十字头工艺流程
十字接头

目录一. 零件零件结构分析 ----------------------------------11.零件作用2.零件图样分析二. 零件技术要求分析-------------------------------- --11.确定毛坯的制造形式 ------------------------------12.毛坯的设计 --------------------------------------13.基面的选择---------------------------------------2 三.零件加工工艺规程--------------------------------- -21.工艺过程分析2.确定切削用量及加工工时四.夹具设计------------------------------------------7 五.简单工序的数控加工程序----------------------------9 六.小结----------------------------------------------10 七 .参考文献 -----------------------------------------11一.零件结构分析1.零件的作用:十字接头为液压系统中常用的一种元件,主要用于连接液压管路之间的压力传动,所以对外形尺寸、形位公差要求不高,主要注意抗压、密封、接口锥度的问题。
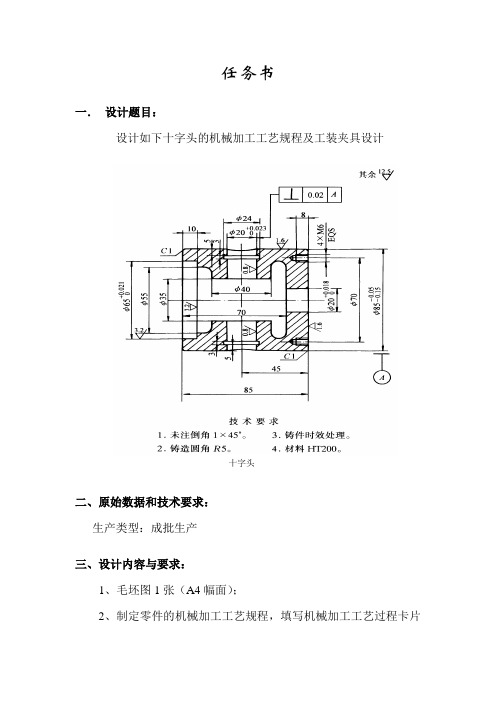
2.零件的图样分析:(1)十字接头的内孔端部都有相同的1:10锥孔。
用1:10锥度塞规检查锥孔时,其接触面不少于85%。
(2)十字接头的四个外螺纹均为细牙螺纹M20X1.5。
(3)十字接头φ8mm必须贯通。
二. 零件技术要求分析1.确定毛坯的制造形式:零件材料为Q235-A,考虑到液压元件所需的抗压、密封等要求,在中小批量的生产过程中一般采用锻造成型,锻造精度为2级,保证铸件的外形尺寸要求,减少后期加工工序。
2.毛坯的设计:根据上述原始资料及加工工艺,分别确定各加工表面的加工余量,对毛坯初步设计如下:(1)4XM20X1.5细牙螺纹需要粗车、精车外圆,以及螺纹加工,所以毛坯尺寸定为φ25。
机械制造专业课程设计--设计十字头滑套的机械加工工艺规程及夹具

目录内容摘要前言1零件的分析 (6)2工艺规程设计 (7)2.1确定毛坯的制造形式 (7)2.2基面的选择 (7)2.3制定工艺路线 (7)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8)2.5确定切削用量及基本工时 (8)3专用夹具的选择 (20)4机床及刀具的选择 (21)5致谢与总结 (25)6参考文献 (27)1 零件的分析零件的工艺分析这个零件从零件图上可以看出,它一共有3组加工表面,而这三组加工表面之间有一定的位置要求,现将这二组加工表面分述如下:1.1 以Φ180mm孔为中心的加工表面。
这组加工表面包括:Φ180mm的内孔加工面和Φ190的止口加工件及其倒角,尺寸为Φ190止口和Φ180mm的孔的同轴度误差很高,为了保证加工精度。
要以止口定位加工孔。
1.2与Φ320mm和Φ190mm的断面没有严格的公差要求,可以不着重考虑,上下两个215x140的面没有什么要求,见光即可。
2、工艺规程设计2.1 确定毛坯的制造形式零件材料为HT200,考虑到该零件在车床中受的力并保证零件的工作可靠性,零件为中批生产,而且零件的尺寸不大,因此,毛坯可以采用金属磨砂型制造。
2.2基面的选择基准面选择是工艺规程设计中重要工作之一。
基面选择的正确与合理,可以使加工质量得到保证,生产效率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批报废,使生产无法正常进行。
粗基准的选择:以上下表面和两侧面作为粗基准,以消除Z向,X向,Y向三个自由度,达到完全定位。
对于精基准而言,根据基准重合原则,选用设计基准作为精基准。
2.3制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状得到合理的保证。
在生产纲领中为中批量生产的条件下,可以考虑采用万能性机床配以专用夹具来提高生产率。
除此以外,还应当考虑经济效率,以便使生产成本尽量下降。
1、工艺路线方案一工序Ⅰ铸造。
工序Ⅱ时效处理。
工序Ⅲ平Φ335端面,见光。
十字头的机械加工工艺规程及夹具设计

任务书一.设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计十字头二、原始数据和技术要求:生产类型:成批生产三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:目录第一部分工艺设计说明书 (4)1.零件图工艺性分析 (4)1.1零件结构功用分析: (4)1.2零件图纸分析: (4)1.3主要技术条件: (4)2.毛坯选择 (4)2.1毛坯类型 (4)2.2毛坯余量确定 (5)2.3毛坯-零件合图草图 (5)3.机械工艺路线确定 (5)3.1定位基准的选择: (5)3.2加工顺序的安排: (6)3.3加工阶段的划分说明 (6)3.4加工工序简图 (6)4.主要工序尺寸及其公差确定 (7)5.设备及其工艺装备确定 (7)6.切削用量及工时定额确定 (8)第二部分夹具设计说明书 (14)2.14×M6的螺纹孔夹具: (14)2.2 镗床夹具设计(Φ20上偏差为+0.023下偏差为0的销孔): (16)2.3扩φ20(Φ20上偏差为+0.018下偏差为0)孔夹具 (21)2.4精车外圆夹具的设计(Φ85上偏差为-0.05下偏差为-0.15:) (24)2.5.夹紧装置设计(35×35的方孔) (26)2.5.1定位基准的选择 (26)2.5.2定位元件的设计 (26)2.5.3定位误差分析 (27)2.5.4铣削力与夹紧力计算 (27)2.5.5夹具体槽形与对刀装置设计 (27)2.5.6夹紧装置及夹具体设计 (30)3.2.7夹具设计及操作的简要说明 (30)第五部分设计体会 (31)参考文献: (32)第一部分工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
由于它们功用的不同,该类零件的结构和尺寸有着很大的差异,但结构上仍有共同特点:零件的主要表面为精度要求较高的孔、零件由内孔、外圆、端平等表面构成。
(工艺技术)十字头加工工艺

十字头加工工艺熊学强十字头是活塞式压缩机中的重要部件,它是连接活塞和连杆的零件,具有导向作用。
我厂压缩机采用连杆小头放在十字头体内的闭式十字头,十字头与活塞杆的连接方式有多种,我厂采用的是螺母连接法,螺纹连接结构简单,容易调节气缸中的止点间隙,但是调整时需要转动活塞,且在十字头上切削螺纹时,经多次拆装后极易磨损,不易保证精度要求,故螺纹连接常见于中小型压缩机,不在十字头体上切削螺纹,而采用两螺母夹持固定的结构,可用于大、中型压缩机。
联接器和法兰连接结构,使用可靠,调整方便,使活塞杆与十字头容易对中。
但结构复杂笨重,多用在大型压缩机上。
十字头与连杆的连接由十字头销来完成。
下面介绍一下十字头的加工工艺。
第一步:在铸造车间完成,铸造毛坯,彻底清砂,去除飞边毛刺(加上试块)。
检验球化率不低于4级。
其中球化率的意思是,球化的等级高,即该球铁的抗拉强度、延伸率和致密性就高。
球化分级,石墨大小,珠光体粗细和数量分级,铁素体和珠光体数量分级(含石墨、渗碳体百分比),磷共晶数量,渗碳体数量,硬化层深度等,满足GB、ISO、ASTM、DIN、JIS标准。
第二步:在机加工车间完成,正火回火处理试块同炉处理(正火:将钢件加热到上临界点(AC3或Acm)以上40~60℃或更高的温度,保温达到完全奥氏体化后,在空气中冷却的简便、经济的热处理工艺。
回火:加热到AC3保温一段时间冷却。
Ac3加热时铁素体转变为奥氏体的终了温度)完成后记得要检验金相机械性能和硬度。
第三步:在铸造车间进行喷丸处理。
(喷丸处理是一种表面强化工艺,喷丸广泛应用于提高零件机械强度以及耐磨性、抗疲劳和耐腐蚀性等。
还可用于表面消光、去氧化皮和消除铸、锻、焊件的残余应力等。
)第四步:划出中心十字线及各面加工线。
Ø330滑道面的两端面按工艺图(一)划线第五步:在车床c512-1A 上车去冒口。
第六步:转移到车床C650,夹牢ø330外圆毛坯,划线找正。
工艺流程十字

工艺流程十字
《工艺流程十字》
工艺流程十字是一种常见的工业流程图,用来展示一个产品或项目的生产过程。
它通常由四个方向的流程图组成,类似于一个十字架的形状,因此得名于此。
首先,工艺流程十字通常以原料的采购和储存开始。
这一步骤涉及到选择合适的原料供应商,采购原料,并储存它们以备将来使用。
然后,流程向下延伸至加工和制造。
这一步骤包括对原料进行加工和转化,以生产出最终的产品。
接下来是产品包装和贮存,在这一步骤中,产品会被包装以便运输和销售,并储存在适当的地方以确保产品质量。
最后一步是产品销售和分发,产品会被销售给客户并进行分发。
使用工艺流程十字可以帮助企业更清晰地了解产品的生产流程,以便优化流程并提高效率。
同时,它也可以帮助预测和解决潜在的问题,以确保产品能够按时交付并具有高质量。
总的来说,《工艺流程十字》是一个非常有用的工具,可以帮助企业更好地管理和优化产品的生产过程。
通过清晰地展示整个生产流程,企业可以更好地了解每个环节的作用,以便做出更好的决策和提高效率。
十字头的机械加工工艺规程及夹具毕业设计
任务书一. 设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计二、原始数据和技术要求: 生产类型:成批生产 三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片十字头及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:目录第一部分工艺设计说明书 (4)1.零件图工艺性分析 (4)1.1零件结构功用分析: (4)1.2零件图纸分析: (4)1.3主要技术条件: (4)2.毛坯选择 (4)2.1毛坯类型 (4)2.2毛坯余量确定 (5)2.3毛坯-零件合图草图 (5)3.机械工艺路线确定 (5)3.1定位基准的选择: (5)3.2加工顺序的安排: (6)3.3加工阶段的划分说明 (6)3.4加工工序简图 (6)4.主要工序尺寸及其公差确定 (7)5.设备及其工艺装备确定 (7)6.切削用量及工时定额确定 (8)第二部分夹具设计说明书 (14)2.14×M6的螺纹孔夹具: (14)2.2 镗床夹具设计(Φ20上偏差为+0.023下偏差为0的销孔): (16)2.3扩φ20(Φ20上偏差为+0.018下偏差为0)孔夹具 (21)2.4精车外圆夹具的设计(Φ85上偏差为-0.05下偏差为-0.15:) (24)2.5.夹紧装置设计(35×35的方孔) (26)2.5.1定位基准的选择 (26)2.5.2定位元件的设计 (26)2.5.3定位误差分析 (27)2.5.4铣削力与夹紧力计算 (27)2.5.5夹具体槽形与对刀装置设计 (27)2.5.6夹紧装置及夹具体设计 (30)3.2.7夹具设计及操作的简要说明 (30)第五部分设计体会 (31)参考文献: (32)第一部分工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
由于它们功用的不同,该类零件的结构和尺寸有着很大的差异,但结构上仍有共同特点:零件的主要表面为精度要求较高的孔、零件由内孔、外圆、端平等表面构成。
十字头工艺设计_付晓新
0 1 6-0 1-1 0 2 * 收稿日期 : , 作者简介 : 女, 大学 , 付晓新 ( 工程硕士 , 工程师 , 现从事机加工艺工作 。 9 7 8—) 1
十字头工艺设计 第 2 期 付晓新 :
5 7
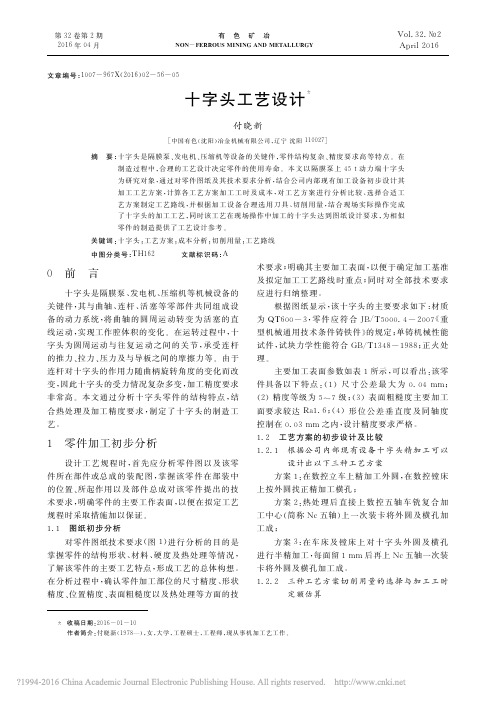
图 1 十字头图纸
表 1 十字头主要加工表面参数表
表面 0mm 孔 6 1 0mm 外圆 4 3 0 横锥孔 1 2 0×2 6×M 尺寸及偏差 ( mm) 0 H 7 6 1 0 6 4 g 3 0 G 5 1 公差及精度等级 ( mm) / 0. 0 3 I T 7 / 0. 0 4 I T 6 / 0. 0 1 8 I T 5 表面粗糙度 R a 1. 6 R a 1. 6 R a 1. 6 R a 1 2. 5 形位公差 垂直于基准 B, 0 2mm 0. 与基准 A 同轴度为 0. 0 3mm 垂直于基准 A, 0 2mm 0. 为基准 B 受力部位 为介杆连接螺纹孔 , 备注 为基准 A
表 2 设备加工切削用量表
切削用量 设备及加工状态 半精车 精车 半精镗 精镗 半精铣 精铣 转速 V c / 2 2r m i n / 5r m i n 2 / 0 0r m i n 4 / 6 0r m i n 3 / 2 0 0 0r m i n / 6 0r m i n 6 吃刀量 a p 2mm 0. 5mm 2mm 0. 5mm 0. 5mm 0. 5mm 进给量f 径向进给 轴向进给 / r 0. 2 5mm / 0. 1 5mm r / m 4 0 0mm i n / m 3 0 0mm i n / m 2 0 0 0mm i n / m 1 0 0 0mm i n 1. 5mm 1mm 1. 5mm 1. 5mm 切削 次数 2 2 3 2 8 2
1 5 0+3+4+5 × ×8=8 3 5m i n 1. 5 : 精铣加工基本时间 T ′ b 6 / + l l l 3. 1 4×4 1 0 2 1+ 2+ 3 π×d l ′ × ×n= T = b 6 f 1 0 0 0 f 径 轴 1 5 0+3+4+5 × ×3=6 2 7m i n 1. 5 — — 外圆直径 ; — 式中 d — — 径向进给量 ; f 径— — — 轴向进给量 ; f 轴— — — 加工次数 。 n— 横孔粗铣加工基本时间 T b 7: T 7= b + l l l 3. 1 4×1 3 0 1+ 2+ 3 π×d l × ×n= × f 2 0 f 0 0 径 轴
十字头零件的机械加工工艺规程及工装夹具设计
十字头零件的机械加工工艺规程及工装夹具设计任务书设计题目:设计如下十字头的机械加工工艺规程及工装夹具设计二、原始数据和技术要求:生产类型:成批生产三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:序号内容时间(天) 1 领取设计任务书熟悉资料设计资料12 分析零件图3 选择毛坯的种类及制造方法,确定毛坯尺寸,绘制毛坯图 14 选择加工方法,拟订工艺路线 25 进行工序设计和工艺计算46 编写课程设计说明书 1.5谢谢朋友对我文章的赏识,充值后就可以下载此设计说明书(不包含CAD 图纸)。
我这里还有一个压缩包,里面有相应的word说明书((附带:外文翻译、机械加工过程、工序卡片)和CAD图纸。
需要压缩包的朋友联系客服1:1459919609或客服2:1969043202。
需要其他设计题目直接联系!!!目录第一部分工艺设计说明书 41.零件图工艺性分析 41.1零件结构功用分析: 41.2零件图纸分析: 41.3主要技术条件: 42.毛坯选择 42.1毛坯类型 42.2毛坯余量确定 52.3毛坯-零件合图草图 53.机械工艺路线确定 53.1定位基准的选择: 53.2加工顺序的安排: 63.3加工阶段的划分说明 63.4加工工序简图 64.主要工序尺寸及其公差确定75.设备及其工艺装备确定76.切削用量及工时定额确定8第二部分夹具设计说明书142.1 4×M6的螺纹孔夹具: 142.2 镗床夹具设计(Φ20上偏差为+0.023下偏差为0的销孔): 16 2.3扩φ20(Φ20上偏差为+0.018下偏差为0)孔夹具212.4精车外圆夹具的设计(Φ85上偏差为-0.05下偏差为-0.15:) 24设计(35×35的方孔) 262.5.1定位基准的选择262.5.2定位元件的设计262.5.3定位误差分析272.5.4铣削力与夹紧力计算272.5.5夹具体槽形与对刀装置设计272.5.6夹紧装置及夹具体设计 30计及操作的简要说明30第五部分设计体会31参考文献:32第一部分工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析:十字头零件是机械中常见的一种零件,它的应用范围很广。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13去毛刺去各部分锐边毛刺钳工台平板锉14终检终检检验台上1516设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第1页车间工序号工序名称材料牌号1粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数车床CA6140夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件4.51782.07工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装专用夹具00002粗车φ85外圆,保证尺寸如图专用夹具、游标卡尺、90度车刀26859 1.0 2.510.521.26设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第2页车间工序号工序名称材料牌号2铣φ85上平面HT-200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数铣床X62W夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件1.4568.7工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装大平面00002铣φ85上平面大平面、游标卡尺、硬质合金铣刀12721200.2 3.511.452.2 7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第3页车间工序号工序名称材料牌号3铣φ85下平面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数铣床床X62W粗铣下面夹具工位器具编号工位器具名称工序工时(分)准终单件0.862.9工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装一面两孔定位、00002粗铣、精铣φ80下平面保证如图硬质合金铣刀、游标卡尺9541500.12 3.52 3.52.27设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第4页车间工序号工序名称材料牌号4钻孔,攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数立式钻床Z4120粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件880.53工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装V形块、压板00002钻2-φ5孔V形块、压板、φ5钻头681.4150.27 3.510.41.343攻2-M6螺纹孔M6丝锥90.8520.210.41.34设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第5页车间工序号工序名称材料牌号5扩孔HT-200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数立式钻床Z41201夹具编号夹具名称切削液一面两孔夹具工位器具编号工位器具名称工序工时(分)准终单件2.5672.62工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装专用夹具、00002扩孔φ20φ20扩孔钻397.5150.27 2.510.21.3 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第6页车间工序号工序名称材料牌号6钻孔、攻丝HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数铣床X62W夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件2.5162.73工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装00002粗铣35x35的平面保证如图硬质合金铣刀、游标卡尺9541500.12 3.52 3.52.27设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第7页车间工序号工序名称材料牌号7镗孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数镗床T618夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件3.163.93工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装V形块00002镗φ65孔游标卡尺、开式自锁夹紧镗刀12721000.2 2.510.081.3 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第8页车间工序号工序名称材料牌号8镗孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数镗床T618夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件4.863.23工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装00002粗镗φ20孔游标卡尺、开式自锁夹紧镗刀1017.6800.5310.061.3 43精樘φ20孔游标卡尺、开式自锁夹紧镗刀1017.6800.150.510.141.3 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第9页车间工序号工序名称材料牌号车间工序号工序名称材料牌号10车外圆HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数车床C6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件1.662.63工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1装夹2半精车φ85外圆363.4800.7112.260.723精车φ85外圆715.5900.4210.20.8设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第11页车间工序号工序名称材料牌号11去除锐边毛剌HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件1.662.63工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助1安装00002设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称十字头零件名称十字头共12页第12页车间工序号工序名称材料牌号13终检入库毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm机动辅助。