需要从组装合理
化和组装便利化的力面来考虑。
(5)钣金的重量及工艺性。
钣金是金属材料,当然是
轻而强度高最好,但是考虑到成本问题和加工难易程度问题,需要尽量满足产品的功能性能和钣金强度要求的情况下,力求设计简单,减少制造的成本。
(6)维修拆装的难易程度和配合的公差问题是最基本
也是比较和重要的设计问题。
2.钣金成型设备
钣金的成型设备,一般为冲压机械以及专用的工具,即冲压模具,能够对薄钣金属进行冲裁、成型、弯曲、拉伸和压缩等加工,并能制造各种工业用及家庭用的零部件与金属制品。
薄钣金属指厚度在3.2mm以下的金属板材,如镀锌铁板、冷轧钢板、拉伸铝板、铜板等。
冲压加工机械依照作用通常分为冲剪机械和冲压机械
两大类。
(1)冲剪机械
冲剪机械一般称为剪床或剪断机。
在钣金工作中,首先利用剪断机将金属裁剪成所需要的长度和宽度。
其所适用的剪断工作主要为直线状制品的裁剪。
除此之外,圆形和曲线状制品的剪断作业也常使用。
常见的冲剪机械有:手动剪断机、脚踏剪断机、凹口剪床、方口剪床、圆周剪床、旋转剪床、分条机和排割机以及切片机等。
(2)冲压机械
冲压机械以冲床(或称压床)为主体。
是指使用两个或两个以上成对的模具,经由传动机构将旋转动力转化成往复运动的力量,以对模具中间的金属材料施加强大的压力,使金属产生断裂、形状改变或塑性变形。
而成对构成的模具一般都称为冲压模具或冲压模。
常见的冲压机械有:C形机架单动式曲柄冲床、直壁冲床、复动式机动冲床、关节接合冲床、摩擦冲床、偏心冲床、凸轮冲床、连秆冲床、弯板机、传送冲床、连续冲床。
液压冲床、气压冲床以及人力冲床等。
由于冲压设备种类繁多,因此设计者需了解制造过程中用到的设备的功能和优缺点,才能使设计和现实相符。
钣金产品,不仅要能制造出来,还要知道由哪种设备造出来的成本最低。
一个产品的钣金不是都由同一种设备制造出来的,选取哪一种设备来制造决定于设备的成本因素、功能因素和精度要求。