十字柱制作工艺卡
十字接头工艺卡
每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 553 工步工时 s 机动 7 2.1 41 46 会签 (日期) 辅助 63 120 79 79
夹具编号
工位器具编号
工位器具名称
描图 描校
工 步 号 1 2
工步内容 钻孔至 5.4 钻孔至 9 攻丝 M6-6B 攻丝 M10-7B
刀具 高速钢钻头 5.4 高速钢钻头 8.6 丝锥 丝锥
毛坯种类 铸铁 设备名称 立式铣床
夹具编号
描图 描校 底图号 装订号
工 步 号 1
工步内容
刀具
量具
主进给量 mm/r
背吃刀量 mm
进给 次数
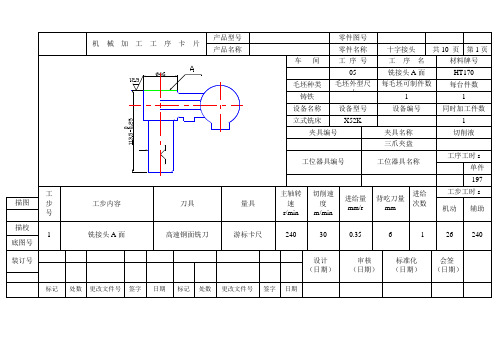
铣接头 A 面
高速钢面铣刀
游标卡尺
0.35
6
1
26
240
设计 (日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
毛坯种类 铸铁 设备名称 立式铣床
毛坯外型尺 寸 设备型号 X51
每毛坯可制件数 1 设备编号 夹具名称 专用卡具
每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 294 工步工时 s 机动 20 20 辅助 240 240
夹具编号
工位器具编号
工位器具名称
描图 描校
工 步 号 1 2
工步内容 铣端面 E 到中心线 16mm 铣端面 F 到中心线 32mm
零件图号 零件名称 工 序 号 十字接头 工 序 名 共 10 页 第5页 材料牌号
毛坯种类 铸铁 设备名称 立式钻床
5 毛坯外型尺 寸 设备型号 Z550
钻扩 40 孔 每毛坯可制件数 1 设备编号 夹具名称 专用卡具
HT170 每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 240 工步工时 s 机动 400 24 817 会签 (日期) 辅助 120 40 120
铆工装配工序卡.
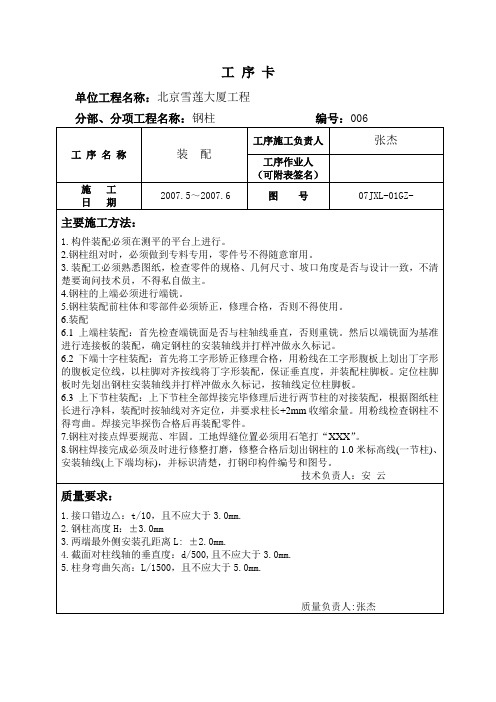
单位工程名称:北京雪莲大厦工程
分部、分项工程名称:钢柱编号:006
工序名称
装配
工序施工负责人
张杰
工序作业人
(可附表签名)
施工
日期
2007.5~2007.6
图号
07JXL-01GZ-
主要施工方法:
1.构件装配必须在测平的平台上进行。
2.钢柱组对时,必须做到专料专用,零件号不得随意窜用。
3.装配工必须熟悉图纸,检查零件的规格、几何尺寸、坡口角度是否与设计一致,不清楚要询问技术员,不得私自做主。
存在问题及重点记录事项:
检查人员:
本工序施工自检
工序施工负责人签字:
年月日
技术负责人签字:
安全负责人签字:
质量负责人签字:
年月日
下道工序互检
工序施工负责人签字:
年月日
工序卡
单位工程名称:北京雪莲大厦工程
分部、分项工程名称:钢柱编号:006
工序名称
装配
工序施工负责人
王庆文
工序作业人
(可附表签名)
施工
日期
6.装配
6.1上端柱装配:首先检查端铣面是否与柱轴线垂直,否则重铣。然后以端铣面为基准进行连接板的装配,确定钢柱的安装轴线并打样冲做永久标记。
6.2下端十字柱装配:首先将工字形矫正修理合格,用粉线在工字形腹板上划出丁字形的腹板定位线,以柱脚对齐按线将丁字形装配,保证垂直度,并装配柱脚板。定位柱脚板时先划出钢柱安装轴线并打样冲做永久标记,按轴线定位柱脚板。
6.3上下节柱装配:上下节柱全部焊接完毕修理后进行两节柱的对接装配,根据图纸柱长进行净料,装配时按轴线对齐定位,并要求柱长+2mm收缩余量。用粉线检查钢柱不得弯曲。焊接完毕探伤合格后再装配零件。
劲性十字柱加工工艺

劲性十字柱加工标准工艺批准:审核:编制:版次:A 日期:劲性十字柱加工工艺劲性十字柱加工工艺结构特殊,加工制作难度较高,为保证产品质量,特制定本加工工艺,十字柱加工流程图如下:1、下料:按照图纸尺寸及加工工艺要求增加的加工余量,采用多头切割机进行下料,以防止零件产生马刀弯。
对于部分小块零件板则采用半自动切割机或手工切割下料。
2、开坡口:根据腹板厚度的不同,采用不同的坡口形式。
具体分为:腹板厚度t≤14mm时,则开单坡口,坡口角度45度,钝边0~2mm,装配时间隙3~4mm。
腹板厚度t≥16时,则开双坡口,坡口角度45度,钝边0~2mm,装配时间隙4~5mm。
具体坡口形式见加工工艺卡的要求。
坡口采用半自动切割机进行开制。
切割后,所有的流挂、飞溅、棱边等杂物均要清除干净,方可进行下道工序。
3、H形钢和T形钢部件的制作:3.1 H形钢的制作:3.1.1 组装:坡口开制完成后,对零件检查合格后,在专用胎具形钢产生扭曲变形。
在焊接过程中要随时观察H形钢的变形情况,及时对焊接次序和参数进行调整。
3.1.3 校正:H形钢焊接完成后,采用翼缘校正机对H形钢进行校直及翼缘校平,保证翼缘和腹板的垂直度。
对于扭曲变形,则采用火焰加热和机械加压同时进行的方式进行校正。
火焰矫正时,其温度不得超过650℃。
3.2 T形钢的制作:3.2.1 对于腹板t≤14mm或劲性十字柱截面大于700mm时,在下料时将2块T形钢的腹板下成一个整体,然后按照3.1条的操作步骤和要求组焊H形钢。
待H形钢组焊、校正完成后,采用半自动切割机从H型钢中间割开,形成2个T形钢。
切割时,缩量,对H型钢和T形钢两端铣端;对于劲性十字柱截面大于600mm时,则对H型钢和T形钢一端铣端,以作为十字柱钻孔及组装定位的基准。
4、劲性十字柱的组装4.1 工艺隔板的制作:在十字柱组装前,要先制作好工艺隔板,以方便十字柱的装配和定位。
工艺隔板与构件的接触面要求铣端,边与边之间必须保证成90°直角,以保证十字柱截面的垂4.2首先检查需装配用的H型钢和T形钢是否校正合格,其外形尺寸将十字柱底面垫平。
钢结构十字柱制作施工工艺
钢结构十字柱制造工艺编制:审核:批准:*******工程有限公司二〇一二年二月二十五日1、主体内容与适用范围1.1 本规程说明了焊接十字柱的一般制作流程和加工方法。
1.2 本规程适用于我公司十字柱型钢的制作。
1.3本规程将作为我公司十字柱型钢产品质量自检和检验的依据。
2、编制依据《钢结构施工及质量验收规范》 GB50205-2001《建筑钢结构焊接规程》(JGJ81-91)《钢结构焊缝外形尺寸》(GB5777-96)钢结构设计及细化图纸3 材料3.1 钢板材料主要为Q345、Q235等钢结构用材,其质量标准应符合《碳素结构钢》GB/T 700和〈〈普通低合金结构钢〉〉GB1591的相关要求。
3.2 焊接材料焊接材料图纸和工艺有要求时按照图纸和工艺要求执行,无要求时按照下表进行选用:焊接方法材质焊材牌号焊接位置手工电弧焊Q345 E5015/E5016 定位焊对接角接Q235 E4303/E4315埋弧自动焊Q345 H08MnA + HJ431或SJ101 对接角接Q235 H08A+ HJ431或SJ101CO2气体保护焊Q345 ER50-6 定位焊对接角接Q235焊接材料烘干温度表焊接材料牌号使用前烘焙条件使用前存放条件焊条E5015 350-400℃;2h 100-150℃焊剂HJ431 150-250℃;1h 100-150℃4、制作工艺要领4.1制作工艺流程4.2下料 4.2.1下料主材下料和开坡口使用火焰切割,切割前应选择合适的割嘴。
主材切割使用多头切割机,并为以后的型钢下料适当放加工余量,由直条切割机进行两边同时切割下料,开坡时使用两台双头半自动切割机以控制焊接变形。
注意十字柱的腹板在12<t 时需开双面坡口。
切割后应检查尺寸并记录,如超差应立即向车间主任或质检负责人汇报。
对切割后可能产生的旁弯等变形应使用火焰矫正达到规定尺寸,切割后打磨去除割渣、飞溅、氧化物,对切割和坡口面的超差缺陷补焊、打磨处理。
钢结构折线型偏心十字柱的制作工艺及监造要点
钢构造折线型偏心十字柱旳制作工艺及监造要点内容摘要:折线型偏心十字柱构造复杂~截面尺寸大~组装难度高~焊接变形矫正只能依托火焰。
通过对此类构件加工旳监控经验旳简介予以后来人以借鉴。
主题词:组装、焊接、矫正、改善在近几年旳国内建筑工程中~钢构造旳应用异常活跃~发展迅猛。
在钢构造旳构造设计方面~既要从技术角度考虑最优旳受力~同步又要从经济角度兼顾材料旳节省~资源旳节省。
故此~钢构造旳构造形式旳设计也在不停推陈出新~日趋复杂化~随之而来旳就是制作难度也在逐渐加大。
在北京银泰中心工程中就应用了一族构造复杂、断面形状新异旳钢构造构件~即偏心十字柱,包括直线型和折线型两种,~由于其构造形式与一般旳十字柱存在较多不一样~给制作带来了较多困难。
现从中选择构造更复杂旳折线型偏心十字柱来简介这一族钢构件旳制作工艺~以及在制作过程中监理应怎样做好构件制作旳技术支持工作。
做为钢构件制作旳监理~要想做好监理工作不仅要看懂构件旳设计图样~熟悉有关原则规范~还要清晰构件旳制作工艺~这样才能分清制作旳关键工序、重要工序~做到有针对性旳过程控制。
那么下面就先理解一下折线型偏心十字柱旳构造形式特点和制作工艺。
一、折线型偏心十字钢柱旳构造型式和特点1、折线型偏心十字钢柱旳构造型式,见图-1,栓钉 1000梁筋孔Φ50-40 -36 110011000F-F箍筋孔Φ20图—12、折线型偏心十字型钢柱旳构造和焊接特点折线型偏心十字型钢柱与一般旳十字型钢柱相比有如下特点截面尺寸大~为1100×1000mm。
钢板厚度大~钢板材质为Q-345GJC~板厚为δ=36、40mm。
且40mm板断面收缩率不得不不小于Z15级规定旳容许值。
翼板与腹板旳连接位置偏离翼板中心,腹板与腹板旳十字连接亦偏心。
翼板旳宽度不相似。
腹板穿筋孔密布~既有箍金穿筋孔~又有框架梁穿筋孔。
十字型截面且为折线型。
钢柱上下端头各100mm范围内及钢柱加劲板上下各600mm范围内旳纵向焊缝为全熔透一级焊缝~其他纵向焊缝为部分熔透二级焊缝。
十字柱-箱型柱转换节点的加工制作工艺

主要焊接参数
焊接
位置 焊接方法
C0 气 体
焊材牌号
E R 5 0 —6
直径 焊接 电流 电弧电压 焊接 速度 c 0 2 流量
间隙 焊 接 坡 口形 式 。 ② 厚 板焊 接
时 ,焊 前 必 须 预 热 以 防 止 层 状撕
裂 ;同时 为 防 止 厚 板 焊 后 产 生 角
4 . 焊接技术
( 1 )焊 接 方 法 十字柱一 箱
变形 ,首道焊缝焊接时 ,借用反
变 形 措 施 来 减 小 焊 后 的 角 变 形 量 ,反 变 形 角度 可 为 3 。 。其 余
寸 ,按 l : 1 比例制 作 ) ,避 免 折
弯 过 量 。钢 板 折 弯 成 形 后 除 尺 寸 检 验 外 ,需 对 折 弯 处 钢 板 受 拉 面 进 行 磁 粉 、超 声 波 探 伤 , 同时 还
焊接时先焊 各分段之间对接环焊 缝 ,然后焊各段拼接纵焊缝 。拼
接 纵 焊 缝 焊 接 时 ,依 次 从第 一 段 向第 三 段 逐 段 施 焊 。 ③ 环板 及劲 板 焊 接 。先 组 装 外 侧 环 板 ,接 着
制 定了 “ 逐步组装 、分步焊 接 、
整 体 成 形 ” 的 工艺 方 法 ,有 效 解 决 了尺 寸大 、重 量 重 的 大 型 转 换
节点的装焊 ,对于 同种类型的构
件 制 作具 有 很好 的 借 鉴作 用 。
需对加热温度记录进行检查 。
L 形 、 槽 形 钢 板 组 装 前 ,先
外侧 劲 板焊 接 。沿 柱 身高 度 方
十字柱制作工艺处理卡
3、以端铣面为基准,在H型梁(柱)上划出牛腿及连接板的装配线,划线时加放焊接收缩余量。
4、装配前,牛腿应预先组装、焊接、矫正、钻孔。牛腿、节点板及加筋的坡口形式按图纸及焊接工艺要求进行。
3、十字柱焊接完工后,必然自然时效24小时后才可割除临时加强筋。
七、十字柱校正
火焰加热法校正(可根据变形量适当增加外力校正)
1、角变形校正时如变形量过大,校正是加热线必须从十字接头根部焊缝附近规定宽度范围内开始线型加热,校完一遍后测量角度,未达到要求可重复加热。对低合金高强度结构钢绝不允许用水激冷。若加热线起始处偏离十字根部规定范围内过多则易产生S型变形。
2、在一支未加临时加强板的T型钢直角槽内二保焊打底,打完底后用加长咀埋弧焊焊接,一般小于或等于25mm板打底后施焊一层即可,25mm以上施焊两层。焊接完后加上临时加强筋,除去反面临时的加强筋,反面碳弧气保清根至露出正面所焊金属,埋弧焊施焊,焊后再加上临时加强筋。对第二支T型钢,可采用同样的方法焊接。
2.切割单块板条时根据用料实际情况采用双头割头进行下料。
3.在没有特殊要求情况下,板条允许拼接。拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm,宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm。
4. 要求熔透的焊缝,其腹板厚度t≥12mm一般需开坡口,其坡口形状根据具体情况 而定。坡口要求光滑平整,平面度≤1.5mm、割纹深度≤0.5mm、局部缺口深度≤1.0mm、边缘缺棱≤2.0mm。缺陷超过规定时用与母材相匹配的焊条修补,然后打磨平整。
十字型构件工艺标准
钢结构十字型钢构件制作施工工艺标准ZEJGG/QB-GY0802-20061 总则1.1 在高层民用建筑钢结构和大型工业建筑钢结构工程中,越来越多地采用十字型钢构件。
此类钢构件在工程主体结构中作为重要受力构件,制造质量要求较高。
另外,由于其为十字型焊接结构,结构形状较复杂,制作工序多,在焊接过程中控制焊缝质量和焊接变形较困难,应在制作过程中严格控制工序质量,以保证十字型钢构件的总体制作质量。
为规范十字形钢构件的制作工艺,便于制作工序的质量控制和构件质量检查,制定本工艺标准。
1.2本工艺标准适用于十字型钢构件的制作。
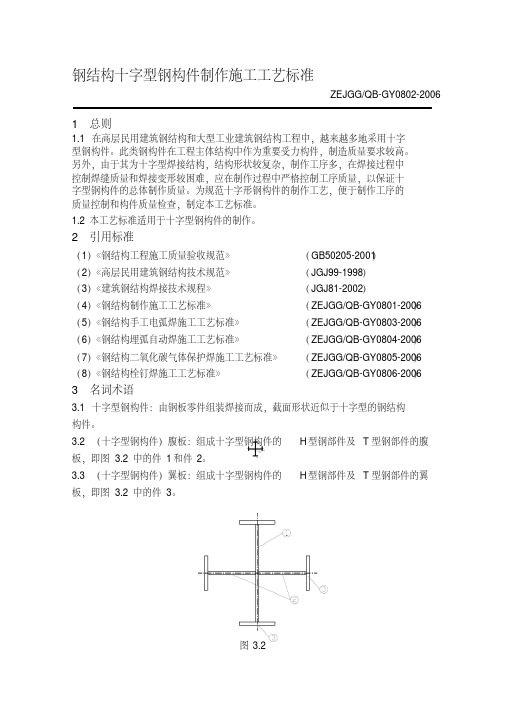
2 引用标准(1)《钢结构工程施工质量验收规范》(GB50205-2001)(2)《高层民用建筑钢结构技术规范》(JGJ99-1998)(3)《建筑钢结构焊接技术规程》(JGJ81-2002)(4)《钢结构制作施工工艺标准》(ZEJGG/QB-GY0801-2006)(5)《钢结构手工电弧焊施工工艺标准》(ZEJGG/QB-GY0803-2006)(6)《钢结构埋弧自动焊施工工艺标准》(ZEJGG/QB-GY0804-2006)(7)《钢结构二氧化碳气体保护焊施工工艺标准》(ZEJGG/QB-GY0805-2006)(8)《钢结构栓钉焊施工工艺标准》(ZEJGG/QB-GY0806-2006)3 名词术语3.1 十字型钢构件:由钢板零件组装焊接而成,截面形状近似于十字型的钢结构构件。
3.2 (十字型钢构件)腹板:组成十字型钢构件的H型钢部件及T型钢部件的腹板,即图3.2中的件1和件2。
3.3 (十字型钢构件)翼板:组成十字型钢构件的H型钢部件及T型钢部件的翼板,即图3.2中的件3。
图3.24 基本规定4.1 十字型钢构件制作必须按构件深化设计图的要求进行制作加工。
4.2 十字型钢构件的钢板零件材料品种、规格和性能等应符合现行国家钢材标准规定的质量要求和设计要求,其腹板和翼板须经抽样复验,其复验结果符合上述要求后方可使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、H型钢组装
箱型梁、柱组装尺寸允许偏差
项目允许偏差图标
h(截面高度)+2~+3
e(截面宽度)±2
Δ(垂直度)b/200且≤3.0
技术要求
1.组装前先矫正板平度,变形超标的进行火焰或机械矫正,确保组装后偏差达到允许围。
2.尽量使用组立机进行组装,根据实际生产情况也可在专用台架上组装。
3.上、下翼板拼接缝与腹板拼接缝应相互错开200mm以上。
4.定位焊采用对称间断点焊,点焊长度为50~80mm,点焊单面间隔长度为400~600mm。
定位焊焊缝两边错开,距焊缝端部30mm以上,定位焊焊缝厚度不宜超过设计厚度的2/3。
定位焊焊材要与木材相匹配,定位焊不得存在裂纹、夹渣、气孔焊瘤等缺陷。
定位工装严禁采用捶击或疲劳破坏的方式拆除,采用气割割除,切割时留2~3mm余量,然后铲掉余量磨平。
H型钢矫正后尺寸允许偏差项目允许偏差图标
h(截面高度)
H<500 ±2 500≤h≤1000 ±3.0 h≥1000 ±4.0
b(截面宽度) ±3.0
e(腹板中心偏移) 2.0
△(翼缘板垂直度) b/100,且≤3.0扭曲h/250,且≤5.0
f(腹板平面度) T<14 3.0 T≥14 2.0
弯曲矢高(受压构件除外)1/1000,且≤
10.0
技术要求:
1、H型钢在矫正前,先检查四个角的角度是否都有变形及变形的大小并作好标记。
调整控制腹板的四个压紧轮间距,以大于腹板厚度2~3mm为宜,但必须在矫正机的中心位置,抬高左右两边的压轮,H型钢进入矫正机,调整压轮与H型钢的间距,第一次以吃力为宜,记下压紧数据,出来后检查翼板的平面度及与腹板的垂直度,根据变形情况需多次调整左右两边的下降数据直至合格。
2、如果两边的变形角度较大,根据实际情况往往可能只压一边的压轮即可。
整根H型钢由于各种因素(焊接、组立等)它的翼板及角度变形是无规律的,必须通过多次调整单边压轮达到矫正要求。
3、矫正机不便矫正的情况下,可用火焰进行矫正,可适当辅助外力进行,每矫正一次,用角尺测量一次。
加热最高温
六、十字组装与焊接
技术要求:
1、将一支H型钢水平放置平台或水平轨道上,在腹板上划出组装线,点上定位块,将一支T型钢吊至H型钢上,使T型钢腹板中分线对中H型钢腹板中分线,沿长度方向分三个点点焊定位(点焊时两边焊点要错开50mm以上,点焊后检查垂直度并校正),在未撤除吊钩的情况下在一侧用小块短板将T型钢翼板与H型钢翼板连接并适当点焊牢固,松开吊钩,沿长度方向分两边每隔300mm错开定位点焊,点焊长度40mm。
沿长度方向在以焊连接短板侧每隔2000mm加装一块临时加强筋以防焊接变形。
翻转180°另一面按上述方法对称组装另一T。
2、在一支未加临时加强板的T型钢直角槽二保焊打底,打完底后用加长咀埋弧焊焊接,一般小于或等于25mm板打底后施焊一层即可,25mm以上施焊两层。
焊接完后加上临时加强筋,除去反面临时的加强筋,反面碳弧气保清根至露出正面所焊金属,埋弧焊施焊,焊后再加上临时加强筋。
对第二支T型钢,可采用同样的方法焊接。
3、十字柱焊接完工后,必然自然时效24小时后才可割除临时加强筋。
七、十字柱校正
火焰加热法校正(可根据变形量适当增加外力校正)
1、角变形校正时如变形量过大,校正是加热线必须从十字接头根部焊缝附近规定宽度围开始线型加热,校完一遍后测量角度,未达到要求可重复加热。
对低合金高强度结构钢绝不允许用水激冷。
若加热线起始处偏离十字根部规定围过多则易产生S型变形。
2、弯曲变形用三角形加热法对翼板和腹板分别校正。
3、扭曲变形校正时采用在翼板外板面上用斜线线状加热方式(可适当在反面用千斤顶加外力协助)来校正,加热斜线应与扭曲方向成八字形交叉角度。
交叉角度大小视变形程度而定,变形越大交叉角度越大。
.. ..。