雷尼绍OMP60测头在数控机床在线检测中的应用
雷尼绍自动探测在测量报警中的应用

雷尼绍自动探测在测量报警中的应用摘要:本文在介绍雷尼绍触发式探头自动探测的工作原理和G31指令应用的基础上,分析了其测量误差及其改进措施方法,进一步通过宏程序实例,探讨了在探测圆(孔)中心并进行机床报警的应用方法,实现了在数控加工中测量方法的功能拓展。
关键词:雷尼绍探头;G31;宏程序雷尼绍(Renishaw)是一家跨国公司,主要提供测量、运动控制和精密加工等核心技术,数控机床探头是雷尼绍公司的主要产品之一,能保证机械加工质量、提升技术及产品的加工精度。
雷尼绍触发式探头可以在数控铣床、加工中心、数控车床等数控机床中实现自动对刀、工件找正、工序测量及工件检测的功能。
1.数控机床雷尼绍触发式探头工作原理数控机床采用雷尼绍触发式探头,探头在触碰到工件的一瞬间,通过读取机床此刻的坐标位置(根据当前坐标系的位置),通过系统变量传输到机床相对应的共用变量(也可以自行设定公用变量号),进一步通过公用变量和原来的坐标值进行比较(进行加减运算),将计算出来的结果自动补偿到工件坐标系或刀具长度(H)、刀具半径(D)中。
雷尼绍触发式探头采用3色灯来显示对应的工作状态:触碰到工件、障碍物等红色信号灯亮;电池电量不足或没有电黄色信号灯亮;工作状态未触碰到工件、障碍物等绿色信号灯亮,实际应用中可以根据3色灯的状态来判断操作是否正常,是否存在故障。
2.FANUC数控机床G31指令使用雷尼绍探头进行测量离不开G31指令的配合。
G31是跳转指令,通常只用于测量功能,需要外部输入信号,输入信号的地址是X4.7(信号名SKIP)。
G31执行过程中如果没有SKIP信号输入则和G01完全一样,如果在执行过程中SKIP信号置“1”,则在SKIP信号置“1”的位置清除剩余的运动量,直接执行下一个程序段。
在SKIP信号置“1”时,在X、Y、Z、A(B)轴坐标值被存储在#5061 ~5064这4个系统变量中,供测量宏程序计算使用。
3.雷尼绍自动探测报警程序的应用3.1雷尼绍自动探测误差雷尼绍在自动探测过程中如探测到工件的铁屑、毛刺等会出现测量结果与实际值相差甚大的情况。
雷尼绍MP10/OMP60测头系统在西门子840中的应用

L9803 用于校准探针球体的半径。准备工作同 L9802。 调用格式:R7=d [R26=z R19=s]
L9803 其中 s 为零偏号:0 对应 G500,1~4 对应 G54~G57,5~99 对应 G505~ G599。 运行结果: 1.同 L9802 2.输出 X、Y 方向的球半径分别存到变量 RENP[0]和 RENP[1]中。 3.2 测量循环 3.2.1 L9811 L9811 用于测量 X、Y、Z 方向单平面测量,以确定该平面的尺寸或位置。 调用格式:R24=x 或 R25=y 或 R26=z [R8=e R9=f R11=h R13=m R17=q R19=s
雷尼绍 MP10/OMP60 测头系统在西门子 840D 中的应用
雷尼绍 MP10/OMP60 测头系统在西门子 840D 中的应用
胡国清 安 波 (武汉华中自控技术发展有限公司,武汉 430077)
内容提要:详细阐述了雷尼绍 MP10/OMP60 测头系统结合西门子 840D 数控系 统实现工件/刀具测量的方法,包括硬件连接、软件设置、参数设 置和测量循环的应用。
启动 CNC 系统,进入 840D 的 MMC 主画面,按“服务” “数据选择” “NC
-生效-数据”,选择“用户数据” “全局用户数据”
“全局用户数
据 3”(对应 UGUD、SGUD、MGUD、GUD4~GUD7),然后按右侧竖向软键“磁
盘”,选择 RENISHAW.0C 文件并启动读入到定义目录中,此时可在“定义”
关键词: 探针 MP10 OMP60 840D Application of RENISHAW MP10/OMP60 Probe System in SIEMENS 840D HU Guoqing AN Bo
雷尼绍探头在数控加工中的应用

我公司使用的雷尼绍 ( R e n i s h a w)探头 ,型号 为RMP 6 0 ,这种探头属于接 触式 触发测头 。当探 头接触到工件表面时 ,触发信号通过无线 电接收器
传 输 给 控制 器 ( 见图1 )。
图 1
调整刀的安装高度 ( 就一般情况而言 ,根据车 间的 实际操作经验一般是 刀尖稍微高于工件的中心 ,这 样 比较适宜 )。此种情况产生可以归结为操作者的 经验 、技术 问题 ,这个情况可以解决 。在数控车床 上安装刀具时加工 ,由于谚 大 型部件长约4 m、宽0 . 4 m、高 度1 . 5 m,重0 . 5 t 左
右 ,吊装 到 回转 工 作 台上 ,需要 将 工 件水 平 中心 线
序执行 ,很少或者不用工人干涉加工过程 ,大大缩 短 了加 工时间 ,提高 了效率 。而 工件找正和检查等
检查 刀具并测量工件 ,根据具体情况进行调整刀具 或者更换刀具 。 情况 ( 3 )可以通过是 在对刀 、读数过程 中不
可避 免 产 生 的一 些误 差 ,只 能通 过 操 作者 长 期 实践
的效果 ,省了很多事 。实践证 明在数控车床上这 么
编 写程 序 ,加 工 此 种盘 类 零 件 确实 能 够避 免 此 类 问 题 的产 生 。
辅 助加 工时 间并未 缩 短 ,甚 至 可 以 占到 整个 过 程 时 间的1 / 3 以 上 。如 何 缩 短 辅 助 加 工时 间 已成 为 提 高 加 工效 率 的需 求 之 一 。
与机 床y 车 由 重合后进行加 工 ,调 整过程非 常繁 琐耗
本 文主要是介绍了雷尼绍探头的功能 ,并结合
5 . 结语
雷尼绍探头在加工中心中的应用探讨

雷尼绍探头在加工中心中的应用探讨发布时间:2022-10-19T11:10:47.625Z 来源:《科学与技术》2022年第11期6月作者:高禾林王腾达肖冲赵登登[导读] 随着我国社会经济的全面发展,工业制造业发展速度逐渐加快,为了确保生产加工工件质量得到全面提高,通过利用探头在内的相关监测装置高禾林王腾达肖冲赵登登中车青岛四方机车车辆股份有限公司山东青岛 266111摘要:随着我国社会经济的全面发展,工业制造业发展速度逐渐加快,为了确保生产加工工件质量得到全面提高,通过利用探头在内的相关监测装置,对生产全过程进行监督管理,一旦发现在生产加工工件质量不达标、刀具磨损较为严重等情况,探头等监控装置会自动发出警报,工作人员会快速对加工生产设备进行调换,确保加工中心自动化生产效率以及生产质量得到保障。
因此,本文通过对雷尼绍探头的了解,促使其可以在加工中心中得到全面应用,提高工件加工生产质量,为工业制造业的全面发展奠定良好基础。
关键词:雷尼绍探头;加工中心;应用探究前言:雷尼绍公司作为跨国性企业,主要是以生产高精度监测仪器设备为主,其中以雷尼绍探头为主,在加工中心中对其进行有效运用,可以确保加工工件生产质量以及生产效率,是提高加工生产技术以及工件精度的重要监测设备之一,促使加工中心的功能得到全面优化与改善,提高加工中心工作效率,为工业领域的进一步发展提供良好帮助。
1雷尼绍探头相关内容1.1应用分类在加工中心对雷尼绍探头进行使用前,需要对探头自动测量参数进行相关调整,以便发挥出探头的功能,简化加工生产工装夹具,减少工件生产制造费用,缩短加工机床辅助时间,提高工件加工生产效率以及生产质量,全面改善机床性能。
在加工中心安装雷尼绍探头中,可以根据机床的功能,讲雷尼绍探头划分为刀具探头、工件监测探头等。
通过相关信号传输,也可以讲雷尼绍探头划分为光学式探头、硬线连接式探头、感应式探头、以及无线电式探头。
为此,工业制造企业在加工中心应用雷尼绍探头前,需根据合加工机床设备型号,选择配置相符合的雷尼绍探头。
雷尼绍测头(OMP60)在数控加工中心的应用

设备管理与维修2021翼1(上)雷尼绍测头(OMP60)在数控加工中心的应用吴连伟,刘付友,代志勇,刘晓龙,薛永贵(潍柴动力股份有限公司一号工厂,山东潍坊261061)摘要:随着工业4.0技术(云计算、大数据等先进技术)的迅速发展,机械制造业已迈向高、精、尖方向的数控加工时代,机加工的过程控制精度及过程质量要求也越来越高。
雷尼绍测头在加工行业中的广泛应用顺应了智能制造发展的高精度要求,推动了机加工行业向智能化方向迈进。
针对雷尼绍测头(OMP60)在CNC 系统(数控加工系统)的具体应用实例,介绍测头在机加工中的应用。
关键词:工业4.0;智能化;雷尼绍测头;CNC 系统;机加工中图分类号:TG659文献标识码:B DOI :10.16621/ki.issn1001-0599.2021.01.600引言随着工业4.0技术(云计算、大数据等先进技术)在全国迅速推广以及中国工业2025计划要求,中国机械制造业竞争日益激烈且格局日益多元化。
随着精益生产理念在机械制造业的日益推进,对机加工的要求也越来越高。
不仅要求机加工零部件的高质量,而且对零部件加工过程保障数据的采集及存储提出了更高要求。
提高制造过程的过程保障能力,成为制造行业急需解决的问题。
雷尼绍测头在数控加工中心的广泛应用,提供完美的问题解决方案,促进机械制造业在过程保障能力上实现一次质的飞跃,大大提高了机加工的加工质量和效率。
1雷尼绍测头原理雷尼绍机床测头按功能分类,可分为工件检测测头和刀具测头;按信号传输方式分类,可分为硬线连接式、感应式、光学式和无线电式;按接触形式分类,可分为接触测量和非接触测量。
用户可根据机床的具体型号选择合适的配置。
雷尼绍OMP60测头的测量精度可以达到1滋m ,它采用最先进的调制光学传输方法,配置OMI-2集成接口接收器,具有极强的抗光干扰能力,广泛应用在数控加工机床。
本文以某品牌柴油机机体的部分加工内容为例,主要阐述雷尼绍工件OMP60测头在CNC 系统的实际应用,并做进一步分析。
雷尼绍MP10/OMP60测头系统在西门子840D中的应用

可以缩短 9% 的在机辅助时间 , 0 并消除了因手动检测
和找正工件而导致的工件报废 , 在数控机床及制造业 自动化系统中广泛应用 , 是智能化制造系统的眼睛。 O P0 M 6 测头可兼容于 M I , PO 它采用最先进 的调 制光学传输方法 , 配置 O I 2 M 一 集成接 口接收器后 , 具 有极强的抗光干扰能力。本文就 M 1 探针结合西门 P0
1 3 0M M .
也可以只接 2 2 3— 4端 子, 不接 1 4—1 5端子 , 反应 在 C C中的信号状态相反 。 N
1 5 CNC .
对 于 西 门子 80 来 说 , C 4D N U的 3 7针 端 口 X 2 11
O M上有 6 M 个指示灯 , 其中上排左边红色灯指示
关 , 于设 置 O M 的接 收/ 射 角 , 常设 置 O / 用 M 发 通 N O F O F对应接收/ F/ F 发射角均为最大值的 5 %。 0
子 80 4 D数 控 系 统 应 用 测 量 功 能 实 现 的 方 法 进 行 阐
述, 为同类型的应用提供借鉴 , 以下 的描述同样适用 对
雷尼绍无线电测头RMP60的使用
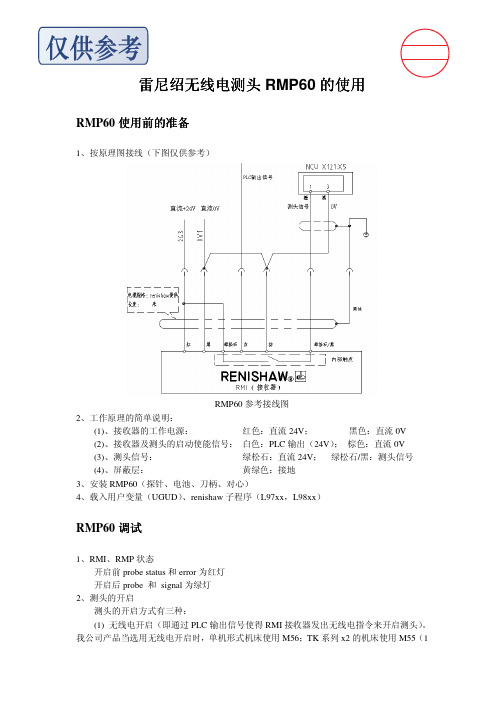
雷尼绍无线电测头RMP60的使用RMP60使用前的准备1、按原理图接线(下图仅供参考)RMP60参考接线图2、工作原理的简单说明:(1)、接收器的工作电源: 红色:直流24V ; 黑色:直流0V (2)、接收器及测头的启动使能信号: 白色:PLC 输出(24V ); 棕色:直流0V (3)、测头信号: 绿松石:直流24V ; 绿松石/黑:测头信号 (4)、屏蔽层: 黄绿色:接地 3、安装RMP60(探针、电池、刀柄、对心) 4、载入用户变量(UGUD )、renishaw 子程序(L97xx ,L98xx )RMP60调试1、RMI 、RMP 状态开启前probe status 和error 为红灯 开启后probe 和 signal 为绿灯 2、测头的开启测头的开启方式有三种:(1) 无线电开启(即通过PLC 输出信号使得RMI 接收器发出无线电指令来开启测头)。
我公司产品当选用无线电开启时,单机形式机床使用M56;TK 系列x2的机床使用M55(12008.12.10中捷机床有限公司技术部通道)M56(2通道)。
(2) 旋转开启(即将测头与刀柄连接后,装于主轴上,以要求的主轴转速开启测头)。
(3) 刀柄开关开启(即使用特殊刀柄,在刀柄上存在测头开启的开关,在测头装夹于主轴后,即可开启测头)。
如果对码不正确,则测头与接收器不能同步开启,并建立通讯。
对码过程参考第3步。
3、测头与接收器的对码步骤测头与接收器的对码步骤(1) RMI接收器断电(或者机床断电亦可)。
(2) 取出测头电池,按住测头探针,使其保持触发位置不动。
(3) 插入电池,按住测头探针不得松手,测头开始自检测,直至连续5次红色信号灯闪烁。
再松开探针。
(4) 在第一级菜单中,选择测头开启方式,以快速触发探针的方式进行开启方式的选择。
(5) 按压探针时间超过4秒,测头自动转入第二级菜单:测头关闭方式。
同样以快速触发探针的方式进行关闭方式的选择。
雷尼梢静态测量装置在数控机床上的运用

雷尼梢静态测量装置在数控机床上的运用
范红;王丽芳
【期刊名称】《钻镗床》
【年(卷),期】2000(000)001
【总页数】4页(P39-42)
【作者】范红;王丽芳
【作者单位】中捷友谊厂;中捷友谊厂
【正文语种】中文
【中图分类】TG659
【相关文献】
1.雷尼绍测头在数控机床上应用 [J], 英国雷尼绍公司北京办事处
2.您的数控机床"健康"吗?--英国雷尼绍先进机床精度检测技术 [J], 周汉辉
3.数控机床在机测量技术——雷尼绍测头在数控机床上的应用 [J],
4.雷尼绍OMP60测头在数控机床在线检测中的应用 [J], 曾鹏;张德红;廖璘志
5.雷尼绍助力昆明机床提升五轴数控机床质量水平 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雷尼绍OMP60测头在数控机床在线检测中的应用[提要] 雷尼绍OMP60测头是一种光学传输测头,与OMI-2传输接收器配
合调制使用,具备360°红外线传输与6m工作范围,具有极强的抗光干扰能力。
本文阐述采用雷尼绍OMP60测头系统结合数控机床系统实现工件测量方法,包括测头校准及多种测量方式在加工过程中的实现。
关键词:数控机床;工件坐标;自动检测
一、前言
现代制造业尤其是精密加工技术的不断发展,对产品定位检测、尺寸检测、型面检测等提出了新的要求。
采用雷尼绍OMP60测头并应用于数控机床进行在线检测,完成圆柱凸台外圆或圆形凹槽内圆、方形凸台和凹槽、内角等多种方式的测量,让检测系统在数控加工系统中发挥良好的作用。
二、圆柱凸台外圆或圆形凹槽内圆的测量
这种测量方式能测量工件的圆直径误差和圆中心的机械坐标,测量宏程序格式如下:
格式:G65 P9019 Dd [Zz Mm Ss Tt Rr Qq Hh Vv Ww]
(一)凸台圆柱外圆的测量。
测头安装如图1所示。
(图1)测量测量程序如下:
O****;
/M06 T**;(将测头装到主轴)
G80 G90 G40 G49;(安全保护让系统回到初始状态)
G65P9021;(主轴定向并选择工件测头方式)
G31 G55 X0 Y0 F1000;(移动到圆柱中心位置)
G31 G43 Z10 H1 F1000;(移动到圆柱顶面上10mm)
G65 P9019 D40 Z-6 S3 T1;(测量程序,将圆柱中心坐标存入G56,将测量的半径误差存入H1的磨耗中)
G31 Z100;(测量完成后,Z轴退到安全高度)
M30;
程序中如用长度补偿G43就要先进行测头长度校正,将相对与工件坐标的长度补偿值校正。
当是用测头作为标准刀来对工件坐标系时,就将H1中值置为0。
在测量程序段,有Z值这是圆柱凸台专用设置,没有Z值时就为圆形凹槽的测量。
(二)圆形凹槽内圆的测量。
测头安装如图2所示。
(图2)测量程序:
O****;
/M06 T**;(将测头装到主轴)
G80 G90 G40 G49;(安全保护让系统回到初始状态)
G65P9021;(主轴定向并选择工件测头方式)
G31 G55 X50 Y50 F1000;(移动到圆柱中心位置)
G31 G43 Z-6 H1 F1000;(移动到圆柱顶面下6mm)
G65 P9019 D40 S3 T1;(测量程序,将圆柱中心机械坐标系坐标存入G56,将测量的半径误差存入D1的磨耗中)
G31 Z100;(测量完成后,Z轴退到安全高度)
M30;
程序中如用长度补偿G43就要先测头长度校正,将相对与工件坐标的长度补偿值,当是用测头来对的工件坐标系时,就将H1中值置为0。
三、方形凸台和凹槽的测量
此功能可测量凸台或凹槽的宽度及中心坐标,测量宏程序格式及程序说明:
格式:G65 P9010 Xx(or Yy)[Zz Mm Ss Tt Rr Qq Hh Vv]
Xx (or Yy):被测量物体平均宽度;
(一)方形凸台的测量。
测头如图3所示。
(图3)测量程序:
O****;
/M06 T**;(将测头装到主轴)
G80 G90 G40 G49;(安全保护让系统回到初始状态)
G65P9021;(主轴定向并选择工件测头方式)
G31 G55 X0 Y0 F1000;(移动到凸台中心位置)
G31 G43 Z10 H1 F1000;(移动到凸台顶面10mm)
G65 P9010 X20 Z-6 S3 T1;(测量程序,将凸台中心机械坐标系坐标存入G56,将测量的半径误差存入D1的磨耗中)
G31 Z100;(测量完成后,Z轴退到安全高度)
M30;
(二)方形凹台的测量。
测头安装位置如图4所示。
(图4)测量程序:O****;
/M06 T**;(将测头装到主轴)
G80 G90 G40 G49;(安全保护让系统回到初始状态)
G65P9021;(主轴定向并选择工件测头方式)
G31 G55 X20 Y30 F1000;(移动到凹槽中心位置)
G31 G43 Z-6 H1 F1000;(移动到凹槽测量深度位置)
G65 P9010 X20 S3 T1;(测量程序,将凹槽中心机械坐标系坐标存入G56,将测量的半径误差存入D1的磨耗中)
G31 Z100;(测量完成后,Z轴退到安全高度)
M30;
四、内角测量
测头安装位置如图5所示,此功能可测量内直角顶点机械坐标测量宏程序格式及程序。
格式:G65 P9011 Xx Yy Ss [Qq]
Xx Yy:被测量内角的坐标值(可大概估计)
内角测量程序:
O****;
/M06 T**;(将测头装到主轴)
G80 G90 G40 G49;
G65P9021;
G31 G55 X-30 Y-30 F1000;(移动到测量位置)
G31 G43 Z-6 H1 F1000;(移动到测量位置深度)
G65 P9011 X0 Y0 S3;(测量程序,将内角顶点机械坐标系坐标存入G56)
G31 Z100;(测量完成后,Z轴退到安全高度)
M30;
五、结论
雷尼绍OMP60测头在数控机床在线检测中针对圆柱凸台外圆或圆形凹槽内圆、方形凸台和凹槽、内角的测量程序的调试和运行,能较好的应用到数控机床的实际在线检测中,有效的保证了测量的准确性、稳定性和可靠性,并能达到良好的测量效果。
主要参考文献:
[1]石照耀,韦志会.精密测头技术的演变与发展趋势[J].工具技术,2007.2.
[2]武志超.基于三维微触觉测头的纳米坐标测量系统[D].天津大学硕士论文,2012.。