出荷检查项目
出荷检查成绩书

圈尺 钢尺 钢尺 钢尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺 目视 目视 磁铁石 光学投影仪 目视 目视 点数/称重 目视 确认方法
L4 L5 L6 L7 L8 头部检查 外 观 检 查 线身检查 铁壳磁性检查 插头弹片宽度(上下最宽) 网尾检查 包装方式检查 包装 包装数量检查 纸箱正侧唛书写检查 有害物质确认 环境 对应 □符合环境有害物质管理准则 □符合ROHS指令 最终判定 □允收 □拒收
出荷检验基准书
客户 品名 品番
LOTNO
NO. :
订单号 订单量 CR AC: (致命) RE: 测定方法 基准值
单位
抽样数 出荷数 MA AC: (严重) RE: 测定值
检查日 出荷日 MI AC: (轻微) RE: 方式
抽样计划:MIL-STD-105EⅡ级 CR:0 MA:0.4 MI:1.0 规格值 NO 绝缘阻抗 高压测试 导通阻抗/瞬间 L1 L2
L3
检ห้องสมุดไป่ตู้项目
NO 1 NO 2 NO 3 NO 4 NO 5 8681测定机 8681测定机 8681测定机 CR CR CR MA MA MA MA MA MA MA MA MA MA MA MA MA MA MA MA 环境判定 □社内测定 □合格 □不合格 □社外测定 不良率
电 性 测 试
mm mm mm mm mm mm mm mm 依限度样本 依限度样本 依SOP标准 ≤7.80mm以下 网尾不可有编织 依SOP标准 依SOP标准 依SOP标准 PCS mm
□制程管理表 □外箱LOT NO编号 不良数
2
2015/10/19
新作成
许进东
谭远平
REV 核准:
DATE 承认:
最终检查作业标准

的 CELL。 1.8.4 灭点:PATTERN 变更(White,Red,Green,Blue)时未加入 SIGNAL 区域的 CELL 继续反复
而且 W,R,G,B 各个可以表现 255Gray。同样也可以叫作 LEVEL。 (最高与最低标记为 511Gray,0Gray)。 1.4 辉度(cd/㎡):PDP PANEL 发光时的亮度(cd/㎡)。 1.5 色坐标 :PANEL 发光时的 White, Red, Green, Blue 의 x,y CIE 色坐标。 1.6 色温度 : PDP 放电时 WHITE 的常观色温度(K)。 1.7 OPNE/SHORT 1.7.1 OPEN:因为 BUS 电极,ADDRESS 电极 OPEN 不放电的现象。 1.7.2 SHORT:因为 BUS 电极,ADDRESS 电极 SHORT 没有加入的 DATA LINE 放电的现象。 1.8 CELL 缺陷(CELL DEFECT) 1.8.1 暗点:PATTERN 变更(White,Red,Green,Blue)时加入 SIGNAL 区域的 CELL 一向 OFF 的 CELL。 1.8.2 暗灭点: PATTERN 变更(White,Red,Green,Blue)时加入 SIGNAL 区域的 CELL 继续反复
之间出现水平断差的现象。 1.19 条纹状斑点:在 Full White,Red,Green,Blue pattern,因荧光体涂抹异常而在左右旁边
看时 pattern 呈现条纹状的现象。 1.20 滴水现象:Full White,Red,Green,Blue Pattern 放电时,在 Address 电极空间以垂直
抽样检查规范
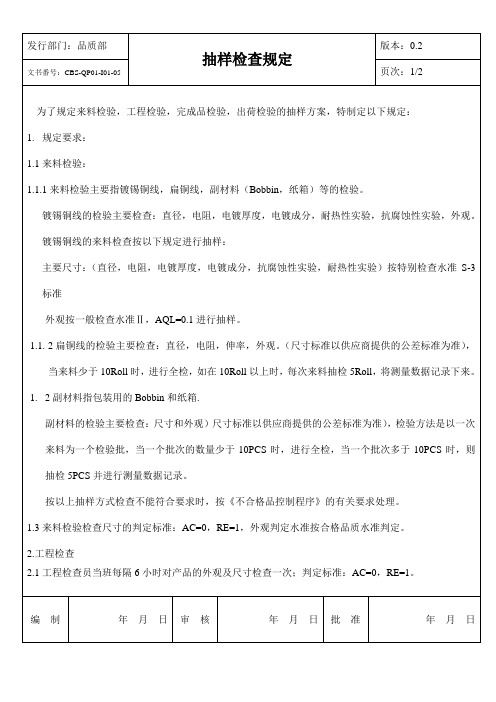
3.1完成品检查员对生产的完成品每ROLL进行尺寸和外观全检;判定标准:AC=0,RE=1。
4.出荷检查:
4.1尺寸检查:按AQL=0.1,特别检查水准S-3标准检查,判定。外观检查:AQL=0.1,一般检查水准Ⅱ进行抽样及判定,但为了方便统计工程能力数,在出荷检查成绩书上记录30个数据。
1.2副材料指包装用的Bobbin和纸箱.
副材料的检验主要检查:尺寸和外观)尺寸标准以供应商提供的公差标准为准),检验方法是以一次来料为一个检验批,当一个批次的数量少于10PCS时,进行全检,当一个批次多于10PCS时,则抽检5PCS并进行测量数据记录。
按以上抽样方式检查不能符合要求时,按《不合格品控制程序》的有关要求处理。
发行部门:品质部
抽样检查规定
版本:0.2
文书番号:CBS-QP01-I01-05
页次:1/2
为了规定来料检验,工程检验,完成品检验,出荷检验的抽样方案,特制定以下规定:
1.规定要求:
1.1来料检验:
1.1.1来料检验主要指镀锡铜线,扁铜线,副材料(Bobbin,纸箱)等的检验。
镀锡铜线的检验主要检查:直径,电阻,电镀厚度,电镀成分,耐热性实验,抗腐蚀性实验,外观。
5.如有特殊情况或客户有特殊要求时则按客户规定抽样检查方案进行。
6.检查记录判定的表示方法为:“×”或“NG”表示不合格,“○”或“OK”表示合格。
编制
年月日
审核
年月日ห้องสมุดไป่ตู้
批准
年月日
镀锡铜线的来料检查按以下规定进行抽样:
主要尺寸:(直径,电阻,电镀厚度,电镀成分,抗腐蚀性实验,耐热性实验)按特别检查水准S-3标准
外观按一般检查水准Ⅱ,AQL=0.1进行抽样。
出荷检验作业规定
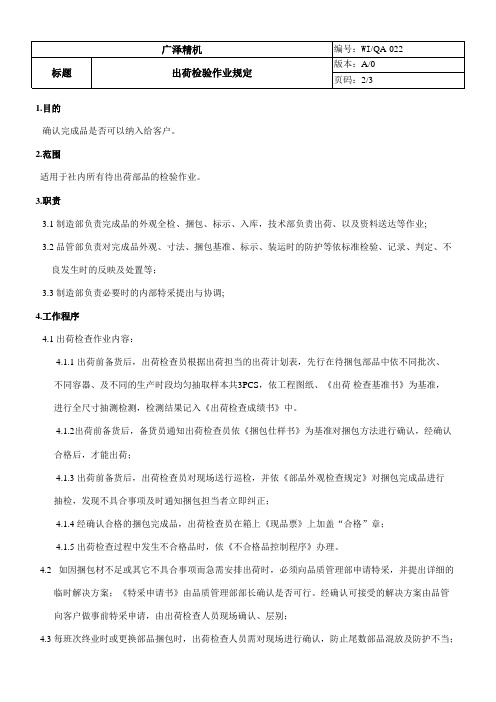
1.目的确认完成品是否可以纳入给客户。
2.范围适用于社内所有待出荷部品的检验作业。
3.职责3.1 制造部负责完成品的外观全检、捆包、标示、入库,技术部负责出荷、以及资料送达等作业;3.2 品管部负责对完成品外观、寸法、捆包基准、标示、装运时的防护等依标准检验、记录、判定、不良发生时的反映及处置等;3.3 制造部负责必要时的内部特采提出与协调;4.工作程序4.1 出荷检查作业内容:4.1.1 出荷前备货后,出荷检查员根据出荷担当的出荷计划表,先行在待捆包部品中依不同批次、不同容器、及不同的生产时段均匀抽取样本共3PCS,依工程图纸、《出荷检查基准书》为基准,进行全尺寸抽测检测,检测结果记入《出荷检查成绩书》中。
4.1.2出荷前备货后,备货员通知出荷检查员依《捆包仕样书》为基准对捆包方法进行确认,经确认合格后,才能出荷;4.1.3 出荷前备货后,出荷检查员对现场送行巡检,并依《部品外观检查规定》对捆包完成品进行抽检,发现不具合事项及时通知捆包担当者立即纠正;4.1.4 经确认合格的捆包完成品,出荷检查员在箱上《现品票》上加盖“合格”章;4.1.5 出荷检查过程中发生不合格品时,依《不合格品控制程序》办理。
4.2 如因捆包材不足或其它不具合事项而急需安排出荷时,必须向品质管理部申请特采,并提出详细的临时解决方案;《特采申请书》由品质管理部部长确认是否可行。
经确认可接受的解决方案由品管向客户做事前特采申请,由出荷检查人员现场确认、层别;4.3 每班次终业时或更换部品捆包时,出荷检查人员需对现场进行确认,防止尾数部品混放及防护不当;4.4 本规定由品质部部长批准,自下发之日起实施.5. 相关文件及表单5.1 不合格品控制程序 SH/QP-0195.2 出荷检查基准书5.3 出荷检查成绩书5.4 特采申请书 WI/QA-024-01A5.5 受入、出荷抽样标准 WI/QA-0193。
03出荷检验管理规定
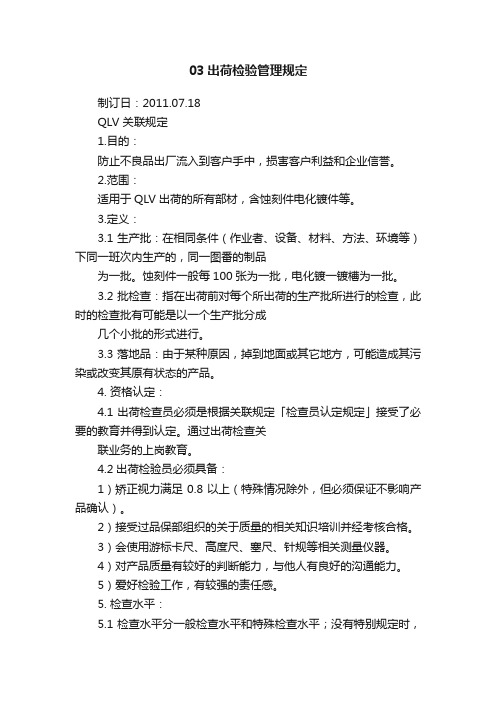
03出荷检验管理规定制订日:2011.07.18QLV 关联规定1.目的:防止不良品出厂流入到客户手中,损害客户利益和企业信誉。
2.范围:适用于QLV出荷的所有部材,含蚀刻件电化镀件等。
3.定义:3.1生产批:在相同条件(作业者、设备、材料、方法、环境等)下同一班次内生产的,同一图番的制品为一批。
蚀刻件一般每100张为一批,电化镀一镀槽为一批。
3.2批检查:指在出荷前对每个所出荷的生产批所进行的检查,此时的检查批有可能是以一个生产批分成几个小批的形式进行。
3.3落地品:由于某种原因,掉到地面或其它地方,可能造成其污染或改变其原有状态的产品。
4. 资格认定:4.1出荷检查员必须是根据关联规定「检查员认定规定」接受了必要的教育并得到认定。
通过出荷检查关联业务的上岗教育。
4.2出荷检验员必须具备:1)矫正视力满足0.8以上(特殊情况除外,但必须保证不影响产品确认)。
2)接受过品保部组织的关于质量的相关知识培训并经考核合格。
3)会使用游标卡尺、高度尺、塞尺、针规等相关测量仪器。
4)对产品质量有较好的判断能力,与他人有良好的沟通能力。
5)爱好检验工作,有较强的责任感。
5. 检查水平:5.1检查水平分一般检查水平和特殊检查水平;没有特别规定时,QLB采用的是一般检查水平。
5.2一般检查水平分三个级别Ⅰ级Ⅱ级Ⅲ级。
判定能力:Ⅲ>Ⅱ>Ⅰ。
5.3检查水平的选择原则:没有特别规定时,QLB优先选用检查水平Ⅱ。
5.4合格质量水平AQL:Q LV采用的是AQL值为0.25,客户有要求时,按照客户要求AQL值执行。
5.5客户有检查基准的,依倨客户基准进行检查。
6. 检查方案调整:6.1正常检查加严检查:正常检查时,若连续5批中有2批不合格,则从下批开始转为加严检查。
6.2加严检查正常检查:加严检查时,若连续5批合格,则从下批开始转为正常检查。
6.3正常检查放宽检查:正常检查时,若连续10批合格,则从下批开始转为放宽检查。
OQC标准化

❖ 当月出荷检查LOT OUT率≥97.5%情况下,要写原因对策. ❖ 月初根据表中所提示的来填相关信息,OK后发给体系处.
❖ 8.PPAP的做成:
❖ a. PPAP是针对新机种试产时评估的报告,如需要提交TIX会发邮件通知. ❖ B.品证只是在此表格内提交尺寸(全尺寸5PCS,CPK100组,CPK需达1.67以
❖附文件
❖ 8.如抽检合格在现品票上签名(OQC有资格认定人员的名字) ❖ 9.履历票抽检一览填写检查日期.开始和结束时间.班别.生产线.处理
数.不良数.担当) ❖ 10.履历票盖合格章,将基板送到捆包处.2、FCT性ຫໍສະໝຸດ 测试产品类型量产机种
新机种
注意点
相关文件、表格
1.FCT测试OQC根据客户要求 频率将测试OK的结果填写在
FCT测试记录表中
1.OQC需要确认基板实际测 试的程序与受控资料核对是 否一致,OK之后才可批量生产. 2.新机种检查前必须要拿一 品照和核对OK之后,才可 检查.
3. 出荷检查成绩表的作成
❖ 1.LOT定义:
❖ ①每4--6个小时的完成品为1LOT. ❖ ②一个抽检LOT NO是以一个月各机种按时间先后顺序排列. ❖ ③同一LOT第二次或第三次抽检的结果重新记录一栏,箱号及LOT NO不变. ❖ ④抽检LOT NO编写方法:共四位数,前一位表示月份,1月-9月用1-9表示,
NO、(出货NO共5为数10 001:按顺序依次往后排。
❖
年
序列号
❖ 2.现品票的填写:
❖ ①根据成绩表中包装箱检查内容进行确认,检查员填写必须具有出荷检查 资格认定者的人员。
❖ ②抽检LOT NO填写成绩表中的抽检LOT NO。 ❖ ③检查结果:合格品盖出荷检查合格章。
APQP项目内容及计划表
APQP主要过程N-24N-23N-7N-6N-5N-4N-3N-2N-1N-0N+1N+?N+?+1n+?+2N+?+3制造\生技市场品质PM设计部门PM项目管理(项目组长)工厂技术(制技)调达品质材料调达(采购契约)构想DCP 产品设计产品过程要求设计(产品仕样书\设备\治具\检查设备\程序等)PASDL 需要设计部门输出什么?需要明确要求,包括过去问题对策内容确认项目计划设备计划治具计划计划DCP启动会项目小组建立DR1过去问题设计确认DR2过去问题结果确认BOM 引继会议生产安排计划部品承认计划采购计划设计资料过程认证部品认证模具认证样机认证检查仪器计划设备导入pp 准备确认会PPAQ1AQ2MP人员计划顾客要求说明法规符合评审设计资料评审样机拆解分析特殊特性识别过程流程图制品仕样书制品规格书制品检查项目书SMT 数据等模具计划采购订单部品调达一览表新品材料到达状况确认材料入库材料报检模具评价选定供应商部品图发行生产能力确认部品FMEA开模控制计划检查计划SPC 计划样品评价检查一致性评价现场审核机构捆包评价限度样本做成ROHS 评价MSA 评价过程能力评价部品小批量评价PPK 评价作业教育治具验证设备程序调试设备程序验证检查程序调试检查验证MSA控制计划作业指导书过去问题确认PPK过去问题确认过去问题确认顾客要求整理过程评审特殊特性确认特殊特性检出能力出荷检查基准出荷检查能力确认信赖性试验关键特性全尺寸检查出荷检查MSA限度样本做成PPAP 提交AQ1问题跟踪过去问题确认全数检查治具确认检查设备确认过程MSA 确认初期流动管理AQ2问题跟踪AQ3PP 中问题设计变更申请部品样品全项目检查部品初品检查部品全数检查项目总结MP 初期流动中问题设计变更申请工作会议AQ1问题改善计划DR0过去问题设计确认DR0制造要望提出部品匹配确认过去制品问题提出制造要望提出过去部品问题提出制造过程要望提出MPAQ2问题改善计划PPK 评价PP。
出荷检验作业规定
1.目的确认完成品是否可以纳入给客户。
2.范围适用于社内所有待出荷部品的检验作业。
3.职责3.1 制造部负责完成品的外观全检、捆包、标示、入库,技术部负责出荷、以及资料送达等作业;3.2 品管部负责对完成品外观、寸法、捆包基准、标示、装运时的防护等依标准检验、记录、判定、不良发生时的反映及处置等;3.3 制造部负责必要时的内部特采提出与协调;4.工作程序4.1 出荷检查作业内容:4.1.1 出荷前备货后,出荷检查员根据出荷担当的出荷计划表,先行在待捆包部品中依不同批次、不同容器、及不同的生产时段均匀抽取样本共3PCS,依工程图纸、《出荷检查基准书》为基准,进行全尺寸抽测检测,检测结果记入《出荷检查成绩书》中。
4.1.2出荷前备货后,备货员通知出荷检查员依《捆包仕样书》为基准对捆包方法进行确认,经确认合格后,才能出荷;4.1.3 出荷前备货后,出荷检查员对现场送行巡检,并依《部品外观检查规定》对捆包完成品进行抽检,发现不具合事项及时通知捆包担当者立即纠正;4.1.4 经确认合格的捆包完成品,出荷检查员在箱上《现品票》上加盖“合格”章;4.1.5 出荷检查过程中发生不合格品时,依《不合格品控制程序》办理。
4.2 如因捆包材不足或其它不具合事项而急需安排出荷时,必须向品质管理部申请特采,并提出详细的临时解决方案;《特采申请书》由品质管理部部长确认是否可行。
经确认可接受的解决方案由品管向客户做事前特采申请,由出荷检查人员现场确认、层别;4.3 每班次终业时或更换部品捆包时,出荷检查人员需对现场进行确认,防止尾数部品混放及防护不当;4.4 本规定由品质部部长批准,自下发之日起实施.5. 相关文件及表单5.1 不合格品控制程序 SH/QP-0195.2 出荷检查基准书5.3 出荷检查成绩书5.4 特采申请书 WI/QA-024-01A5.5 受入、出荷抽样标准 WI/QA-0193。
Lot Out 评价基准
标准编号USJ-101-A
改定日期2014.01.02
改定编号
页 数
1
1. 目的
: 针对LOT性不良树立基准,使作业者,检查者及管理者, 能准确的判定不良。
: Lot Out 不良发生时中断作业.
2. 使用范围
: 受入检查,工程,出荷检查3. 判定基准
: Lot Out 原资材,半成品,完成品识别实施隔离
3.1 受入检查
- 对产品有致命的影响 - 重要部尺寸规格不合格时: 管理者确认 Lot Out
- 信赖性规格不合格时 制作不适合通报及树立或邀请改善对策.
- 原资材特性上有致命不良时 3.2 工程: 投入正常品LOT及改善品.
- 不能组装时
- 重要不尺寸不合格时 - 信赖性规格不合格时 - 后工程生产线产生致命影响时: 确认有效性
3.3 出荷检查
- 对产品技能产生影响 5. LOT OUT 品处理方法
- 出荷检查项目不符合时 5.1 受入检查 LOT OUT 处理方法 - 信赖性规格不符合时
: 给协力厂家返聘处理. - 对客户生产线产生严重影响时
5.2 工程 LOT OUT 处理方法 : 生产部署长与品质部署长协商对LOT OUT的处理方法
争取代表理事的成人后实施决定内容 5.3 出荷 LOT OUT 处理方法
: 品质部署长做个报告书,报告给代表理事,代表理事承认后实施决定内容
USB-101-06(Rev.1)
(주)유닉사운드
不适合品处理
Lot out 判定基准
4. LOT OUT 发生时业务 FLOW
设备终止/作业终止
不符合识别,隔离
通报管理者
投入正常LOT 开始作业。
出荷检查程序
出荷检查程序1.0 目的:对产品进行出荷检查以确保其质量能满足客户要求。
2.0 范围:本程序适用于本公司生产的完成品﹑半完成品、组立品及单品出荷检查。
3.0 定义:3.1 完成品——指直接出荷给客户的最终产品。
3.2 半完成品——指直接出荷给客户且带有马达的备品或备件(非最终产品)。
3.3 单品——指无须经过任何前加工或印刷或虽经过前加工但没有装配任何部品.而直接出荷给客户之外部来料或本公司注射成形之部品。
3.4 组立品——指不属以上三类产品之列而直接出荷给客户的备品或备件。
4.0 职责:4.1 由SM部门负责管理此程序。
4.2 由QA组负责完成品、半完成品、组立品、部分单品的出荷检查。
4.3 由PQC组负责部分成型单品及PATACON所制造产品的出荷检查。
4.4 由IQC组负责部分单品的出荷检查。
5.0 程序:5.1出荷指示:QC部出荷检查组接到负责出荷部门出荷人员关于相关产品的出荷资料(如《S.P出货资料》、《每天出货检查表》、《有害化学物质确认合格部品清单》)等出荷指示后进行出荷检查。
5.2 出荷检查准备:QC部出荷检查组在出荷检查开始前,应准备好与所检查产品相关的检查指示书(如《QA出荷检查指示书》、《组立品出荷检查成绩书》、《单品出荷检查成绩书》或客户提供的出荷检查指示书以及《客户管理用部品明细》等)、客户品质标准、样板、检查治具、量具等,然后由QC部出荷检查组负责人安排出荷检查。
5.3 检查及记录:QC部出荷检查组检查员根据检查指示书上所规定的抽样标准、检查项目等进行出荷检查,并将检查结果记录于相应的检查记录表或客户提供的出荷记录表中。
(完成品出荷检查时用《完成品出荷检查成绩书》、组立品出荷检查时用《组立品出荷检查成绩书》或《组立品出荷检查记录表》、单品出荷检查时用《单品出荷检查成绩书》或《单品出荷检查记录表》。
5.4检查结果标识:检查结果的标识分为“合格”或“不合格”,检查结果须经QC部出货检查组负责人审核。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确认出荷检查确认项目记录表源自机种 名: (电熨斗本体)
1 各部件颜色的确认(无明显色差)。 2 各配合部位的级差、间隙。 3 紧固螺钉的确认(仕样、紧固力)。 4 调温铭牌颜色、位置的确认。 5 底手板可面触、及蒸部汽位孔的(毛划刺花。、附铝、喷涂的颜色)的确认 6。 7 锁定按钮动作的确认。 8 给电针强度的确认。 9 导水路胶垫仕样的确认。 10 底板与断热板的间隙的确认(硬币侵入)。 (完成水箱) 1 各部件颜色的确认(无明显色差)。 2 喷射按钮、蒸汽按钮操作是否畅顺。 3 注水口盖橡胶的位置的确认。 4 印刷部位是否清晰。 5 手可触及部位的毛刺。 6 水箱与本体的配合是否畅顺。 7 注水口盖罩有没有浮起。 (完成底座) 1 各部件颜色的确认(无明显色差)。 2 滚轮部的确认(折断、盖的晃动)。 3 底座与遮热板的级差、间隙。 4 PL表示是否有倾斜。 5 印刷部位是否清晰。 6 滑板的动作是否畅顺。 7 底座盖的铭牌是否与仕样要求一致。 8 脚橡胶是否插入固定。 9 电源线仕样的确认(红色标记的确认)。 10 外观不良的确认(划伤、缩水、夹水纹)。 (收藏箱) 1 与完成底座的配合是否良好。 2 颜色的确认。 3 合模部位的毛刺、级差。 4 印刷部位是否清晰。 5 提手的操作是否畅顺。 (彩盒) 1 印刷的确认。 2 彩盒是否有变形,棱、角是否有折损。 3 密印是否清晰。 4 颜色仕样的确认(所装熨斗与彩盒颜色是否一致)。