M7130型卧轴矩台平面磨床磨头结构分析
M7130型平面磨床ppt课件

T2
I<
R2 205 207
R1
204
R3
VC
SA2
202 206
C
208
X YH
X3 退放吸
203
磁松合
101 SA1
102 EL
3~
3~
3~
M1
M2
M3
不使用电磁吸盘时,可将
KM1
27 2 2
KM2
49 4 4
其插头从插座X3上拔出,
将 SA2扳至退磁挡
1
2
3
4
5 6 7 8 9 10 11 12 13
M3
KM1 KM2
27
49
2
4
2
4
FU3 XS
T1 201
KA
209 210
T2
I<
R2 205 207
R1
204
R3
VC
QS2
202 206
C
208
X YH
X2 退放吸
203
磁松合
101 SA
102 EL
控制电路采用380V电源, 由FU2进行短路保护
1
2
3
4
5 6 7 8 9 10 11 12 13
14 15
196 17
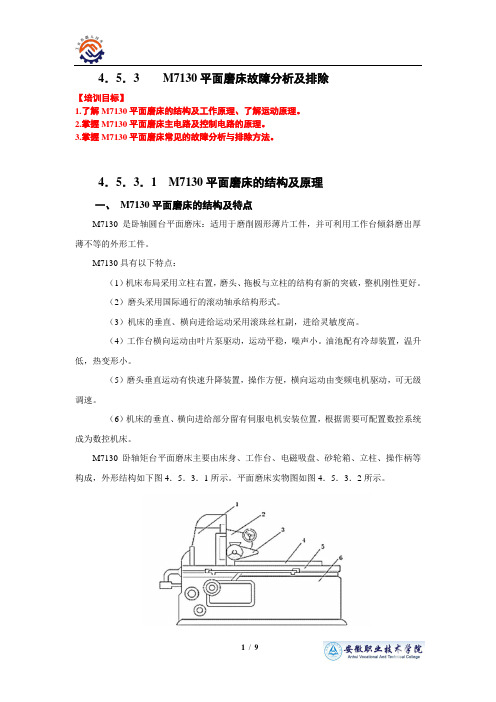
M7130型平面磨床电气控制电路分析
电磁吸盘结构 电磁吸盘控制电路
电磁吸盘控制电路由整流装置、控制装置及保护 装置等部分组成。 电磁吸盘整流装直由整流变压器T1与桥式整流器 VC组成,输出110V直流电压对电磁吸盘供电。
10
M7130型平面磨床电气控制电路分析
电源开关 及保护
M7130型平面磨床的 电气控制电路
任务6.3 M7130型平面磨床电气控制线路的分析与检修
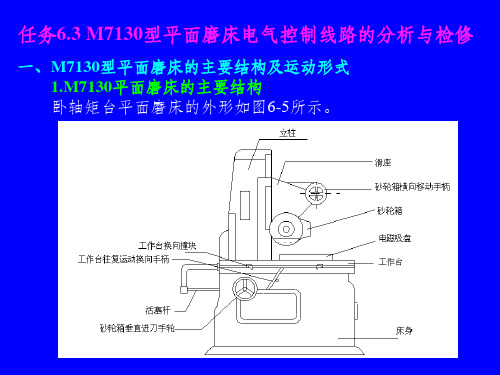
滑座可在立柱导轨上作上下垂直移动,并可由垂直进刀手
轮操作。砂轮箱的水平轴向移动可由横向移动手轮操作,也可 由液压传动作连续或间断横向移动,连续移动用于调节砂轮位
置或整修砂轮,间断移动用于进给。
2.卧轴矩台平面磨床的运动形式
卧轴矩台平面磨床的主运动是砂轮的旋转运动,进给运动有 垂直进给、横向进给和纵向进给。工作台每完成一次往复运动时, 砂轮箱便做一次间断性的横向进给;当加工完整个平面后,砂轮 箱做一次间断性垂直进给。 二、M7130型平面磨床电气控制线路的分析 M7130型平面磨床的电气控制线路图如图6-6所示。
3.任务实施的准备 (1)看懂M7130型平面磨床的电气原理图,了解电动机M1、 M2、M3的启动条件和它们之间的联锁关系,熟悉SA1转换开关的 操作位置和触点通断情况,清楚电吸盘励磁和退磁的工作过程和 原理。 (2)清楚M7130型平面磨床中电气元件的具体位置。 (3)准备所用工具和仪表:电工常用工具,万用表或试灯。对 万用表或试灯在使用前应做好检查。 4.任务实施的步骤 (1)故障调查 了解故障的特点,询问故障出现时机床所产生的特殊现象。 依据电气原理图和所了解的故障情况,对故障产生的原因和所涉 及的部位做出初步的分析和判断,并在电气原理图上标出最小故 障范围。
(3)保护措施 ①当转换开关SA1扳到“励磁”位置时,SA1的触点SA1(3-4)断开,KA(3-4) 接通,若电磁吸盘的线圈断电或电流太小吸不住工件,则欠电流继电器KA释放, 其常开触点KA(3-4)断开,M1、M2、M3因控制回路断电而停止,这样就避免了 工件因吸不牢而被高速旋转的砂轮碰击飞出的事故。
三、M7130型平面磨床常见的电气故障及排除
【任务实施】
1.任务实施的内容 人为设置M7130型平面磨床的两个电气自然故障点,并进行故 障检修。 2.任务实施的要求 (1)进一步熟悉M7130型平面磨床的主要电气设备及工作原理。 (2)学会根据电气控制线路图分析各部分电路的工作过程。 (3)能根据具体的故障现象,按该机床电气原理图进行分析,指 出可能产生故障的原因和存在的区域,并做针对性检查。 (4)掌握电气线路故障分析的方法。 (5)学会排除电磁吸盘中出现的故障。
T-03-O-O-M7130平面磨床故障分析及排除.
4.5.3M7130平面磨床故障分析及排除【培训目标】1.了解M7130平面磨床的结构及工作原理、了解运动原理。
2.掌握M7130平面磨床主电路及控制电路的原理。
3.掌握M7130平面磨床常见的故障分析与排除方法。
4.5.3.1 M7130平面磨床的结构及原理一、M7130平面磨床的结构及特点M7130是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的外形工件。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
(4)工作台横向运动由叶片泵驱动,运动平稳,噪声小。
油池配有冷却装置,温升低,热变形小。
(5)磨头垂直运动有快速升降装置,操作方便,横向运动由变频电机驱动,可无级调速。
(6)机床的垂直、横向进给部分留有伺服电机安装位置,根据需要可配置数控系统成为数控机床。
M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作柄等构成,外形结构如下图4.5.3.1所示。
平面磨床实物图如图4.5.3.2所示。
图4.5.3.1 M7130平面磨床的结构1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身图4.5.3.2 M7130平面磨床实物图二、M7130平面磨床的原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图4.5.3.3)工件被磨削。
M7130型平面磨床

7
8
9
10
11
M7130型平面磨床电气控制电路分析
电源开关 及保护 砂轮 电动 机 冷却泵电 动机 液压泵 电动机 控制 电路 保护
FU2 1 0 FU1 QS1 KM1 KM2 QS2 2 KH2 3 KA 205 207 4 SB2 SB1 X1 PE M M 3~ M2 M 6 SB3 KM2 8 203 5 KM1 SB4 7 R1 204 202 C VC 206 208 X2 退 放 吸 磁 松 合 R2 KH1 FU3 XS
FU2 L1 L2 L3 QS1 FU1 KM1 KM2 QS2 KH1 KH2 4 SB2 SB1 X1 PE M 3~ M1 M 3~ M2 M 3~ M3 2 2 2 KM1 7 KM2 4 9 4 4 6 SB3 KM2 8 203 5 KM1 0 2 KH2 3 KA 205 207 SB4 7 R1 204 202 C VC 206 R2 T1 201 1 KH1
砂轮 控制
液压 泵控 制
整流 变压 器
整流器
电磁吸盘
照明
T2
101 SA1
按下SB2,SB4 扳动SA2,电磁吸盘放松
1 2 3 4 5
6
7
8
9
10
11
12
13
14
15
16
17
M7130型平面磨床电气控制电路分析
电源开关 及保护 砂轮 电动 机 冷却泵电 动机 液压泵 电动机 控制 电路 保护
FU2 L1 L2 L3 QS1 FU1 KM1 KM2 QS2 KH1 KH2 4 SB2 SB1 5 KM1 0 1 KH1 FU3 XS T1 201 R2 KA 209 210 I< 205 207 SB4 7 SB3 KM2 8 R1 204 202 C VC 206 SA2 208 X2 退 放 吸 203 磁 松 合 6 M 3~ M1 M 3~ M2 M 3~ M3 2 2 2 KM1 7 KM2 4 9 4 4 X R3 YH 102 EL
M7130型平面磨PLC改造

1 M7130型平面磨床概述1.1 M7130磨床的基本结构及组成磨床是机械行业中广泛用以获得高精度、高质量加工表面的一种高效加工机床。
磨床是以砂轮作刀具来切削工件的。
砂轮的旋转运动是主运动,工件或砂轮的往复运动是进给运动,而辅助运动一般为砂轮架的快速移动及工作台的移动等。
磨床的种类很多,有平面磨床、外圆磨床、内圆磨床、无心磨床以及一些专用磨床,如螺纹磨床,球面磨床、齿轮磨床、导轨磨床等。
其中尤以平面磨床应用最为广泛。
M7130型卧轴矩台平面磨床是利用砂轮圆周进行磨削加工平面的磨床,其主要由床身、工作台、电磁吸盘、立柱、砂轮箱与滑座等组成。
平面磨床主运动是砂轮的旋转运动一进给运动有垂直进给〔滑座在立柱上的上、下运动);横向进给(砂轮箱在滑座上的水平移动):纵向运动(工作台沿床身的往复运动)。
工作时,砂轮作旋转运动并沿其轴向作定期的横向进给运动工件固定在工作台上,工作台作直线往返运动矩形工作台每完成一纵向行程时,砂轮作横向进给,当加工整个平面后,砂轮作垂直方向的进给,以此完成整个平面的加工。
如图 1.1所示图1.11.2 M7130平面磨床运动形式矩形工作台平面磨床工作状况如图1.2所示。
磨床是使工件随工作台住复进给,利用砂轮的旋转来实现磨削加工的。
图1.21.2.1主运动平面磨床的主运动是指砂轮的旋转运动。
为保证磨削加工质量,要求砂轮有较高转速,通常采用两极笼型异步电动机拖动。
为提高砂轮主轴的刚度,采用装入式砂轮电动机直接拖动,电动机与砂轮主轴同轴;砂轮电动机只要求单方向旋转, 可直接启动,无调速和制动要求。
1.2.2进给运动工件或砂轮的往复运动为进给运动,有垂直进给,横向进给及纵向进给三种工作台每完成一次纵向住复运动时,砂轮箱作一次间断性的横向进给;当加工完整个平面后,砂轮箱作一次间断性的垂直进给.1.纵向进给纵向进给即工作合沿床身的往复运动。
机床工作台是通过活塞杆,由油压推动作纵向往复运动的; 通过换向撞块碰撞床身上的液压换向手柄, 改变油路而实现工作台往复运动的换向; 工作台往复运动的极限位置可通过撞块来调节。
毕业设计论文—M7130平面磨床电气控制设计

目录第1章M7130平面磨床的原理结构 (1)1.1M7130平面磨床的主要结构 (1)1.2M7130平面磨床的原理 (2)1.3电力拖动特点及控制要求 (3)1.3.1电力拖动特点 (3)1.3.2控制要求 (4)1.4电源形式 (4)第2章电气设计 (5)2.1电气控制设计 (5)2.2主电路分析 (5)2.3控制电路分析 (5)2.3.1电动机的控制 (5)2.3.2电磁吸盘的控制 (6)2.3.3照明及指示灯的控制 (6)第3章电气元件的选择 (7)3.1电动机的选择 (7)3.1.1电动机容量的选择 (7)3.1.2电动机的转速和结构形式的选择 (8)3.2热继电器 (9)3.3交流接触器 (9)3.4熔断器 (10)3.5按钮 (11)3.6变压器 (11)3.7电气柜的设计 (13)3.8平面磨床一般故障处理方法 (14)3.9磨床的电气保养 (15)结束语 (17)参考文献 (18)第1章 M7130平面磨床的原理结构1.1 M7130平面磨床的主要结构M7130 是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。
适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。
中国传统的卧轴矩台平面磨床是从原联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。
近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
M7130平面磨床操作[业界研究]
![M7130平面磨床操作[业界研究]](https://img.taocdn.com/s3/m/39ddac2da417866fb94a8e4c.png)
• 17. 工作中禁止戴手套,衣服拉链必须锁好,衣服袖子没有
卷上来时钮扣要扣好,干磨或修整砂轮时要带好防护眼镜。
专业倾力
15
基本操作及注意事项
• 18.磨削过程中要坚守工作岗位,随时注意机床运转情况, 如发现有不正常响声或磨头温度过高,应立即停机检查并 报告现场管理人员。
• 19.每日下班前10分钟:
4
3
5
• 5.工作台磁性控制开关,
旋至右边为上磁吸紧工 件;旋至中间位工作台 磁性消失;旋至左边位 工作台会上与吸紧工件
68
1
0
7
9
1
1
1 2
时相反的磁性。
专业倾力
7
5.控制面板
• 6.冷却水开 • 7.冷却水关 • 8.工作台左右移动开 • 9.工作台左右移动关 • 10.砂轮启动运转 • 11.砂轮停止运转 • 12.急停按钮
专业倾力
12
基本操作及注意事项
• 新砂轮平衡前要检查砂轮是否有裂纹、缺口,首次使用的 砂轮至少要空转5分钟,之后每次使用砂轮之前至少要空 转2分钟,安装砂轮应注意砂轮内孔与法兰盘之间的间隙,
紧固螺钉时应用专用扳手对称、分次、逐渐拧紧,严禁使 用补充工具接长或敲打。
• 1.用干净布将工作台上的防锈油擦净。
• 20.关闭机床电控总开关及电控柜空气开关。
• 21.对磨床进行清扫擦拭,涂油,清除磨屑泥垢、黄袍, 并对工作场地进行清理、清扫,周末和节假日前要进行彻 底清扫,
• 22.把手柄开关、节流阀、旋钮恢复到原位或关闭位置。 23.清理磨下铁屑时,要用专门工具。
• 24.不能用空气枪清洁工作台台面;清洁工件时应远离机台, 防止砂粒进入导轨.
• 7.第一次进刀时要缓慢进给,根据工件长度调整并固定好往复限位档 铁。
m7120型磨床

M7120型平面磨床典型故障分析
一、砂轮只能上升,不能下降。
1. 故障分析: 从故障现象中可以判断出砂轮升降电动机M4、主电路电源、控制电 路110V电源是正常的,故障可能出现在以下几个方面: •首先检查SB6、SB7触头或其接线是否有松动。 •检查接触器KM3辅助常闭触头或其接线是否有松动。 •检查接触器KM4线圈或其接线是否有松动。 •检查接触器KM4主触头或其接线是否有松动。
M7120型磨床的电气控制
一、M7120型平面磨床的主要结构及运动形式 平面磨床是用砂轮进行磨削加工各种零件平面 的一种机床,M7120型平面磨床是平面磨床中使用较 为普遍的一种机床,该磨床操作方便,磨削精度高, 适应磨削精密零件和各种工具。 • 磨床是利用砂轮的周边或端面对工件的外圆、内孔、端面、 平面、螺纹及球面等进行磨削加工的一种精密加工设备。 • 它是常见机电一体的电力机械,是机电行业人员的重要工 作对象之一。作为一名电气控制技术人员必须熟悉磨床的 结构、工作原理和性能特点,掌握其运动形式及控制要求, 并能正确熟练地进行磨床的检测、操作、故障分析和维护。
M7120型磨床的电气控制
(2) 砂轮电动机M2及冷却泵电机M3的控制
当KV吸合后,按下启动按钮SB4,接触器KM2通电吸合并自锁,砂轮电 动机M2启动运转。于冷却泵电动机M3与M2联动控制,所以M3与M2同时启 动运转。若按下停止按钮SB5,接触器KM2线圈断电释放,电动机M2与M3 同时断电停转。 两台电动机的热断电器FR2的常闭触头都串联在KM2中,只要有一台电 动机过载,就使KM2失电。
M7120型磨床的电气控制
二、平面磨床的电力拖动特点及控制要求
• 砂轮电动机、液压泵电动机和冷却泵电动机都只要求单方向旋转。 冷却泵电动机随砂轮电动机运转而运转,但冷却泵电动机不需要 时,可单独断开冷却泵电动机。 • 具有完善的保护环节:各电路的短路保护,电动机的长期过载保 护,零压保护,电磁吸盘的欠电流保护,电磁吸盘断开时产生高电 压而危及电路中其它电气设备的保护等。 • 保证在使用电磁吸盘的正常工作时和不用电磁吸盘在调整机床工 作时,都能开动机床各电动机。但在使用电磁吸盘的工作状态时, 必须保证电磁吸盘吸力足够大时,才能开动机床各电动机。 具有电磁吸盘吸持工件、松开工件,并使工件去磁的控制环节。 必要的照明与指示信号