MY7163 卧轴矩台平面磨床电路图(合信源)2014
卧轴矩台平面磨床使用说明书

横进给手轮每格进给量
0.05 mm
横进给手轮每转进给量
3 mm
进 给 横进给速度
0.3~2 m/min
系 统 横进给行程
470 mm
磨头每行程断续进给量(无级变速)
5~25 mm
磨头垂直进给手轮每格进给量
0.005 mm
磨头垂直进给手轮每转进给量
0.5 mm
磨头快速垂直进给速度
350 mm/min
砂轮
MY7140A 卧轴矩台平面磨床
.
使用说明书
共 34 页 第1页
1、概述
1.1 产品概况:
本机床系采用砂轮周边磨削工件平面的机床,亦可使用砂轮的端面磨削工件
垂直面。按工件的不同可将其吸牢在电磁吸盘上,或直接固定在工件台上,亦可
用其它夹具夹持磨削。
本机床主要部件运动的特点如下。
工作台纵向运动为液压驱动。磨头在拖板上的横向运动为液压驱动,亦可手
操纵阀 I 不仅可由工作台撞块操纵,也可用手板动手柄,而进行手动操作。 节流阀 B 用以调整换向阀 A 的移动速度,亦即决定工作台换向时的平稳。 工作台速度控制手柄有三挡位置,在第一档位置时油流动的方向如图所示, 如果回转手柄 G 打至第二挡位置时,侧通路 2、5 关闭,工作台停止,但系统中 仍保持压力,磨头部份仍可开动(进行砂轮修正)。如果回转手柄 G 打至第三挡位 置,则压力油通路 1 与回路 6 接通,油液全部回至油池,整个液压系统停止工作。 当手柄 G 在第一挡和第二挡位置之间时,可以得到工作台的无级变速,其速 度之调节范围为 3~27 米/分。 如果系统中之油液因通路 I 被阻塞时,则引起油路系统中压力的升高,当压力 超过溢流阀所规定的压时,油液即打开溢流阀经通路 6 回至油池,以保证整个系 统的安全。 6.2 横向连续进给和断续进给 磨头的横向进给系统靠工作台操纵箱中的进给阀 D,进给操纵控制手钮(即操 纵图把手 7)和磨头换向阀作用而传动,油液由叶片泵沿通路 1 进入工作台操纵 箱。通入磨头进刀操纵控制手钮 H 断面 VIII 的油液,可作磨头油缸传动和控制换 向阀的换向滑块 K 之用,本图所示位置为油液沿通路 1 经进刀操纵控制手钮 H 断 面 VIII 的通路 8 形成通路,沿通路 8 的油液流入换向阀的变动滑阀 J,使通路 8 和通路 9 、11 形成通路,通路 11 的油液进入磨头油缸左腔,活塞杆即开始向右移动,紧
3.3磨床控制线路(共53张)

1、认识M7120型平面磨能的床掌安使握全铣操用床作的元器能的进 维件行 护铣 和,床 保能描述其
基本功能、结构和应用特点规程
养
2、能正确识读电气原理图,分析控制器件的动作过程
和电路的控制原理
3、能正确绘制元件布置图和接线图
4、能根据任务要求和实际情况,合理制定工作计
划
2021/12/28
14
23
第23页,共53页。
M7130平面磨床电气控制线路
3.电磁吸盘控制电路分析
知识凝聚力量 技能成就未来
电磁吸盘是利用线圈通电时产生磁场的特性吸牢铁磁材料工件的一种工具, 相对于机械夹紧装置,它具有夹紧迅速、工作效率高、在磨削中工件发热时能自 由(zìyóu)伸缩等优点。的结构如图所示。它的外壳由钢制箱体和盖板组成,在箱 体内部均匀排列的多个芯体上绕有线圈,盖板则用非磁性材料(如铅锡合金)隔 离成若干钢条。当线圈通入直流电后,突出的芯体和隔离的钢条均被磁化形成磁 体当工件放在电磁吸盘上时,就将被磁化并吸牢。
磁化,采用点动控制。
按下SB9 KM6线圈得电并自锁 KM6主触点闭合 110直流提供反向去磁电流
(3)保护装置
将欠电压继电器KV与吸盘线圈并联,防止电源电压过低时,吸盘吸力不足,导致工件 飞离吸盘的事故。当电压过低时,KV串联在KM1、KM2控制电路中的常开点断开,使线
圈断电,液压泵电动机M1、砂轮电动机M2停止工作,避免事故发生。 此外,在吸盘线圈两端并联的电阻R和电容C,形成过电压吸收回路,因为电磁吸盘的
电磁吸盘电路包括整流电路、控制电路和保护电路三部分。
(1)整流装置 由整流变压器T1将220V交流电压降为145V,然后经
桥式整流器VC后输出110V直流电压供给吸盘线圈,
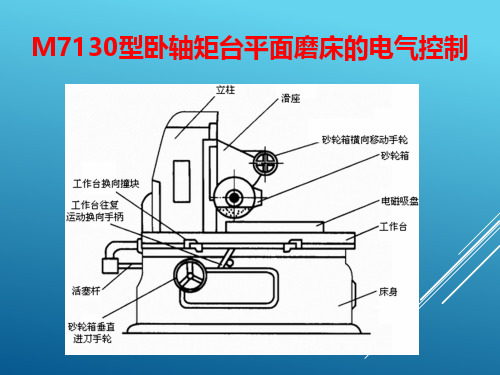
任务6.3 M7130型平面磨床电气控制线路的分析与检修
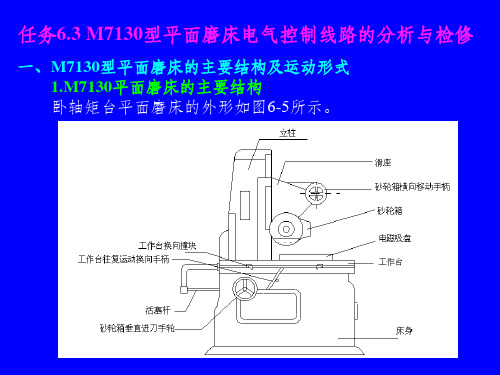
滑座可在立柱导轨上作上下垂直移动,并可由垂直进刀手
轮操作。砂轮箱的水平轴向移动可由横向移动手轮操作,也可 由液压传动作连续或间断横向移动,连续移动用于调节砂轮位
置或整修砂轮,间断移动用于进给。
2.卧轴矩台平面磨床的运动形式
卧轴矩台平面磨床的主运动是砂轮的旋转运动,进给运动有 垂直进给、横向进给和纵向进给。工作台每完成一次往复运动时, 砂轮箱便做一次间断性的横向进给;当加工完整个平面后,砂轮 箱做一次间断性垂直进给。 二、M7130型平面磨床电气控制线路的分析 M7130型平面磨床的电气控制线路图如图6-6所示。
3.任务实施的准备 (1)看懂M7130型平面磨床的电气原理图,了解电动机M1、 M2、M3的启动条件和它们之间的联锁关系,熟悉SA1转换开关的 操作位置和触点通断情况,清楚电吸盘励磁和退磁的工作过程和 原理。 (2)清楚M7130型平面磨床中电气元件的具体位置。 (3)准备所用工具和仪表:电工常用工具,万用表或试灯。对 万用表或试灯在使用前应做好检查。 4.任务实施的步骤 (1)故障调查 了解故障的特点,询问故障出现时机床所产生的特殊现象。 依据电气原理图和所了解的故障情况,对故障产生的原因和所涉 及的部位做出初步的分析和判断,并在电气原理图上标出最小故 障范围。
(3)保护措施 ①当转换开关SA1扳到“励磁”位置时,SA1的触点SA1(3-4)断开,KA(3-4) 接通,若电磁吸盘的线圈断电或电流太小吸不住工件,则欠电流继电器KA释放, 其常开触点KA(3-4)断开,M1、M2、M3因控制回路断电而停止,这样就避免了 工件因吸不牢而被高速旋转的砂轮碰击飞出的事故。
三、M7130型平面磨床常见的电气故障及排除
【任务实施】
1.任务实施的内容 人为设置M7130型平面磨床的两个电气自然故障点,并进行故 障检修。 2.任务实施的要求 (1)进一步熟悉M7130型平面磨床的主要电气设备及工作原理。 (2)学会根据电气控制线路图分析各部分电路的工作过程。 (3)能根据具体的故障现象,按该机床电气原理图进行分析,指 出可能产生故障的原因和存在的区域,并做针对性检查。 (4)掌握电气线路故障分析的方法。 (5)学会排除电磁吸盘中出现的故障。
M7130型卧轴矩台平面磨床的电气控制
3. 电磁吸盘控制电路 电磁吸盘控制电路由整流装置、控制装置及保护装
置等部分组成。
(1)整流装置 电磁吸盘的整流装置由整流变压器Tr2与桥式全波
整流器VC组成,输出110 V直流电压对电磁吸盘供电。 (2)控制装置
电磁吸盘由转换开关SA1控制。SA1有3个位置: 充磁、断电与去磁。当开关处于“充电”位置时,触 头SA1(14-16)与SA1(15-17)接通;当开关置于 “去磁”位置时,触头SA1(14-18)、SA1(16-15) 及SA1(4-3)接通;当开关置于“断电”位置时, SA1所有触头都断开。对应SA1各位置,其电路工作情 况如下:
(3)保护环节 电磁吸盘具有欠电流保护、过电压保护及短路保
护等。 欠电流保护:为了防止平面磨床在磨削过程中出
现断电事故或吸盘电流减小,致使电磁吸盘失去吸力 或吸力减小,造成工件飞出,引起工件损坏或人身事 故,故在电磁吸盘线圈中串入欠电流继电器KA,吸盘 具有足够吸力时,KA才吸合,触点KA(3-4)闭合, 为起动M1、M2进行磨削加工作准备。否则不能开动 磨床进行加工;若已在磨削加工中,则KA因电流过小 而释放,M1、M2立即停止旋转,避免事故发生。
二、M7130型平面磨床的电气控制
上图所示为M7130型平面磨床的电气控制电路图, 其电气设备均安装在床身后部的壁龛盒内,按钮安装 在车身前部的电气操纵盒上。电气电路图可分为主电 路、控制电路、电磁吸盘控制电路及机床照明电路等。
1. 主电路 主电路由砂轮电动机M1、冷却泵电动机M2与液 压电动机M3组成,它们皆为单向旋转。其中M1、M2 由接触器KM1控制,再经接插器X1供电给M2,电动 机M3由接触器KM2控制。 三台电动机共用熔断器FU1做短路保护,M1、M2 由热继电器FR1,M3由热继电器FR2做长期过载保护。
M7163型平面磨床电气原理设计

西南林业大学本科毕业(设计)论文(2016 届)题目:M7163型平面磨床电气原理设计教学院系机械与交通学院专业机械设计制造及其自动化学生姓名冯志超指导教师李玮(教授)评阅人2016 年3月24日M7163型平面磨床电气原理设计冯志超(西南林业大学机械与交通学院云南昆明 650224)摘要;磨床是利用磨具对工件表面进行磨削加工的机床,随着科学技术的不断发展和机械零件加工精度及其表面粗糙度的要求日益提高, 磨削加工技术作为一种先进的制造技术在生活中占有重要地位。
据欧洲机床展览会(E MO)的调查数据表明,磨床在企业中占机床的比例高达42%是制造工业中最主要的加工技术之一:因此,在对制造技术中数控磨削的研究升级等是必不可少的。
本论文主要讨论了M7163型平面磨床电气原理设计的升级,本机床采用砂轮周边磨削工件平面的机床,亦可用砂轮的端面适当的带磨工件的垂直面。
在磨床原有的动作基础上对磨床工艺要求和电气原理的改造,使磨床的磨削工件时机床的整体性能更加稳定、人性化、一人多机操作、多模式转换下保持位置精度等。
关键词:磨床;电气原理;加工工艺Electrical principle design of M7163 type plane grinderFengZhichao(College of mechanical and transport Yunnan Southwest Forestry University Kunming 650224)Abstract:Grinder is using abrasive grinding machine tool on the workpiece surface, with the science and technology of the continuous development and mechanical parts machining accuracy and surface degree increasing, the grinding technology as a kind of advanced manufacturing technology in life occupies an important position. According to the European Machine Tool Exhibition (e Mo) survey data show, grinder in enterprises accounted for machine tools proportion reaches as high as 42% is the manufacturing industry in the main processing technology of therefore, is essential in the research upgrades of manufacturing technology in NC grinding.This paper mainly discusses the upgrade of the electrical principle design of the M7163 type plane grinder. This machine adopts the grinding wheel peripheral grinding machine tool, also can use the end face of the grinding wheel to wear the vertical surface of the workpiece. In the original grinding action based on grinding process requirements and the principle of electrical transformation, the grinding machine workpiece in the overall performance of the machine more stable, humanization, a multi machine operation, multi mode conversion to maintain position precision.key word:Grinding machine; electric principle; processing technology目录1 绪论 (1)1.1概述 (1)1.2现有磨床工艺及类型 (1)1.2.1 现有磨床的工艺特点 (1)1.2.2现有磨床的类型 (2)1.2.3磨床的发展趋势 (2)1.3PLC、人机界面的现状及发展趋势 (3)1.3.1 PLC发展现状 (3)1.3.2 人机界面的简介 (3)1.3.3 PLC、人机界面的发展趋势 (4)1.4课题研究的意义及任务 (5)1.4.1M7163磨床课题的研究意义 (5)1.4.2M7163磨床课题的任务 (5)2 磨床改造的整体设计 (6)2.1原有磨床整体结构 (6)2.1.1 原有磨床的机械结构 (6)2.1.2原有磨床面板操作 (7)2.1.3原有磨床缺陷 (8)2.2升级磨床的整体结构 (8)2.1.1 升级磨床的优点 (8)2.1.2升级磨床操作面板 (9)3 PLC、人机界面选型 (11)3.1PLC选型 (11)3.1.1 PLC的选型原则 (11)3.1.2 I/O分配表 (11)3.1.3 CPU单元选型 (15)3.1.4 CP1H的优点 (16)3.2HMI选型 (16)3.2.1 人机界面产品的基本功能及选型指标 (16)3.2.2 HMI的选型 (17)4 原有磨床控制系统的电气原理 (18)4.1原有磨床工艺 (18)4.2原有磨床的部分电气原理图说明 (18)5 磨床控制系统的电气原理设计 (21)5.1M7163磨床改造后工艺特点 (21)5.2主回路 (21)5.3控制电源 (23)5.4Y轴与Z轴伺服电气原理图 (24)5.4.1 伺服概论 (24)5.4.2 Y轴伺服接线图 (24)5.5PLC电源 (26)5.6.PLC输入、相应输入按钮对应的面板 (27)5.6.1 PLC模块A1输入1 (27)5.6.1 相应输入按钮对应面板说明 (29)5.7.PLC输出 (32)6 总结与展望 (34)6.1论文设计总结 (34)6.2展望 (34)参考文献 (35)指导老师简介 (36)致谢 (37)附录 (38)1 绪论1.1概述磨床是利用磨具或磨料对工件表面进行磨削加工的机床。
MY7140 卧轴矩台平面磨床电路图(合信源)

/5.5:D 6
欠磁保护
13
13
-SB6
-SB7
磨头快上
14 磨头快下
14
11
-SB2
油泵停止
12
11
-SB4
磨头停止
12
6 3 / 5.1:A A
-SA1
11
12
12
B
23
17
38
35
31
11
-SQ2 上限位 12
61
-KM1
/4.5:D 62
25
19
11
13
11
13
-SB3
-KM3
-SB5
6
1 3
3.6:A / 3
A
95
-FR1
/2.1:C
96
5
95
-FR2
/2.2:C
96
7
B
95
-FR3
/2.4:C
96
9
95
-FR4
C
/2.5:C
96
11
11
-SB1
急停
12
33
2
3
4
5
13
11
-SQ1 手动/机动 12
15
-SA2-2 吸盘选择
11
12
13
-SQ3
5
-FS
29
12 液压保护 14
油泵电机
= +
4
A1
-KM1
A2
1
2 /2.1:B
3
4 /2.1:B
5
6 /2.1:B
13
14 /4.5:C
磨床的电气控制

进给运动
一次往复 运动3
6-垂直进给,滑座沿立柱上下运动
5-横向进给,砂轮箱沿滑座上水平运动 液
3-纵向进给,工作台沿床身往复运动 压
泵
辅助运动
电
冷却泵供出冷却液(冷却泵电机M2) 机 M3
加工完整 个平面
横向 进给5
砂轮垂 直进给
Байду номын сангаас
M7130平面磨床电气控制原理
QS FU1
KM1 FR1 X1
KM2 FR2
磨床的电气控制
M7130平面磨床的结构
1-床身 2-工作台 3-电磁吸盘 4-砂轮箱 5-砂轮箱横向移动手轮 6-滑座 7-立柱 8-工作台换向撞块 9-工作台往复运动
换向手柄 10-活塞杆 11-砂轮箱垂直进刀手轮
播放
磨床的运动形式
1 3
5
6
1-砂轮 2-工作台
4
2
主运动
3-砂轮旋转(砂轮电机M1)
FU2
FR1
FR2
3
FU2
SA1 KA
4
SB1
SB3
KM1
KM2
SB2
SB4
M1 3~
砂轮 电机
M2 3~
冷却泵 电极
M3 3~
液压泵 电机
KM1
KM2
磨床工作的条件:SA1+
3-4为去磁 位置
SA1 电磁吸 盘回路
EL
或 KA+
充磁完成 KA闭合
C
主电路 控制回路
VD R
X2
床身 插销
降压
FU4 整流
由电磁吸盘回路和控制回路可 知:充磁完毕或者去磁才能启动磨 床,正在充磁过程不可启动。
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理磨床是用磨具和磨料(如砂轮、砂带、油石、研磨剂等)对工件的表面进行磨削加工的一种机床,它可以加工各种表面,如平面、内外圆柱面、圆锥面和螺旋面等。
通过磨削加工,使工件的形状及表面的精度、光洁度达到预期的要求;同时,它还可以进行切断加工。
根据用途和采用的工艺方法不同,磨床可以分为平面磨床、外圆磨床、内圆磨床、工具磨床和各种专用磨床(如螺纹磨床、齿轮磨床、球面磨床、导轨磨床等),其中以平面磨床使用最多。
平面磨床又分为卧轴和立轴、矩台和圆台四种类型,下面以M7130型卧轴矩台平面磨床为例介绍磨床的电气控制电路。
M7130型平面磨床型号的含义为一、平面磨床的主要结构和运动形式M7120型卧轴矩形工作台平面磨床的主要结构包括床身、立柱、滑座、砂轮箱、工作台和电磁吸盘,如图7—4所示。
磨床的工作台表面有T型槽,可以用螺钉和压板将工件直接固定在工作台上,也可以在工作台上装上电磁吸盘,用来吸持铁磁性的工件。
平面磨床进行磨削加工的示意图如图7—5所示,砂轮与砂轮电动机均装在砂轮箱内,砂轮直接由砂轮电动机带动旋转;砂轮箱装在滑座上,而滑座装在立柱上。
图7-4 M7130卧轴矩台平面磨床结构示意图磨床的主运动是砂轮的旋转运动,而进给运动则分为以下三种运动。
(1)工作台(带动电磁吸盘和工件)作纵向往复运动;(2)砂轮箱沿滑座上的燕尾槽作横向进给运动;(3)砂轮箱和滑座一起沿立柱上的导轨作垂直进给运动。
图7-5 磨床的主运动和进给运动示意图二、平面磨床的电力拖动形式和控制要求M7120型卧轴矩台平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求是:(1)砂轮由一台笼型异步电动机拖动,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有电气调速的要求,也不需要反转,可直接起动。
(2)平面磨床的纵向和横向进给运动一般采用液压传动,所以需要由一台液压泵电动机驱动液压泵,对液压泵电动机也没有电气调速、反转和降压起动的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.3:E
K4
4 K11
5 K12
K3
K4
K11
K12
-U2
AC220V
B
/7.3:A
3
4
9
10
11
12
欠磁保护
KJM 5A 电磁吸盘充退磁器
1
2
DC50-110V
220VAC/0-110VDC/5A
5
6
7 退磁
8 充磁
K6
-HL4
C
x1 x2
K1
K2
K5
-HL5
K7
K8
13
-SA4
/7.3:A
I> I> I>
0.31A
I> I> I>
1.5A
I> I> I>
246
246
246
246
B
B
1U1 1V1 1W1
1U2 1V2 1W2
1U3 1V3 1W3
1V4 1W4 1U4
135
-KM1
/7.4:D 2 4 6
C
135
-KM2
/7.3:D 2 4 6
135
-KM3
/7.2:D 2 4 6
135
1L3 / 3.1:A
135
13 21
135
13 21
135
13 21
135
13 21
-QF1
-QF2
-QF3
-QF4
16-25A
14 22 10~16A
14 02.225~0.4A
14 22 1~1.6A
14 22
/7.1:B /7.1:B /7.1:C /7.1:D
17A
I> I> I>
12.6A
12 /8.5:C
磨头向后
云南合信源机床有限责任公司 1
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
页描述:接触器 2
2
3
-KT1
/8.5:D
A
12
+
-
-B1
3
57
58
59
BK
BN
BU
-U3
COM
INPUT
12VDC
0V
3
4
5
6
PA-12 传感器控制器
B
1 NC
2 NO
8
7
13
14 /4.2:B
53
54 /7.4:C
61
62 /7.6:C
磨头电机
1
2 /2.5:C
3
4 /2.5:C
5
6 /2.5:C
21
22 /7.6:C
磨头上升
1
2 /2.6:C
3
4 /2.6:C
5
6 /2.6:C
21
22 /7.5:C
磨头下降
B
C
D 0 / 7.1:D
E
云南合信源机床有限责任公司 1
-HL1
-HL2
-HL3
-HL6
-HL7
C
x2
SB5 x2
SB7 x2
SB11 x2
SB12 x2
6 A B C
D 0
4.5:D / 0
E
电源指示灯
磨头起动
油泵起动
云南合信源机床有限责任公司 1
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
页描述:指示灯
2
3
磨头向前
= +
2
型号 XD37(SLC)-R-AC/DC24V XD37(SLC)-W-AC/DC24V HH54P-FL/AC110V TP514X1 CJX2-2510F F4-11 CJX2-0910F CJX2-1810F CJX2-0901F JSS20-GT
TP911X Y132M2-6 DB-25 Y80M1-4 CM1-63L/3310/40A 3VU1640 - 1MN00 DZ108-20/16-11 DZ108-20/P4-11 DZ108-20/1P6-11 DZ47sN1D3
页描述:变压器
2
3
=
+
4
E
图号 设计
5
EPLAN
2020/5/4
6
共 11 页 第 3 页
1
2
3
4
5
13 3.4:C / 13
A
13
-KM1
/7.4:D 14
13
-KM2
/7.3:D 14
6
-KA1
/8.1:D 10
6
-KA2
/8.3:D 10
B
28
29
32
33
x1
x1
x1
x1
x1
制造商 杭州三利 杭州三利 无锡明达 无锡明达
德力西 德力西 德力西 德力西 德力西 无锡明达
无锡明达
常熟开关 西门子 德力西 德力西 德力西 德力西
数量
1
A
2
2
2
1
2
B
1
1
2
1 C
1
1
1
2
1
D
1
1
1
1
2
E
云南合信源机床有限责任公司 1
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
3
4
5
6
描述 指示灯,24V,红色; 指示灯,24V,白色; 小型继电器,浪涌抑制/动作指示LED,3A,线圈AC110V。 继电器插座,螺钉型接线端子,导轨式,配用HH54; 交流接触器,25A/11KW/3P+1NO,线圈110VAC; 辅助触头,正面安装,NO+NC,用于CJX2-09A~95A接触器; 交流接触器,9A/4KW/3P+1NO,线圈110VAC; 交流接触器,18A/7.5KW/3P+1NO,线圈110VAC; 交流接触器,9A/4KW/3P+1NC,线圈110VAC; 数字式时间继电器,间隔延时,3位数字显示,2NO+2NC延时触点,延时 范围 0.1-9.9s/99s,线圈AC110V 时间继电器插座,螺钉型接线端子,导轨式,配用 JSS20 电动机,5.5kw/12.6A/960r/min; 冷却泵电机,380V/90w/0.31A/2860r/min,流量25L,扬程4m; 电动机,0.55KW/1.5A/1390r/min; 塑壳断路器,3P,In 40A,Ue 400V,带分励脱扣器线圈电压 AC110V 电动机保护器,16-25A,11KW,3P+1NO+1NC; 电动机保护器,3P+1NO+1NC,10~16A 电动机保护器,3P+1NO+1NC,0.25~0.4A 电动机保护器,3P+1NO+1NC,1~1.6A 小型断路器,1P,3A;
6A
2
1
-QF5
3A
2
1
-QF6
3A
2
C
13
C
13 / 4.1:A
11
-SA1
12
14
D
-EL1
0
D
K3
K4
11
0
6.2:A
6.2:A
1.2:B
1.2:C
7.1:A
E
充退磁器电源
控制电源
照明/指示灯电源
云南合信源机床有限责任公司 1
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
4
D 0 / 4.1:D
磨头向后
图号 设计
5
EPLAN
E
2020/5/4
6
共 11 页 第 4 页
1
2
3
4
5
调速
3.6:A 3.6:A 2.6:A
1L3 1L2 1L1
-RP1
A
x1
x2
x3
1L3 1L2 1L1
6 A
PE
19
20
21
B
-U1
0V
10V
B
R/L1 S/L2 T/L3 PE
1
2
3
A
1L1 1L2 1L3 BK BK BK
11 / 3.3:E
B
11
-SQ1
12
34
246
1
-QF0
63A
135
2
0 / 3.4:E C
-N PE
小心触电
D
L1 L2 L3 N PE
YE GN RD BU GNYE
进电源
L1 L2 L3 N PE
E
云南合信源机床有限责任公司 1
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
项目描述:MY7163 卧轴矩台平面磨床电路图 2014
页描述:接触器 1
2
3
=
+
4
图号 设计
5
EPLAN
2020/5/4
6
共 11 页 第 7 页
1
2
3
4
5
6
7.6:A / 26
11
A
-SQ5
12
47
-SB10 磨头移动停止
11
12
48
11