切削热的产生与切削温度的测量
第5章 切削热与切削温度
切屑 50%~86% 28%
工件 3%~9% 52.5%
刀具 10%~40% 14.5%
周围介质 1% 5%
表5-1 切屑、工件、刀具中切削热的分布
5.2 切削温度的测量方法
切削温度的测定方法很多,有热电偶法、辐射测温法等。但目前广为应 用的是热电偶法。它具有简单、可靠,使用方便的优点。 5.2.1 热电偶法 热点偶法包括自然热点偶法和人工热电偶法。 1.自然热电偶法 切削过程中,工件、刀具通常是由两种不同的金属材料组成的。在刀 具与切屑和刀具与工件接触区总存在着相当高的切削温度,称为热电偶 的热端;离接触区较远的工件与刀具处一般保持在室温状态,称为热电 偶的冷端。可用导线将工件与刀具的冷端接到仪表上,即可将切削热电 势显示和记录下来。根据事先作出热电偶的标定曲线(温度与毫伏值的 对应关系曲线),即可求得刀具与切屑和刀具与工件接触面的平均温度, 即切削温度。
(a)测量刀具前面某点的温度示意图 (b)测量工件加工面某点的温度示意图 图5-4 用人工热电偶法测量刀具和工件温度
5.2.2 辐射测温法 辐射测温法是一种非接触 式测量方法。它是利用高 温辐射能量来测量工件表 面温度的。作为测量用的 传感器有光电传感器及热 敏电阻传感器两种。如图55所示为用光电传感器测量 刀具与切屑接触面温度分 布的示意图。光电传感器 可以用锗光电二极管或硫 化铅光电池。在刀片上打 一个小的锥孔,一直通到 刀具的前面上,从切屑底 面测定辐射能,通过标定 求得切屑底面该点的温度。
5.4 影响切削温度的主要因素 切削温度的高低,取决于切削热产生的多少和散热 条件的好坏。下面分析几个主要因素对它的影响。 1.工件材料对切削温度的影响 2.切削用量对切削温度的影响 1)切削速度 2)进给量 3)背吃刀量
机械制造工程学PPT课件3.5切削热与切削温度

2.刀具几何参数对切削温度的影响
(1)前角ro对切削温度的影响 ro增大,变形减 小,切削力减小,切削温度下降。前角超过 18º—20º后, ro对切削温度的影响减弱,这 是因为刀具楔角(前、后刀面的夹角)减小而使 散热条件变差的缘故。
切削热由切屑、工件、刀具及周围的介质(空气,切削液)向 外传导。影响散热的主要因素是:
(1)工件材料的导热系数 工件材料的导热系数高,由切屑 和工件传导出去的热量就多,切削区温度低。工件材料导 热系数低,切削热传导慢,切削区温度高,刀具磨损快。
(2)刀具材料的导热系数 刀具材料的导热系数高,切削区 的热量向刀具内部传导快,可以降低切削区的温度。
(2)主偏角Kr对切削温度的影响 减小Kr,切 削刃工作长度和刀尖角增大,散热条件变 好,使切削温度下降。
3.工件材料对切削温度的影响
工件材料的强度和硬度高,克服塑性变形和弹 性变形需要的力越大,产生的切削热多,切削温 度就高。
工件材料的导热系数小,切削热不易散出,切削 温度相对较高。
切削灰铸铁等脆性材料时,切削变形小,摩擦 小,切削温度一般较切削钢时低。
2.人工热电偶法
图为用人工热电偶法测量切削温度的示意图。
用两种预先经过标定的金属丝组成热电偶, 它的热端焊接在测混点上,冷端接在毫伏表
上。用这种方法测得的是某一点的温度。
图示为采用人工热电偶法测量并辅以传热学计算得到的刀 具、切屑和工件的切削温度(单位为ºC)分布图。
由图中可以看出:①剪切面上各点温度几乎相同,说明剪 切面上各点的应力应变规律基本相同;②前刀面上温度最 高点不在切削刃上,而是在离切削刃有一定距离的地方。
切削热和切削温度的关系
切削热和切削温度的关系
切削热和切削温度的关系:
一、切削热的定义
切削热,又称切削摩擦热,是指钻、刨、扳、铣等类切削工艺过程中,各部件之间所产生的相互摩擦作用所引发的热量。
切削热主要分布在
工件前端工具口部,断层处和口角处,向外延伸到隔水层内部。
二、切削温度的影响因素
1、切削参数:切削参数包括切削速度、进刀量、刀具尺寸以及刀具结
构参数;
2、切削材料特性:材料的物理特性,如材料的硬度、弹性模量、热导
率等,决定了材料的切削热传输率;
3、工件表面状态:工件表面的光洁度或粗糙度也会因受压磨削热中的
切摩擦热而发生变化;
4、切削环境:切削环境变化会影响空气中的切削温度。
所以,切削工
艺中要仔细把握切削温度。
三、切削温度的控制
1、采用合理的切削参数:提高切削速度可以有效减少切削热,调节进刀量可以避免过多的刀具磨损和加大刀具的寿命;
2、采用合理的切削环境:在低温的切削环境中,切削热能够更快地排出,从而降低切削温度;
3、把握切削工件表面温度:切削前,可以根据工件表面温度调整切削参数,使切削温度不过高;
4、利用切削润滑液:切削时,可以使用切削润滑液,它可以对切削前端起到良好的润滑作用,减少切削温度;
5、正确使用刀具:正确使用刀具可以减少不必要的刀具消耗,从而降低切削热,减少切削温度。
四、切削温度的临界值
切削温度的临界值取决于切削材料的性能,一般情况下,普通工件的切削温度临界值一般设定为1000~3000℃,钢材切削的临界值在1500~2500℃,高硬度合金的切削温度不宜超过500℃。
如果切削温度超过了临界值,会导致工件裂痕、烧伤和工具烧毁等问题。
切削热与切削温度
2.主偏角 主偏角加大后,切削刃的工作长度缩短,切削热相对地集 中;但刀尖角减小,使散热条件变差,切削温度将上升。
目前应用较广的是自然热电偶法和人工热电偶法。
补充: 辐射温度计法:任何物体都会有红外线辐射,它表现的是物体的温度。 温度越高辐 射越大。用红外线接收器作传感器,经数字滤波放大,再函数计算,显示出数字。 热电偶法原理:把两种化学成分不同的导体的一端连接在一起,使它们的另一端处 于室温状态(称为冷端),那么,当连在一起的一端受热时(称为热端)在冷热端 之间就会产生一定的电动势,称为电势,把毫伏表或电位差计接在两导体冷端之间 便可测量出热电势的值。实验研究表明,热电势值的大小取决于两种导体材料的化 学成分及冷热端之间的温度差。当组成热电偶的两种材料一定时,经过标定可得到 热电势的值与冷热端温度差之间的关系。
• 5.1切削热的产生与传出 • 来源:切削热来源于切削层金属发生弹性、塑性变形 所产生的热及切屑与前刀面、工件与后刀面之间的摩 擦。 • 切削热产生于三个变形区,切削过程中三个变形区内 产生切削热的根本原因是,切削过程中变形与摩擦所 消耗的功,绝大部分转化为切削热。
• • •
•
•
•
假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热: Pc = Fcνc Pc—每秒钟内产生的切削热 Fc—主切削力 νc—切削速度 切削热由切屑、工件、刀具及周围介质传导出去。 影响散热主要因素: ⑴工件材料的导热性能 工件材料的导热系数高,由切屑和工件散出的 热就多,切削区温度就较低,刀具寿命提高;但工件温升快,易引起工 件热变形(铜和铝)。工件材料的导热系数小,切削热不易从工件方面 散出,加剧刀具磨损(不锈钢)。 ⑵刀具材料的导热性能 刀具材料的导热系数高,切削热易从刀具散出, 降低了切削区温度,有利于刀具寿命的提高(YG类硬质合金)。 ⑶周围介质 采用冷却性能好的切削液及采用高效冷却方式能传导出较 多的切削热,切削区温度就较低。采用喷雾冷却法使切削液雾化后汽化, 将能吸收更多的切削热,使切削温度降低。 ⑷切屑与刀具的接触时间 外圆车削时,切屑形成后迅速脱离车刀而落 入机床的容屑盘中,切屑传给刀具的热量相对较少;钻削或其它半封闭 式容屑的加工,切屑形成后仍与刀具相接触,传导给刀具的热相对较多。
切削热与切削温度分析

二、温度分布(温度பைடு நூலகம்)
工件:低碳钢;刀具前角30度,后角7度; 切削用量:Vc=22.8mm/min,厚度为0.6mm;干切削。
二、温度分布(温度场)
三、影响切削温度的主要因素
(1)切削用量的影响 ----切削速度
随着切削速度 的提高,切削层金 属塑性变形产生的 热量来不及传到工 件与刀具就被切屑 带走了,因此VC提 高1倍,切削温度 仅增加20~33%。
问题:看图说明前角和主偏角对T的影响
四、切削温度对工件、刀具和切削过程的影响
1. 切削温度对工件材料强度和切削力的影响 2. 切削温度对刀具材料的影响 3. 切削温度对工件尺寸精度的影响 4. 利用切削温度自动控制切削速度和进给量 5. 利用切削温度与切削力控制刀具磨损
三、影响切削温度的主要因素
(1)切削用量的影响 ----进给量f
f 增大,使切 屑的平均变形减少 切屑与前刀面的接 触区长度增加,改 善了散热条件。因 此 , f 提高一倍, 切削温度仅提高10
三、影响切削温度的主要因素
(1)切削用量的影响 ----背吃刀量ap
ap增大,产生的 热量成倍增加。但 是刀刃的工作长度 也增加一倍,大大 改善了散热条件因 此, ap提高一倍切 削温度仅提高3%
(2)刀具几何参数的影响 ----主偏角
主偏角减小时,致使 切削宽度增大,刀 尖角增大,刀具散 热条件改善,有利 于降低切削温度。
三、影响切削温度的主要因素
■ (3)工件材料的影响
工件材料的强度、硬 度越高,切削力越大,切 削时消耗的功也越多,产 生的切削热也越多,切削 温度也就越高。
三、影响切削温度的主要因素
切削热与切削温度
3. 刀具磨损原因 高速钢刀具) (1)磨粒磨损 (高速钢刀具) ) 切屑、工件的硬度虽然低于刀具的硬度, 切屑、工件的硬度虽然低于刀具的硬度,但其结 构中经常含有一些硬度极高的微小的硬质点, 构中经常含有一些硬度极高的微小的硬质点,能在 刀具表面刻划出沟纹,这就是磨粒磨损。 刀具表面刻划出沟纹,这就是磨粒磨损。 硬质点有碳化物(如 硬质点有碳化物 如Fe3C、TiC、VC等)、氮化物 、 、 等、 (如TiN、Si3N4等)、氧化物 如Si02、A12O3等)和金 如 、 、氧化物(如 和金 属间化合物。 属间化合物。
氧化磨损: 氧化磨损: 空气不易进入刀—屑接触区。氧化磨损最容易在主、 空气不易进入刀 屑接触区。氧化磨损最容易在主、 屑接触区 副切削刃的工作边界处形成,在这里划出较深的沟槽, 副切削刃的工作边界处形成,在这里划出较深的沟槽, 造成“边界磨损” 造成“边界磨损”。
温度对磨损的影响
(3)刀具角度的影响 γo ↑ → θ ↓ ; γo ↑ ↑ → θ ↑ 切削热集中↑ 散热↓→ κr ↑ → bD ↓ → 切削热集中↑ → 散热↓→ θ ↑
(4)刀具磨损的影响:刀钝以后,摩擦加剧 )刀具磨损的影响:刀钝以后, 的影响: (5)切削液的影响:冷却效果明显 )切削液的影响 切削液的作用: 切削液的作用: (1)冷却作用 )冷却作用 (2)润滑作用 )润滑作用 (3)清洗作用 )清洗作用 (4)防锈作用 )防锈作用
五、切削温度对工件、刀具和切削过程的影响 切削温度对工件、 1. 切削温度对工件材料强度和切削力的影响 2. 切削温度对刀具材料的影响 3. 切削温度对工件尺寸精度的影响 4. 利用切削温度自动控制切削速度和进给量 5. 利用切削温度与切削力控制刀具磨损
刀具磨损与刀具寿命
第五章 切削热与切削温度
不同的切削加工方法,切削热由切削、刀具、工件和 周围介质传导出去的比例也不同。例如,车削加工时,切 削带走的切削热约为50%-80%,40%-10%传入车刀, 9%-3%传 入工件,1%传入周围介质(如空气)。切削速度越高,进 给量(切削厚度)越大,由切屑带走的热量就越多。 钻削加工时,约有28%的切削热由切削带走,15%传入 钻头,52%传入工件,5%传入周围介质。
5.2
切削温度及其测量方法
切削温度一般是指刀具与工件接触区域的平均温度。 切削温度的测量是实验研究的重要技术,是研究各 种因素对切削温度影响大小的依据。此外,切削温度理 论计算的准确性也需要通过实测数据来校验。 切削温度的测量方法很多,可归纳为以下情况:
单车刀法 自然热电偶法 双车刀法 热电偶法 插入刀具法
2. 主偏角
主偏角对切削温度的影响如 图5.11所示。随主偏角的增 大,切削温度升高。这是因 为主偏角增大,一方面使切 削刃工作长度缩短,切削热 相对集中,同时刀尖角减小 ,散热条件变差,因此切削 温度升高。
3. 负倒棱
及刀尖圆弧半径
负倒棱 在(0-2)f范围内变化、刀尖圆弧半径 在0-1.5mm范围内变化时,基本不影响切削温度。因为负倒 棱宽度及刀尖圆弧半径的增大,一方面使塑性变形增大, 切削热随之增加;另一方面这两者都能使刀具的散热条件 有所改善,传出的热量也有所增加,两者趋于平衡,所以 对切削温度的影响不大。
刀具材料的导热系数大时,切削区的热量容易从刀具方 面传导出去,也能降低切削区的温度。例如,YG类硬质合金 的导热系数普遍大于YT类硬质合金的导热系数,且抗弯强度 较高,所以在切削导热系数小、热强性好的不锈钢和高温合 金时,在缺少新型高性能硬质合金的情况下,多采用YG6X、 YG6A等牌号的YG类硬质合金。 采用冷却性能较好的切削液也能有效的降低切削温度。 采用喷雾冷却法使切削液雾化后汽化,将能吸收更多的切削 热而使切削温度降低。此外,切削与刀具的接触时间也影响 切削温度。例如,外圆车削时,切削形成后迅速脱离车刀而 落入机床的容屑盘中,传给刀具的切削热就减少了;但在进 行半封闭式容屑的钻削加工时,切屑形成后仍较长时间与道 具接触,由切屑所带走的切削热再次传给刀具,使得切削温 度升高。
第三节__切削热和切削温度
三、影响切削温度的主要因素
切削温度高低取决于两个方面:产生的热量和散热速度。 产生的热量少,散热速度高,则切削温度低;或者上述之一起主导作 用,也会降低切削温度。 因而,凡是能影响产生的热量和散热速度的因素均会影响切削温度的高低
学习目的
通过对切削热的来源、切削温度的分布及影响因素进行
研究,以便控制切削热和切削温度对切削过程的影响。
学习内容
一、切削热的来源及传出 二、切削区的温度及其分布 三、影响切削温度的主要因素
一、切削热的来源及传出
1、切削热来源
1)被切削的金属在刀具的作用下,发生弹性和塑性变形而耗功, 这是切削热的一个重要来源。 2)切屑与前刀面之间的摩擦耗功产生出大量的热量。 3)工件与后刀面之间的摩擦耗功产生出大量的热量。 因此,切削时共有三个发热区域 剪切面 切屑与前刀面接触区 后刀面与过渡表面接触区
所以,切削热的来源就是切屑变形功和前、后刀面的摩擦功。
根据切削理论,切削变形和摩擦而产生的热量.
在剪切面上的塑性变形产生的热量最多。 单位时间内产生的切削热的计算公式
Q —单位时间内产生的切削热(J/s); Fc—主切削力(N); Vc—切削速度(m/s)。
注:该公式中忽略了进给运动所消耗的功率,且假定主运动所消耗的功全部转化为热能。
3)实际意义: 从降低切削温度的角度出发,切削用量的选择原则:为提高切削效率, 应优先选用较大的背吃刀量,其次增加进给量,最后确定刀具和机床性 能允许的最大切削速度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削热的产生与切削温度的测量
切削热和由此产生的切削温度是金属切削过程中的一个重要物理现象。
大量的切削热使切削区域的温度升高,直接影响刀具的磨损和寿命,并影响工件的加工精度和表面质量。
切削温度也可作为自动化生产中监控因素,所以研究切削热和切削温度变化规律对生产时间有重要的意义。
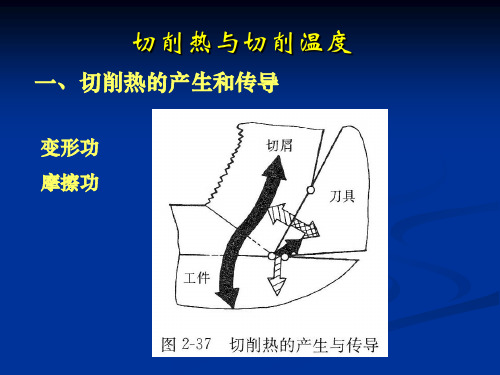
(一)切削热的产生和传出
被切金属层在刀具的作用下发生弹性变形和塑性变形,这是切削热的一个来源。
同时,切屑与前刀面、工件与后刀面间消耗的摩擦功也将转化为热能,这是切削热的又一个来源(见图1)。
如果忽略后刀面上的摩擦功和进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可算出:
Qc=Fzvc
式中Qc--每秒钟内产生的切削热,单位为J/s;
Fz--主切削力,单位为N;
vc--切削速度,单位为m/s。
图1 切削热的产生和传出
(二)切削温度及其测量方法
切削温度一般是指刀具与工件接触区域的平均温度。
切削温度测量的方法很多,如图2所示。
目前比较常用的测量切削温度的方法是热电偶法和光热辐射法。
下面将分别进行阐述。
图2 切削温度的测量方法
1.热电偶法
热电偶法又分为自然热电偶法和人工热电偶法(见表1)。
表1 自然热电偶与人工热电偶比较
图3 自然热电偶法测温示意图
1.铜顶尖
2.铜销
3.车床主轴尾部
4.工件
5.刀具
图4 人工热电偶法测温示意图
a)测前刀面温度b)测工件温度
要想知道前刀面上的温度,还需应用传热学的原理和公式进行推算。
应用人工热电偶法测温,并辅以传热学计算所得到的刀具、切屑和工件的切削温度分布情况(见图5)。
图5 切削温度的分布
a)刀具、工件和切屑中温度分布b)刀具前刀面上温度分布加工条件:刀具YT20,vc=600m/min 加工条件:工件30Mn4,ap=3mm,
f=0.25mm/r
由图5可以看出切削温度的分布规律:
(1)前刀面上温度最高处并不在切削刃口处,而在离刃口有一定距离的位置,工件材料塑性越大,距离刃口越远,反之越近。
这是因为热量沿前刀面有个积累过程,这也是刀具磨损严重之处;
(2)切屑底层的温度梯度最大,说明摩擦热集中在切屑底层与前刀面接触处。
2.光热辐射法
除了热电偶测温法,采用观察刀具或零件切削前后金相组织变化的方法也能判定切削温度,但这两种方法并不直观,而且观察和分析的工作量较大。
近来也更多的是使用红外线测温仪或光能电池测量切削温度。
热像仪就是利用红外线原理来测量切削温度的,它是通过非接触探测红外热量,并将其转换生成热图像和温度值,进而显示在显示器上,并可以对温度值进行计算的一种检测设备。
如图6是用热像仪测温的现场演示图。
图1-30是利用热像仪的配套软件采集到的切削温度场图,软件可以将切削过程以红外影像采集下来,在确定准确的发射率情况下,设定播放速度,调节播放位置,对采集切削过程的温度分布进行测量和绘制。
图6 用热像仪现场测温
图7 测得温度场图
3.切屑颜色与切削温度的关系
在生产实践中,可以通过切削加工时切屑的颜色来判断刀尖部位的大致温度。
以车削碳素结构钢为例,随着切削温度的提高,切屑颜色变化过程顺序为:银白色→黄白色→金黄色→紫色→浅蓝色→深蓝色。
其中,银白色切屑反映的切削温度约为200℃左右,金黄色切屑反映的切削温度约400℃左右,深蓝色切屑反映的切削温度约600℃左右。
(三)影响切削温度的主要因素
1.工件材料
工件材料的强度、硬度越高,切削时消耗的功就越多,产生的切削热越多,切削温度就越高。
工件材料的热导率越大,通过切屑和工件传出的热量越多,切削温度下降越快。
2.刀具几何参数
前角增大,切削变形减小,产生的热量少,切削温度降低;但过大的前角会减少散热体积,当前角大于20°~25°时,前角对切削温度的影响减少。
主偏角减小,使切削宽度增大,散热面积增加,切削温度下降,如图8、图9所示。
图8 前角对切削温度的影响
图9 主偏角对切屑温度的影响
3.切削用量
对切削温度影响最大的切削用量是切削速度,其次是进给量,而背吃刀量的影响最小,这是因为当切削速度vc增加时,单位时间内参与变形的金属量增加而使消耗的功率增大,切削温度升高;当f增加时,切屑变厚,由切屑带走的热量增多,故切削温度上升不甚明显;当ap增加时,产生的热量和散热面积同时增大,故对切削温度的影响也小,如图10所示。
图10 切削用量对切削温度的影响
a)切削速度的影响b)进给量的影响c)背吃刀量的影响
4.其他因素
刀具后刀面磨损量增大时,加剧了刀具与工件间的摩擦,使切削温度升高,切削速度越高,刀具磨损对切削温度的影响就越显著(见图11)。
浇注切削液对降低切削温度、减少刀具磨损和提高已加工表面质量有明显的效果。
切削液的润滑作用可以减少摩擦,减小切削热的产生。
图11 不同切削速度下后刀面磨损与切削温度的关系。