煤矿皮带集控系统技术方案
煤矿PLC的皮带集中控制系统设计

本科生毕业设计题目:基于PLC的皮带集中控制系统设计姓名:学号:摘要煤矿的运输系统对保证矿井正常生产起着非常重要的作用。
为了保证煤矿运输系统可靠安全运行,对带式输送机进行集中监视和控制很必要。
本文以新疆哈密煤矿主斜井及地面胶带输送机为背景,设计出了以PLC技术为核心的集中控制系统,提高了运输系统的监测和控制水平。
文中首先介绍了本次设计的背景,然后设计了胶带输送机集中控制系统的结构和应具有的控制功能,参数的检测和故障保护装置,确定了各故障检测传感器的类型及安装位置。
在此基础上采用SIEMENS的S7-300系列PLC对系统进行硬件和软件设计,其中包括PLC的模块配置及外部连线,梯形图程序设计。
最后提出PLC控制系统的主要干扰源,并设计了抗干扰的措施。
关键词:胶带输送机; S7-300;集中控制系统ABSTRACTCoal transport system to ensure normal production of mine played a very important role. In order to guarantee coal mine safety and reliable operation of the transport system, the belt conveyor to focus on surveillance and control is necessary. In this paper, the Xinjiang Hami Coal Mine inclined conveyor belt and the ground as the background, to design the PLC technology as the core of the centralized control system to improve the transport system of monitoring and control level.First introduced in the text of this design background, and then design a conveyor belt on the structure and control system should have the control, fault detection and parameters of the protection device, identified the fault detection sensors and installation of the type of position. On this basis the use of SIEMENS S7-300 series PLC to the system hardware and software design, including the PLC module configurationand external connections, ladder program design. Finally, PLC control system the main source of interference and the design of the anti-jamming measures.Keywords:Belt conveyor;S7-300;Centralized control system目录1 绪论 (1)1.1 概述 (1)1.2 胶带输送机集中控制系统 (1)1.2.1 胶带输送机集中控制系统的重要性 (1)1.2.2 集中控制系统的发展及存在的问题 (2)1.3 本课题研究的主要内容 (2)2 胶带机集中控制系统的总体设计 (4)2.1 课题背景介绍 (4)2.2 胶带输送机集中控制系统的功能设计 (5)2.3 胶带输送机集中控制系统结构设计 (6)2.4胶带输送机集中控制系统设备构成 (7)2.4.1 胶带输送机 (7)2.4.2 参数检测及故障保护装置 (8)2.4.3 PLC简述 (14)2.4.4 人机界面HMI (17)3 胶带输送机集控系统硬件设计 (19)3.1 SIMATIC S7-300 PLC简介 (19)3.1.1 SIMATIC S7-300 PLC简介 (19)3.1.2 模块安装 (20)3.2 集控系统PLC的设计 (21)3.2.1 CPU的选择 (21)3.2.2数字量模块选择 (23)3.2.3模拟量模块选择 (25)3.2.4电源模块的选择 (26)3.3西门子ET200M与PROFIBUS-DP总线 (28)4 胶带集中控制系统软件设计 (30)4.1 集中控制的流程图 (30)4.2 系统软件实现 (31)4.2.1 控制方式选择 (31)4.2.2 模拟量的处理 (32)5 控制系统的抗干扰措施 (34)5.1主要干扰源 (34)5.2抗干扰措施 (35)6 总结 (37)参考文献: (38)附录 (40)翻译部分 (42)英文原文 (42)中文译文 (54)致谢 (63)1 绪论1.1 概述煤炭运输是煤炭生产过程中不可缺少的一部分。
KTC205煤矿井下皮带集中控制系统

1 本系统具有井上远控、集控、手动、检修等四种工作方式。
上位机远控:利用井上上位机对井下设备按照设定原则进行控制。
集控方式:在井下集控点操作台对皮带和设备进行一键式启车、停车全过程的控制和监测。
手动:在井下集控点由本司机根据生产对各条皮带或设备进行逐一发出开、停车指令。
打破启停的联锁顺序。
检修:此方式为人工在各个皮带机头进行手动操作,主要用于检修试车使用。
2 检测保护功能具有保护功能:跑偏、急停、打滑、堆煤、超温、洒水、烟雾、纵撕,张力下降等功能。
2.1 胶带跑偏保护胶带跑偏开关用于运输机胶带跑偏检测和保护,成对使用。
对具体的跑偏位置进行显示。
2.2 速度检测、打滑和超速保护速度检测传感器用于检测胶带输送机速度,实时显示皮带运行速度值,实现低速打滑和超速保护。
2.3 沿线急停闭锁和故障位置检测急停闭锁开关用于胶带输送机沿线紧急闭锁保护,同时能显示故障性质和位置。
2.4 堆煤检测煤位传感器一般吊挂在机头胶带卸载处或机头的煤仓内,当卸载点发生堆煤时,滞留的积煤触及探测传感器,使它发生报警并停车。
2.5 温度检测温度检测传感器用于测量电机和减速机等设备的外壳温度,超温时根据设定进行停车并启动电磁阀进行洒水降温。
2.6 自动洒水灭火当烟雾传感器或温度传感器动作时,超温洒水电磁阀可由PLC控制输出点根据接收到的信号来控制洒水。
2.7 烟雾检测烟雾传感器传感器安装在驱动滚筒的斜上方(下风),当胶带和滚筒打滑冒烟时,报警并急停,同时自动控制灭火洒水。
2.8 胶带纵向撕裂保护传感器安装在装载点(给煤机和给煤皮带)的位置,当胶带发生纵撕故障,传感器动作,报警并急停。
2.9 胶带张紧力检测张力传感器通过紧带钢缆压紧,通过应力变送器转换输出张力信号,•当皮带的张紧力不符合要求时,矿用PLC•能自动报警并停车。
2.10 煤仓煤位检测雷达料位计计能监测并显示煤仓的煤位,并能对仓满和仓空进行报警保护。
煤矿井下皮带自动化控制系统方案设计
Co n c e p t u a l De s i g n o f t h e Au t o ma t i c Co n t r o l S y s t e m o f Un d e r p i t B e l t s o f Co a l Mi n e s
B r a n c h o f J i n d i n g C o mp a n y , J i n c h e n g A p , J i n c h e n g 0 4 8 0 0 6 , S h a n x i , C h i n a )
更 加 必要 。
该系统能将 同种组态软件和具有相 同通讯功能不 同软件下的不同系统集成到一个计算机上进行监控 , 使整个煤炭运输体系更直观更易于管理。
2 系统硬件组成及 工作原理
2 . 1 硬件 组成
1 功能
目前 ,结 合 皮带 运 输机 的特 点 ,一般 的设 计原 则 是 井 上集 中监 控辅 以井 下 多点监 测 。 1 . 1 控 制功 能
O 引言
皮 带 输 送 机 是 煤矿 生 产 中非 常 重 要 的 运 输设 备 ,
率的最高化 ,即有煤开 、无煤关的 自动化管理 。
1 . 2 集成 功能
它能否安全高效地运行 ,直接决定着矿井机 电设备的 开机率和产量[ 1 , 2 ] 。而老式的皮带传输方式 ,采用继 电 控制 ,每条皮带可独立控制开停 ,系统分散 ,控制灵 活性差 ,且各皮带的配置差异较大 ,同时采用人工操 作 ,操作人员劳动强度大 ,系统运行效率低 ,且易引 起操作失误 ,造成设备损坏 ,甚至人员伤亡 ,给煤矿 带来重大损失口 1 。为此实现皮带输送机 的集 中控制就
2 0 1 4年第 7期
煤矿皮带集控系统技术方案

煤矿皮带集控系统技术方案煤矿皮带集控系统技术方案一、系统概述:本方案是针对煤矿皮带集中控制系统的设计,实现对煤矿皮带系统的自动化控制和数据采集,方便煤矿生产过程中的管理和调度。
二、系统组成:本系统由软硬件两个组成部分构成,其中软件部分包括控制系统软件、数据分析软件、数据库管理软件等;硬件部分包括中央控制器、数据采集模块、信号控制模块等。
三、技术方案:1. 硬件部分(1) 中央控制器本系统采用微处理器为核心的中央控制器,其具有高效稳定的运行性能,支持多种接口,通信速度快,可靠性强。
(2) 数据采集模块数据采集模块采用现场总线技术,以实现对煤矿皮带各点位数据的采集。
数据采集模块内部具有多个采集通道,可同时采集多点位数据。
(3) 信号控制模块信号控制模块采用PLC控制器,其通过采集模块采集的数据,实现对设备状态的检测和控制。
同时,信号控制模块还支持与其它设备进行联动控制。
2. 软件部分(1) 控制系统软件控制系统软件是本系统的核心部分,其负责对数据采集模块采集的数据进行处理和控制,并将处理结果传输给数据分析软件。
控制系统软件还提供了可视化的操作界面,方便用户进行操作。
(2) 数据分析软件数据分析软件是对煤矿主要生产数据进行处理和分析的软件。
它通过与数据库管理软件的配合,将采集得到的数据进行存储和处理,形成数据分析报告。
(3) 数据库管理软件数据管理软件主要是用于管理采集得到的数据。
采集模块采集的数据将存储在数据库中,数据库管理软件通过对数据进行管理和维护,实现数据的有效利用。
四、技术优势:(1) 实现了对煤矿皮带系统的自动化控制,提高了生产效率和安全性。
(2) 可以实时采集监测和操作设备,实现对整个生产线上的设备状态的监控,方便管理和调度。
(3) 数据分析软件能够分析煤矿主要生产数据,为后续决策提供科学依据。
(4) 技术成熟、稳定性强、可扩展性高,可以满足煤矿生产需要。
襄垣七一煤矿主运皮带集控方案
长治襄垣七一矿业集团主运带式输送机电控系统技术方案2011年10月长治襄垣七一矿业集团主运带式输送机电控系统技术方案1 主运皮带机主要参数皮带机长度(m) 480电机功率(kW) 2*250输送量(t/h) 600输送机宽度(mm) 1000运行速度(m/s) 2.5拉紧装置配重小车电机电压(V) 660制动方式盘式制动器、逆止器驱动方式防爆同步变频器+防爆永磁同步电机坡度23度2 方案概述矿用带式输送机电控系统针对带式输送机的配置情况,对每条输送机的配置进行了设计,选用行德国西门子S7-300系列PLC作为系统的控制核心,并配有PC上位机系统,可实现下述功能:➢联锁功能:电控系统与井下给煤机之间设有循“逆连锁功能,逆煤流起车、顺煤流停车”原则,并能在事故情况下不堆煤(紧急停车)。
➢具有集控、手动、闭锁三种工作方式。
➢电控装置与变频装置配合,控制胶带输送机的起、停,实现皮带机软启动,能满足其较低加速度平稳起动和重载起动要求,确保两台电机之间的负荷平衡。
➢显示屏终端显示功能:显示胶带速度、跑偏、闭锁、打滑、堆煤、烟雾、温度等故障信号,上位机主站上实现自动声光报警及故障提示,在人机界面终端有汉字提示及报警。
➢信号系统(1)具有起动预告的声光告警信号,且预告信号与开车闭锁。
(2)胶带沿线、控制室及生产系统之间设有联络信号。
(3)事故预报及事故停车声光报警信号。
➢显示屏对皮带机设备的运行状态实现动态图形化监视;➢显示屏对皮带机所有设备提供完全的故障显示,跑偏、闭锁等沿线保护的动作指示,声光报警;➢实时显示和存储所有检测的运行数据,如带速、运行时间等;➢按该机的自身特点,提供合理优化的起动加速度、运行调速控制、不同工况下的操作方式、可视化监控的软件程序设计,以保证带式输送机的安全经济可靠运行。
3 系统配置矿用带式输送机保护装置主要有矿用隔爆兼本质安全型可编程控制箱、操作台、PC上位组态系统、皮带保护传感器、电话和信号装置、视频监视系统、控制电缆等组成(见附图);控制箱既作为本条皮带的控制核心,又承担起与变频器及皮带保护之间的数据通讯,从而组成一个既相对独立有紧密联系的控制系统;PC上位组态系统,不仅对控制系统的控制运行数据进行采集和存储,将这些数据上传至调度系统,同时又作为井下视频监视系统的地面监视分站。
皮带集控及保护系统说明书
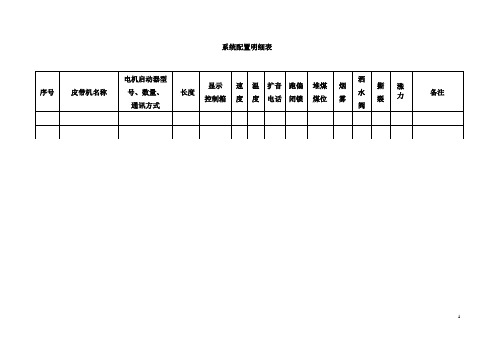
系统配置明细表序号皮带机名称电机启动器型号、数量、通讯方式长度显示控制箱速度温度扩音电话跑偏闭锁堆煤煤位烟雾洒水阀撕裂涨力备注1一、系统组成由四部分组成:(一)、集控中心软、硬件设备;(二)、传输系统线缆、接插件、设备;(三)、皮带机启动控制设备(带RS485接口);(四)、皮带机综合保护传感器。
图1 系统保护示意图序号产品名称及型号简单介绍1 KHP191煤矿用带式输送机保护装置产品介绍:主要用于煤矿井下的皮带远程控制与保护系统,采用PLC可编程控制器作为核心设备,具有较强的适用性、可扩展性、高可靠性和强大的通讯能力。
通过组网可实现地面集中开停皮带。
●控制电路的核心器件采用西门子PLC,并设计了完善的软、硬件抗干扰隔离措施。
●该装置能对运输线上的多达45台胶带输送机进行集中控制;●能对单台输送机进行手动控制;●具有煤仓高、低煤位保护,机头下堆煤保护、皮带打滑、双向急停、跑偏、撕裂、超温、洒水、烟雾等多种故障保护、语音报警、数字显示功能;整条运输线的多台控制器能进行计算机通讯,维修人员可在任何一台的显示器上查看全部或任何一部皮带机的运转情况。
2 GWP100矿用本质安全型温度传感器产品介绍:适用于煤矿井下有瓦斯、煤尘爆炸性气体中,与皮带机控制器配合使用,用于检测皮带表温度、减速箱体、电动机壳体等温度控制。
二、技术参数:防爆型式矿用本质安全型"EXibI"工作电压DC12-24V工作电流 15mA测量范围0-100℃输出继电器输出:一个常开,一个常闭;模拟量4-20mA电流输出电缆最大外径Ф11mm外壳防护等级 IP54外形尺寸及重量98×40×40mm;0.6Kg34 GVD28矿用本安型纵向撕裂传感器产品介绍:适用于煤矿井下有瓦斯、煤尘爆炸危险的环境中,也适用于地面恶劣环境。
与胶带机成套电气控制装置配套使用时,用作胶带机胶带纵向撕裂检测与保护。
二、主要技术参数1、灵敏度:a.传感器在124mm×124mm面积上接受重量为400g±100g的物料时,输出阻值应≤200Ω。
主运皮带集控方案
目录1 主要设计依据和标准 (2)2 总则 (2)设计原则 (3)3 系统概述 (3)3.1可靠性 (3)3.2安全性 (4)3.3经济性 (4)3.4扩展性 (4)3.5操作性 (4)3.6系统监控信号 (4)4.1 控制对象与监测点位 (5)4.2 主要功能 (5)4.2.1 显示及设定功能 (5)4.2.3 多模式控制方式 (6)4.2.4实时记录和打印功能 ...................................................................................................................4.2.5后部闭锁功能 (6)4.2.6 常规保护功能 (8)4.2.7 煤仓监测......................................................................................................................................4.2.8 软故障解除..................................................................................................................................4.2.9 网络..............................................................................................................................................4.2.10 扩展功能 (9)4.2.11综合布线技术要求 (9)4.2.12安全管理 (9)4.3 主要监控设备 (10)1、井下网络控制装置 (10)主要核心元件 (10)5 系统软件............................................................................................................................................5.1 组态软件.........................................................................................................................................5.2 编程软件......................................................................................................................................... 6系统可靠性......................................................................................................................................... 7主要设备清单 (12)1 主要设计依据和标准1.1 设计依据1)《皮带监控项目技术文件》2)《煤矿安全规程》和《煤矿设计规范》1.2设计标准1) IEC标准(国际电工委员会)2) ISO标准(国际标准化组织)。
井下皮带集控系统运行检修安全技术措施
井下皮带集控系统运行检修安全技术措施一、系统概况恒源煤矿皮带集控系统以地面控制为主、井下为辅的操作方式,配有视频监控及语音广播系统,保障设备的安全运行。
目前,井下皮带集控系统已实现井下9部皮带机、5部煤仓给煤机的远程控制,通过光纤进行数据传输,最终数据上传至地面集控室工控机,完成远程控制及数据显示。
设备包括:二、集控技术要求(一)系统组成1.井下胶带运输视频集中控制采用计算机分布式控制系统,利用1000M工业以太环网作为通信平台,控制系统由地面监控中心,井下防爆兼本安型可编程控制器和系统线缆网络组成。
2.地面控制中心由两台工业控制计算机,语音调度主机、硬盘录像系统等组成。
地面两台计算机采用冗余技术,互为备用。
3.井下防爆兼本安型可编程控制器,采用西门子可编程控制器为核心,分别完成信号采集及控制相关设备任务,并通过1000M工业以太环网与地面监控主站通信,以达到设备单台、设备间连锁集控。
4.系统的控制方式为PLC主控站+人机界面操作屏。
系统主要由控制中心、传输网络和井下控制器等组成。
5.具体包含以下几部分:(1)调度监控屏;(2)皮带控制系统;(3)视频部分;(4)扩音电话系统。
6.控制中心(含监控显示系统):控制中心设置在地面指挥控制中心,通过工作站和工业电视系统、扩音电话联络系统、对皮带及相关设施进行集中控制和监视。
7.现场总线+工业以太网网络结构:利用井下可编程控制器组建的现场总线网络作为井下皮带控制系统的底层网络,实现皮带及相关设备的实时控制及信号采集,利用1000M工业以太环网实现和地面调度指挥中心的控制中心工作站的连接通信,实现远程集中控制。
(二)系统功能系统完成实施后,操作员可在集控室终端上监视控制运输皮带生产过程,完成对运输皮带生产及相关环节的监控任务,实现矿井皮带运输生产系统的综合自动化。
具体功能如下:1.实时运行参数监测。
各监控系统实时采集生产工况参数,可以采用图形、报表的形式显示系统的实时工况及目前产量、仓储等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤矿皮带集控系统技术方案Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】KTC158煤矿皮带通讯控制系统技术方案济南华科电气设备有限公司JinanHuakeElectricalDeviceCo.,LTD2014年总述一、公司概况济南华科电气设备有限公司是全国领先的矿山信息技术解决方案供应商,公司通过为全国煤矿矿山和非煤矿山提供创新技术与产品解决方案,让矿山用户享有语音、数据、多媒体、无线等全方位沟通。
公司成立于2003年,位于美丽泉城济南高新开发区,公司自创建以来一直从事研发、生产和销售各种矿用电气产品。
拥有完整的、端到端的产品线和融合解决方案,通过全系列的无线、有线、业务、终端产品和专业服务,灵活满足全国不同用户的差异化需求。
公司具有一批经验丰富、多年从事矿用电气产品研制和生产的专业技术人员,技术力量雄厚,检测设备齐全,售后服务贴心。
华科坚持以持续技术创新,为客户不断创造价值,至今已经成功研制并投入生产和销售的产品达数十种,包括KTC煤矿皮带通讯控制系统、KT190矿用广播通信系统、KT158矿用无线通信系统、矿用工业环网系统、煤矿井下视频监控系统等。
公司管理规范、科学,驾驭市场的能力日益增强,已进入高速良性发展的轨道。
公司将以现代化的管理手段,先进的技术,优良的软、硬件,高品质和高可靠性的产品,良好的信誉和优质的售后服务,为煤矿的现代化生产做出我们的努力。
在与客户的长期合作中,我公司坚持诚实守信,质量第一,跟踪服务,努力使广大客户满意。
我们追求卓越,勇于创新,以团队的力量来完成华科人的使命。
公司真诚向全国各地用户承诺:产品质量可靠,价格合理,信守合同,还可根据用户现场需要设计生产。
华科电气具有十分丰富的实施经验,熟知项目的风险所在及成功之关键,有一支由销售代表、行业顾问、体系结构设计专家、项目经理和方案实施专家组成的团队,对项目配备充足的资源。
客户至上的服务理念,第一时间的服务承诺,改进完善的逆向服务,全员服务的管理体制。
济南华科电气设备有限公司将以雄厚的技术力量、严格的质量控制体系及饱满的工作热情,为煤矿企业提供优质服务,公司倡导与用户真诚合作,做用户可靠朋友的企业宗旨和以人为本,追求卓越,勇于创新,以团队的力量来完成企业文化。
济南华科电气设备有限公司将与煤矿企业共创美好未来!二、技术方案1、系统概述KTC158煤矿皮带通讯控制系统整体采用工业PLC和嵌入式技术,人机界面采用12.1寸TFT显示终端,上位机采用防爆计算机,可实现井下掘进顺槽皮带、采煤工作面顺槽皮带、主运输皮带以及洗煤厂皮带等的保护,控制、沿线通话、故障检测、显示及报警等功能,带有标准的以太网接口、RS485、RS232接口。
从小皮带到主运皮带;从单条运输胶带到整个矿井的所有固定胶带机运输系统;从简单的头尾搭接到“丁”字型、“山”字型搭接;从设备启停控制到工作电流、电压显示、皮带速度检测和显示、煤仓煤位检测和显示、高低煤位停机;电机温度、运行频率、风机状态等的检测和显示及计算机远程传输通信;故障自诊断等均可提供全套解决方案。
2、先进性和可扩展性:随着现代信息技术的发展,新产品、新技术层出不穷。
因此本系统在投资费用许可的情况下应充分利用现代最新技术,以使系统在尽可能长的时间内与社会发展相适应。
但由于现代科学技术的飞速发展,故必须充分考虑今后的发展需要,设计方案必须具备前瞻性和可扩展性。
这种可扩展性不仅充分保护了甲方的投资,而且具有较高的综合性能价格比。
本设计对此均作了充分考虑,预留了输入输出等各种接口,极便于系统的扩展和升级。
3、安全性和可靠性:KTC158煤矿皮带通讯控制系统作为皮带运输系统的控制系统,对安全型和可靠性有极高的要求,因此系统设计必须安全、可靠,本方案已充分考虑采用成熟的技术和产品,在设备选型和系统的设计中尽量减少故障的发生。
并从设备防尘、防水以及设备快速安装和维护等方面,都必满足可靠性的要求。
特别重要的一点是本方案选用的所有主要关键设备,均符合煤矿安全使用标准。
4、系统设计主要依据主要依据:★《煤矿安全规程》★《煤矿设计规范》★《智能调度室装备规范》★《煤矿通信、检测、控制用电工电子产品通用技术要求》★《爆炸性环境用防爆电气通用设备要求》★《爆炸性环境用防爆电气设备本质安全型电路和电气设备》5、系统结构组成本皮带通讯控制系统主要由以下产品组成。
★矿用隔爆兼本安型计算机;★矿用本安型主控制器;★矿用隔爆兼本安型电源;★矿用本安型闭锁扩音电话;★矿用本安型远控电话;★矿用本安型分站;★矿用本安型拉线急停开关;★矿用本安型耦合器;★KDW660/18矿用隔爆兼本安型电源;★矿用本安型终端;★KB127矿用隔爆型网络摄像仪。
6、系统设计规范使用KTC皮带通讯控制系统实现2条皮带的集中和分布式控制:6.1、1号皮带的通讯控制系统设计:6.1.1、首先在1号皮带(1000米)的机头开关电站附近安装1台本安型主控制器和1台隔爆兼本安型电源,作为1号皮带的控制中心;6.1.2、从主控制器开始,沿皮带方向每100米安装1台拉线急停扩音电话,每200米安装一台拉线急停开关,一直敷设到机尾;6.1.3、将1号皮带机的抱闸电机控制线接入主控制器,用来控制抱闸电机的开停。
4、将1号皮带机的用于控制主运电机的开关先导线或变频器先导线引入主控制器,用来控制主运电机的启停;6.1.4、如果被控对象为变频器,主控制器可通过RS485总线与其通讯,读取变频器的电流值和频率值等数据;6.1.5、将1号皮带机头的温度传感器、速度传感器、烟雾传感器、堆煤传感器、机头跑偏传感器等输入信号就近接入主控制器,用来实时监测各个保护信号;6.1.6、在1号皮带的中间位置将中间跑偏传感器接入最近一台拉线急停电话的输入口,用来监测皮带中间位置的跑偏情况;6.1.7、在1号皮带机的机尾附近将机尾跑偏传感器和撕裂传感器接入最近一台拉线急停电话,用来监测是否有撕裂发生和机尾跑偏情况。
6.2、2号皮带的通讯控制系统设计:6.2.1、首先在2号皮带(2000米)的机头开关电站附近安装1台本安型分站和1台KDW127/18电源,作为2号皮带的控制中心;6.2.2、从分站开始,沿皮带方向每100米安装1台拉线急停扩音电话,每200米安装一台拉线急停开关,一直敷设到机尾;6.2.3、将2号皮带机的抱闸电机控制线接入分站,用来控制抱闸电机的开停。
6.2.4、将2号皮带机的用于控制主运电机的开关先导线或变频器先导线引入主分站,用来控制主运电机的启停;6.2.5、如果被控对象为变频器,分站可通过RS485总线与其通讯,读取变频器的电流值和频率值等数据;6.2.6、将2号皮带机头的温度传感器、速度传感器、烟雾传感器、堆煤传感器、机头跑偏传感器等输入信号就近接入分站,用来实时监测各个保护信号;6.2.7、在2号皮带的中间位置将中间跑偏传感器接入最近一台拉线急停电话的输入口,用来监测皮带中间位置的跑偏情况;6.2.8、在2号皮带机的机尾附近将机尾跑偏传感器和撕裂传感器接入最近一台拉线急停电话,用来监测是否有撕裂发生和机尾跑偏情况;6.2.9、在最后一台拉线急停电话的后面插上终端,用来检测末端电压。
6.3两条皮带控制系统的级联用1条20米的七芯通信电缆将1号皮带机的最后一个电话和2号皮带机头的分站连在一起,实现两条皮带控制系统的信息共享和集中控制。
6.4控制流程6.4.1、集控控制方式在集控控制方式下,1号皮带和2号皮带的启停具有先后顺序,即:在1号皮带不启车的情况下,2号皮带无法启车;当1号皮带停车时,2号皮带会自动停车;从而实现逆煤流启车、顺煤流停车的功能。
主控制器的优先级较高,它可以对1号皮带进行控制,也可以对2号皮带进行控制(即集中控制);分站的优先级较低,它只能控制2号皮带。
6.4.2、检修控制方式在检修控制方式下,1号皮带和2号皮带没有启停的联锁关系,即:1号皮带停车的情况下,不影响2号皮带的启停。
此种方式主要用于皮带检修时使用。
6.4.3保护信号的处理1、温度保护:当温度传感器动作时,主控制器发出语音报警,皮带机立即停机,同时超温洒水打开;2、烟雾保护:当烟雾传感器动作时,主控制器发出语音报警,皮带机立即停机,同时超温洒水打开;3、速度保护:当速度传感器的速度值低于低速值或高于高速值时,主控制器发出语音报警,皮带机立即停机;4、堆煤保护:皮带运行时,有时会出现矸石或大煤块瞬间碰到传感器的情况,所以堆煤保护可以设定检测延时时间,在检测延时时间内(比如1秒钟)主控制器不会停止皮带的运行,当保护时间超过检测时间时,主控制器发出语音报警,皮带机立即停机;5、机头跑偏保护:同堆煤保护类似,当皮带运行时,有时会出现矸石或大煤块瞬间碰到传感器的情况,所以跑偏保护可以设定检测延时时间,一级跑偏发生时,主控制器只报警不停车;二级跑偏发生时,当保护时间超过检测时间,主控制器发出语音报警,皮带机立即停机;6、皮带中间的跑偏保护:皮带较长时,一般皮带的中间需要敷设跑偏保护,中间的跑偏保护可以就近接入最近的一台拉线急停地电话,该跑偏信号会通过总线的方式由七芯通信电缆传输到主控制器或分站,然后进行相应的处理。
7、皮带机尾的跑偏保护:同中间跑偏类似,也是就近接入拉线急停电话。
8、撕裂保护:撕裂传感器一般在机尾位置,就近接入最近的拉线急停电话,当撕裂传感器动作时,主控制器发出语音报警,皮带机立即停机;9、急停保护:皮带沿线每台拉线电话或拉线开关之间都有钢丝绳相连,当拉动钢丝绳时,拉线电话或拉线开关会动作,主控制器会发出语音报警,皮带机立即停机。
10、超温洒水:当烟雾传感器动作或温度传感器动作时,主控制器或分站会将电磁阀打开,从而实现超温洒水的功能。
7、单机产品介绍7.1矿用隔爆兼本安型计算机隔爆兼本安型计算机主要有嵌入式计算机、22寸液晶显示器、2个百兆光口、3个百兆电口、电源和本安键盘组成。
可通过该计算机实现对下位机或分站的集中控制,同时也可接入隔爆型摄像机实现对生产沿线的监控。
通过自身的光口可接入及井下环网,从而实现现场参数和视频的上传。
7.2矿用本安型主控制器矿用本安型主控制器采用西门子PLC、嵌入式计算机和12.1寸显示终端组成,具体功能和参数如下:●皮带机运输机的启车/停车控制、单个电机的点动;●多条皮带的级联控制(按逆煤流方向启车,顺煤流方向停车);●皮带沿线的单工扩音通话功能(扩音强度大于100dB);●皮带沿线的信号打点功能(信号响度大于100dB);●显示功能:主控制箱采用12.1寸TFT大屏幕液晶显示,各设备的启停状态、沿线电话状态、电机的电流、温度、各皮带保护(包括速度、烟雾、温度、堆煤、机头跑偏、中间跑偏、机尾跑偏、撕裂、沿线急停以及超温洒水等)都以动画和汉字的形式进行双重显示;●设备启停时间统计、显示功能;●控制对象的多样化:控制对象可以是组合开关,变频器,软启动等●灵活的参数设置及调整功能;●主控制箱可提供30路输入端口和26路输出端口(可扩展至更多)。