SIDEL吹瓶机原理
pet吹瓶原理
pet吹瓶原理PET吹瓶原理一、引言PET吹瓶是指将预先制作好的PET胚胎瓶通过加热和吹气等工艺,使其膨胀成为具有特定形状的塑料瓶。
PET吹瓶广泛应用于食品、饮料、化妆品等行业,其制作原理是通过加热PET胚胎瓶,使其软化,然后通过气压将其吹成所需形状的瓶子。
本文将详细介绍PET 吹瓶的原理及其相关工艺。
二、PET吹瓶原理1. PET材料特性PET(聚对苯二甲酸乙二酯)是一种透明、坚硬、耐热、耐压的塑料材料,具有良好的物理性能和化学稳定性。
PET材料具有良好的可塑性,可以通过加热软化成为可塑的状态。
2. PET吹瓶工艺PET吹瓶工艺主要包括预热、吹气、冷却三个步骤。
(1)预热:将预先制作好的PET胚胎瓶放入预热炉中进行加热。
预热的目的是使PET胚胎瓶均匀加热,软化PET材料,为后续吹气做准备。
(2)吹气:预热后的PET胚胎瓶放入吹瓶机的模具中,通过气压将PET胚胎瓶吹气成为具有特定形状的瓶子。
吹气的过程中,PET 胚胎瓶受到气压作用,逐渐膨胀成为瓶子的形状。
(3)冷却:吹气后的瓶子需要进行冷却,使其固化成为具有一定强度和形状的塑料瓶。
冷却过程中,可以通过喷水等方式降低瓶子的温度,促使其快速固化。
三、PET吹瓶工艺的优点1. 生产效率高:PET吹瓶工艺采用机械化生产,可以实现自动连续生产,大大提高了生产效率。
2. 产品质量稳定:PET吹瓶工艺可以控制加热温度、吹气气压等参数,保证产品的质量稳定一致。
3. 环保节能:PET材料可以回收再利用,降低了对环境的影响。
同时,PET吹瓶工艺采用机械化生产,减少了人工操作,降低了能源消耗。
四、PET吹瓶工艺的应用PET吹瓶广泛应用于食品、饮料、化妆品等行业。
其制作的塑料瓶具有良好的透明度和耐压性能,可以有效保护产品的质量和安全。
1. 食品行业:PET吹瓶广泛应用于食品包装领域,如饮料瓶、果汁瓶、食用油瓶等。
PET材料具有良好的耐热性和阻隔性能,可以有效保护食品的新鲜度和营养成分。
G2线SIDEL吹瓶机结构分解图
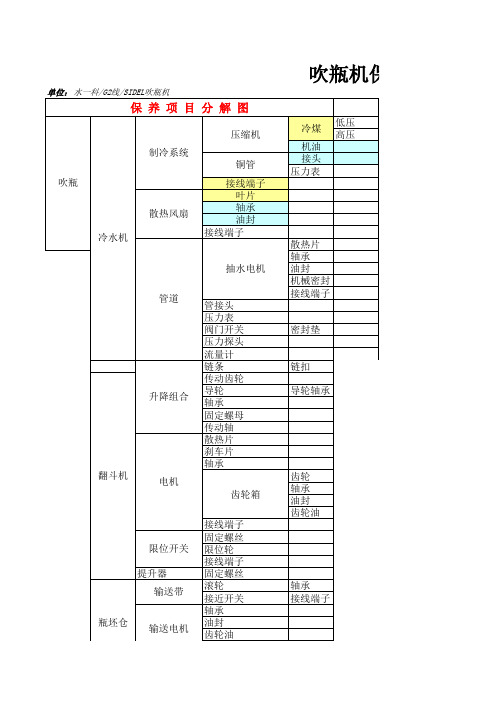
吹瓶机保养(第一版输送电机风叶轴承油封弹簧垫接线端子风管卡环冷却导轨连接水管水管2水管3水管4水管5水管18水管28水管29压力表流量计增压电机叶轮密封件接线端子翻转导轨1翻转导轨2灯管反光板轴承轴套V轴承轴承卡簧卡簧O形圈卸载套铜套上齿轮下齿轮弹簧耐磨胶定位片卡簧O形圈压垫锁紧轴链条张紧弹簧前定位块小链节组件(01131770801)大链节组件(01125465203)轴杆组件(01132781001)芯轴头组件(01132425502)小链条组件管道增压组件芯轴链导轨加热块芯轴链组件芯轴组件风机组件风道冷却组件加热炉加热炉送风系统加热炉冷却系统后定位块齿轮轴承张紧弹簧释放叉小轴杆铜套大轴杆钢套压缩弹簧上轴承下轴承加油杯加油器下带座轴承下皮带轮离合器限位开关上皮带轮上带座轴承传动齿轮星轮皮带固定座轴承锁紧螺母轴杆锁紧螺钉滑块胶轴承轴承杆拉伸弹簧弹簧定位垫左夹子右夹子压缩弹簧弹簧定位垫固定拉伸弹簧螺钉外导轨内导轨皮带皮带轮皮带压轮轴承接近光眼接头吹塑轮预吹阀终吹阀排气阀下固定组件机械手头组件传动检测组件阀组件小链条组件副传动组件装载头组件自动加油组件主传动组件上固定组件机械手阀组件回收阀吹嘴电磁阀消声器吹嘴组件密封件1密封件2密封件3密封件4密封件5气缸轴机保养手册(第一版)000000808390000008184801126481102010********011274949010113342900101127487801011334285010112769940101127717701011308218010000013312600000127542011239951010112399530101124246502000000012410112556350401128351501(4B3-2RSR-T9H)00000109521(F-550958 LR)00000101054(9*1)00000015115(18*1.2)00000020041(29*3)01134272001011359904020113599060201128896502011355481010112883530300000015109(12*1)00000027967010********0112946140300000091599(10 08B1 P12.7)000000020680112423720201126353004 00000000076(6210-2RS1)00000002472 01133354501 01124172201 00000115747 01124170905 00000115745 01124209202 00000000349(606 NPPU)00000108026 00000001615 01124165001 00000093695 00000091490 01124168101 00000001851 01124164701 00000109870 01131326001 00000000195(3208-2RS)00000013111 01131329101 00000014127 01131828901 01125232901 01129125503 01136338801 01134723601 010******** 010******** 01131935602 01132304602 00000014138(M5)010********。
SIDEL吹瓶机原理ppt课件

五个同步位置的对应
92
理论的同步调节位置点
93
进行传送臂与吹瓶轮同步微调
94
进行烘炉与传送臂同步调节
95
调整进胚星轮的同步
96
刹车
97
X=0.5-0.6mm
98
2- 弹簧 5- 调节螺钉
4- 顶丝
3- 螺母
6- 螺母 7- 调节螺杆
T0040
2DT0012
1- 锁紧螺钉
99
吹瓶总布局
47
底模
底模隔 块
充气模 底
底模盖
48
左半模压力补偿
49
进30BAR高压气进行压力补偿
50
调整模具间隙
X=5.86(mm) y=0.2(mm)
51
第六章 开/合模
B12.3检测开模转臂不到位,模
具未合
52
FFM是模具合、锁点
X=205mm
53
调节和检测开模转臂
54
调节开模转臂的张紧套,用扭力扳手张紧。
36
检测瓶胚温度的红外探头
37
第四章 传送臂
38
各有一个排除汽缸
39
10个瓶胚传送机械手,10个瓶子传送机械手
40
B30.0检测瓶子传送,B31.2检测瓶胚传送.
41
用专用工具调节瓶胚机械手高度.
42
用专用工具调节瓶子机械手高度.
43
出瓶导轨
44
第五章 吹瓶轮
45
模架的结构
46
模具的拆卸(注意保护模具,手不到碰模具内壁)
第 9章 第10章 第11章 第12章 第13章 第14章 第15章
3
第一章
2004年开始制造 PM从10000开始 MM从11000开始 GM从12000开始
吹瓶工艺原理及异常处理方法
品管制程一 科
一步法吹瓶
一、PET粒子的简介及评价PET粒子的指标 二、一步法吹瓶概术、工作原理及工艺流程、 三、一步法吹瓶工艺关键控制点 四、一步法吹瓶工艺中影响空瓶质量关键因子 五、常见空瓶不良点的原因分析及解决方法
一、PET粒子的简介及评价PET粒子的指标
一、PET粒子的简介及评价PET粒子的指标
拉伸吹制
瓶胚离开调整环节 , 被输送至拉 伸 , 吹制站 . 进入封闭特殊的模具 中,由液压装置 (一些为气动装置 ) 操纵拉伸杆以可调整的垂直进程 对瓶胚进行拉伸 . 并将瓶胚底部 由瓶胚的凸出点与底模之凹入点 挤压固定 . 最终吹制通过两个截 然不同的低压(10bar)和高压 ( 25~40bar )吹气阶段获得 . 气 体由拉伸杆两侧的吹气孔中吹出 系统通过液压机械铰链系统保证 吹塑模在吹气期间保持封闭 , 底 部同过另外的特殊模具来形成 . 瓶胚运动与模具封闭同步进行.
吹瓶工艺管制基准
冰水温度:8℃~13℃ 5、注塑冷却 冷却时间:1s~5s 冰水压力:4.0~6.0bar 冰水流量:80cm3/h~120cm3/h 温度:400℃~600℃ 气刀调整 时间:3.0s~5.0s 压力:15mbar~30mbar
吹瓶工艺管制基准
一次吹气位置:0~90mm 一次吹气压力:10bar~15bar 一次吹气时间:0.1s~0.4s 吹塑 二次吹气压力:35bar~40bar 二次吹气时间:2.0s~3.0s 排气时间:0.3s~1.5s 油温机温度:120℃~135℃
中央 分配器
瓶用 PET 粒子 回收料 添加 小于 10%
160~185℃ 下干燥4小时 熔塑温度 280~300℃ 左右
温度: 温度: 280~310 280~300℃ 冰水温度: 9~12℃
sidel无菌灌装
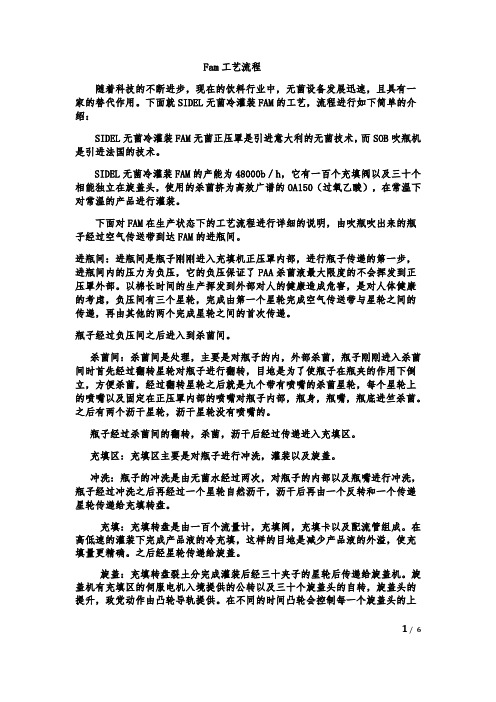
Fam工艺流程随着科技的不断进步,现在的饮料行业中,无菌设备发展迅速,且具有一家的替代作用。
下面就SIDEL无菌冷灌装FAM的工艺,流程进行如下简单的介绍:SIDEL无菌冷灌装FAM无菌正压罩是引进意大利的无菌技术,而SOB吹瓶机是引进法国的技术。
SIDEL无菌冷灌装FAM的产能为48000b/h,它有一百个充填阀以及三十个相能独立在旋盖头,使用的杀菌挤为高效广谱的OA150(过氧乙酸),在常温下对常温的产品进行灌装。
下面对FAM在生产状态下的工艺流程进行详细的说明,由吹瓶吹出来的瓶子经过空气传送带到达FAM的进瓶间。
进瓶间:进瓶间是瓶子刚刚进入充填机正压罩内部,进行瓶子传递的第一步,进瓶间内的压力为负压,它的负压保证了PAA杀菌液最大限度的不会挥发到正压罩外部。
以棉长时间的生产挥发到外部对人的健康造成危害,是对人体健康的考虑,负压间有三个星轮,完成由第一个星轮完成空气传送带与星轮之间的传递,再由其他的两个完成星轮之间的首次传递。
瓶子经过负压间之后进入到杀菌间。
杀菌间:杀菌间是处理,主要是对瓶子的内,外部杀菌,瓶子刚刚进入杀菌间时首先经过翻转星轮对瓶子进行翻转,目地是为了使瓶子在瓶夹的作用下倒立,方便杀菌,经过翻转星轮之后就是九个带有喷嘴的杀菌星轮,每个星轮上的喷嘴以及固定在正压罩内部的喷嘴对瓶子内部,瓶身,瓶嘴,瓶底进竺杀菌。
之后有两个沥干星轮,沥干星轮没有喷嘴的。
瓶子经过杀菌间的翻转,杀菌,沥干后经过传递进入充填区。
充填区:充填区主要是对瓶子进行冲洗,灌装以及旋盖。
冲洗:瓶子的冲洗是由无菌水经过两次,对瓶子的内部以及瓶嘴进行冲洗,瓶子经过冲洗之后再经过一个星轮自然沥干,沥干后再由一个反转和一个传递星轮传递给充填转盘。
充填:充填转盘是由一百个流量计,充填阀,充填卡以及配流管组成。
在高低速的灌装下完成产品液的冷充填,这样的目地是减少产品液的外溢,使充填量更精确。
之后经星轮传递给旋盖。
旋盖:充填转盘裂土分完成灌装后经三十夹子的星轮后传递给旋盖机。
SIDEL吹瓶机原理演示幻灯片

第十二章 机器同步
四个扭力限制器
89
六条同步带的同步调节
90
张紧轮
91
五个同步位置的对应
92
理论的同步调节位置点
93
进行传送臂与吹瓶轮同步微调
94
进行烘炉与传送臂同步调节
95
调整进胚星轮的同步
96
刹车
97
X=0.5-0.6mm
98
2- 弹簧 5- 调节螺钉
4- 顶丝
3- 螺母
B1002检测烘炉温度、B1000检测环境温度
36
检测瓶胚温度的红外探头
37
第四章 传送臂
38
各有一个排除汽缸
39
10个瓶胚传送机械手,10个瓶子传送机械手
40
B30.0检测瓶子传送,B31.2检测瓶胚传送.
41
用专用工具调节瓶胚机械手高度.
42
用专用工具调节瓶子机械手高度.
43
出瓶导轨
返1回6
进胚星轮
B10.3 检测进入导块受力,B32.1是瓶胚初始化信号检测
17
吹瓶初始化信号
18
机器步幅探头错误决不能移动B30.0的位置
19
加热炉扭力限制器
20
加热炉初始化信号
21
瓶胚加/卸载凸轮
卸载 部分
加载 部分
22
23
瓶胚加载不良弹出凸轮装置E32.2加热炉步幅探头错误
24
44
第五章 吹瓶轮
45
模架的结构
46
模具的拆卸(注意保护模具,手不到碰模具内壁)
47
底模 底模隔块 充气模底 底模盖
48
左半模压力补偿
49
进30BAR高压气进行压力补偿
吹瓶机工作原理
吹瓶机的工作原理及瓶子检测项目一、Sidel吹瓶机包括供坯系统、加热系统、吹瓶系统、辅助设备和控制系统。
1、供坯系统供坯系统就是一套使PET瓶从无序到有序排列并运动的系统,瓶坯在提升机的作用下从料斗中落入导轨,由于瓶坯自身形状的原因,从而使瓶坯尾部朝上,头部朝下,并在自身重力作用下向前滑动,部分未能落入导轨的瓶坯在踢坯装置的作用下通过回收输送带重新回到料斗中。
这样一来,导轨中剩下的瓶坯都是有序排列的,在自身重力的作用下进入加热系统。
2、加热系统加热系统的作用:对瓶坯进行加热,使其获得便于压力加工的塑性。
加热系统由灯管、反光片、鼓风装置、冷却装置等组成。
烘箱中的远红外灯管对瓶坯进行辐射加热,由于反光片的存在,使瓶坯两侧同时受热,瓶坯向前运动的同时自转,使受热更加均匀。
烘箱中的鼓风机对系统进行热循环,使烘箱内温度均匀。
冷却装置的作用是冷却瓶口,使瓶口尺寸稳定。
要想获得好的产品,加热这个过程是非常重要的,要保证加热温度合适,瓶坯受热均匀。
如果温度过高,则瓶子可能会出现焦化、白雾、过薄甚至破裂现象;温度过低,则可能导致瓶子局部积料、发白甚至破裂。
如果温度不均匀,则可能导致瓶子变形甚至破裂。
3、吹瓶系统吹瓶系统主要由拉伸装置、预吹装置、吹瓶装置、排气装置组成。
瓶坯在拉伸杠的作用下受到机械拉伸,拉伸的同时预吹气,使瓶子初具形状而后进行吹瓶,最后排气取出瓶子。
预吹的主要作用是使材料分布均匀,便于吹瓶,预吹瓶形状的好坏直接决定了吹塑工艺的难易与瓶子性能的好坏,正常的预吹瓶形状为纺锤形。
4、辅助设备sidel sbo14吹瓶机的辅助设备有模温机和瓶口检测设备。
模温机用于给模具输送一定温度的水,它是由热交换器对水进行加热,而后由泵输送给模具。
模温机的作用主要有两种:(1)用来维持模具恒温,维持产品的稳定性(2)用来冷却瓶子瓶口检测设备的简要工作原理:由数码相机里的光源发出的光照射到瓶口后反射到芯片上,光由芯片转换为电压,电压经CPU处理后转换为相应的亮度值,从而形成图像。
吹瓶机简介SIDEL

机械手
取瓶机械手
取胚机械手
取瓶机械手与取胚机械手的夹子是 不一样的。
吹塑站
拉伸干/限位块
吹瓶阀组
吹瓶喷嘴
模具
吹瓶阀组
40bar吹瓶阀
预吹阀
回收气体阀
排气阀
设备在吹瓶的时候首先第一步是预吹阀开始动作。 然后第二步40bar气体开始吹瓶定型瓶子。 接着第三步回收气体。 第四步把剩余的气体排出去,吹完成。
进口卡瓶
原因分析 解决方法
在生产中有时会碰到进胚口卡瓶,然 后就会紧急停机。 瓶胚很不好拿出来,设备上面会报警 进胚扭力限制器断开,设备无法启动。
因为卡瓶的关系导致进胚扭力限制器 断开,需要把瓶胚排出来可以手动转动 星轮先把坏的瓶胚排出来。 然后慢慢转动星轮,使扭力限制器恢 复的原来的位置为止,报警就可以消除。
爆破压力太低
原因分析 解决方法
如果出现瓶子爆破压力过低,首先检 查瓶子的破裂位置。 一般爆破压力过低都是底部破裂。
如果爆破底部破裂,则是瓶底的肉厚 分布不均匀或者底部肉太多,导致破裂。 需要把底部的灯管加热进行调整,在 不凸底的前提下把底部的温度上调一点, 然后把灯管进行分散。 需要把瓶子的肉厚分布调均匀。
除尘过滤器
原因分析 解决方法
如果是过滤器真的堵塞了,那么要进 行更换。 如果是误报警,就打开过滤器上面的 传感器进行复位。
除尘过滤器报警后,首先要检查是误 报警还是真的堵塞了。 首先打开过滤器检查情况,如果没有 堵塞,则是误报警。
谢谢
Oven 加热炉
加热灯管
拉伸成形
Axial stretching Axial and radial stretching
Radial stretching
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
返回
SFIS.PPT 16
Shop Floor Information System, SFIS现场信息整合系统
进胚星轮
B10.3 检测进入导块受力,B32.1是瓶胚初始化信号检测
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 19
Shop Floor Information System, SFIS现场信息整合系统
加热炉扭力限制器
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 20
Shop Floor Information System, SFIS现场信息整合系统
Shop Floor Information System, SFIS现场信息整合系统
进胚导轨的调整
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 13
Shop Floor Information System, SFIS现场信息整合系统
B10.6检测瓶胚最低位,B10.5也控制吹气,注意此光电传感器需克服瓶胚间隙.
第二章 瓶胚提升机
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 5
Shop Floor Information System, SFIS现场信息整合系统
瓶胚提升机由:料斗、提升机、取向辊、进胚导轨、瓶胚回收、理胚机组成。
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SIDEL吹瓶机原理Байду номын сангаас
Shop Floor Information System, SFIS现场信息整合系统
吹瓶机概述 瓶胚提升机/ELEVATOR 加热炉/OVEN 传送臂/TRANSFER 吹瓶轮/MOBIL WHEEL 开-合模/MOULD OPENING-CLOSING 底模/BASE MOULD 开-锁模/LOCKING-UNLOCKING
M69FA是取向辊电机, M69FBA是瓶胚回收电机
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 10
Shop Floor Information System, SFIS现场信息整合系统
理胚机、瓶胚料位控制D1通过PLC控制提升机和整列转轴的启动停止D3控制
提升机和整列转轴的加减速D4检查和稳定出口的瓶胚
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 14
Shop Floor Information System, SFIS现场信息整合系统
吹气电磁阀,建议安装一个可调节气量的快速接头
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 15
Shop Floor Information System, SFIS现场信息整合系统
第 9章 第10章 第11章 第12章 第13章 第14章 第15章 第16章
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 3
Shop Floor Information System, SFIS现场信息整合系统
第一章 吹瓶机概述
2004年开始制造 PM从10000开始 MM从11000开始 GM从12000开始
SFIS.PPT 17
Shop Floor Information System, SFIS现场信息整合系统
吹瓶初始化信号
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 18
Shop Floor Information System, SFIS现场信息整合系统
机器步幅探头错误决不能移动B30.0的位置
机器型号
SBO6 SBO8 SBO10 SBO14 SBO16 SBO20
最大速度(B/H) 10800 14400 18000 25200 28800 36000
模具数目
6
8
10
14
16
20
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 4
Shop Floor Information System, SFIS现场信息整合系统
加热炉初始化信号
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 21
B105.0有两项功能1、计算经过的瓶胚数量2、控制瓶胚行走
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 11
Shop Floor Information System, SFIS现场信息整合系统
弹出横卧瓶胚装置
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 12
SFIS.PPT 6
Shop Floor Information System, SFIS现场信息整合系统
整体有4个急停开关、6个安全门,可以在生产中进行故障处理。
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 7
Shop Floor Information System, SFIS现场信息整合系统
第1章 第2章 第3章 第4章 第5章 第6章 第7章 第8章
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 2
Shop Floor Information System, SFIS现场信息整合系统
吹瓶阀/ELECTRO VALVE 吹咀汽缸/BLOW NOZZLE CYLINDER 拉伸/STRETCHING 机械同步/SYNCHRONISATION 气、水回路/AIR、WATER 润滑保养/LUBRICATION 基本电器及电路/ELECTRICAL 常见故障分析
料斗输送带
料斗料位检测
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 8
Shop Floor Information System, SFIS现场信息整合系统
瓶胚提升电机
翔威国际股份有限公司 第二事业部 厂区信息流自动化项目
SFIS.PPT 9
Shop Floor Information System, SFIS现场信息整合系统