沉淀硬化不锈钢
不锈钢的锻造

不锈钢的锻造不锈钢应用广泛,既是耐蚀材料,又可作耐热材料,还可以作低温材料及无磁材料。
大部分不锈钢都要经过锻造后使用。
不锈钢与一般碳钢相比有许多不同的特点:热导率低;锻造温度范围窄;过热敏感性强;高温下抗力大;塑性低等。
这些都给锻造生产带来了许多困难,不同类型的不锈钢锻造工艺也有差别。
一、奥氏体型不锈钢:指在铬的质量分数为18%不锈钢中加入镍、锰、氮等奥氏体形成元素而获得的钢种系列,其中18%Cr-8%Ni型是最基本的一类。
这类钢在室温和高温下始终保持奥氏体组织,无法热处理强化,通常在固溶状态下使用,具有最佳的塑性,韧性及良好的加工成形性,还具有良好的耐腐蚀及抗氧化性能,通过冷变形可以获得高的强度。
这类不锈钢应该注意的是经600~860℃敏化处理后存在晶间腐蚀倾向。
如加工处理和使用环境不当,还存在应力腐蚀及氢脆敏感性。
奥氏体不锈钢的锻造特点:奥氏体不锈钢在加热过程中无同素异晶转变,加热温度过高晶粒剧烈长大;此外,双相不锈钢中的α相也增多。
加热温度超过1200℃以后,数量增加较快。
因此,奥氏体不锈钢的始锻温度不应超过1200℃。
奥氏体不锈钢的终锻温度,都应高于敏化温度。
这类钢种终锻温度较低,变形抗力较大,在700~900℃区间缓冷会析出ζ相,锻造时容易开裂,终锻温度一般都取900℃。
奥氏体不锈钢若发生渗碳,便要引起形成碳化铬,使奥氏体晶界贫铬而降低其晶间抗腐蚀能力,因此这类钢加热时要避免与碳接触,不可采用还原性气氛;锻后应快速通过敏化温度,以免析出过剩相而降低耐腐性。
为提高抗腐蚀能力,使锻件在变形和冷却过程中析出的碳化物溶解到奥氏体中,应进行固溶处理。
锻造操作要求:1、不论是铸锭或锻轧坯料的表面缺陷,在加热前必须用剥皮或其它铲除方法清除干净,否则会在锻造过程中扩大,造成锻件报废。
2、锻造铸锭时,因铸造组织具有偏析及粗大的柱状晶和碳化物,开始时先以小变形量轻击,待塑性提高后再重击。
拔长时应沿轴向不停地翻转并送进坯料,避免在同一位置反复锤击。
翻译_SUS630沉淀硬化不锈钢材料规范

HONEYWELLIndustrial Automation & Control Division / PA62Engineering SpecificationSUBJECT:Precipitation-Hardening Stainless Steel Strip MaterialSpecificationNUMBER 50002932PrototypeIssue© 2005 Honeywell Inc Distribution ↓Initiator: Date DesignEng’r.DateMfg. Eng’r Test Eng’rISSUE INITIATOR DATE PAGES PARAGRAPHSA RichardDaugert 06/22/2004 RELEASED ON 0005725B RichardDaugert 02/24/2005 1,4,5 * ECO-0012035* Add standard copyright note to cover* Correct typo error in 6.1.0 removing “solution anneal”* Add flatness requirement 4.2.0 and reference 2.1.9 andrequirement for certificate of compliance 6.1.11* Update reference documentsC Richard Daugert 03/29/2007 All * Correct used-in information* Update reference documents* Update flatness requirement* Make improvements to Certificate of Conformancerequirements* Add dual dimensions.* Make other minor corrections or improvements as marked.ECO 0030105COPYRIGHT 2005, HONEYWELL INTERNATIONAL INC. NEITHER THIS DOCUMENT NOR THE INFORMATION CONTAINED HEREIN SHALL BE REPRODUCED, USED OR DISCLOSED TO OTHERS WITHOUT THE WRITTEN AUTHORIZATION OF HONEYWELL. USE, DUPLICATION, OR DISCLOSURE OF THIS DOCUMENT IS SUBJECT TO THE RESTRICTIONS SET FORTH IN A WRITTEN AGREEMENT. NOTHING CONTAINED HEREIN SHALL BE CONSTRUED AS CONFERRING BY IMPLICATION, ESTOPPEL, OR OTHERWISE ANY LICENSE TO ANY PATENT, TRADEMARK, COPYRIGHT OR OTHER INTELLECTUAL PROPERTY RIGHT OF HONEYWELL OR ANY THIRD PARTY.Precipitation-Hardening Stainless Steel Strip Material Specification Number5000293204/19/07©Honeywell, Inc. 2005 Issue No. C1.0 SCOPE1.1.0 This specification covers the material specification for a high-strength, precipitation-hardeningstainless steel material for use as an overload-protection diaphragm (i.e. Center Diaphragm).1.2.0 The material must conform to the latest revision of ASTM A693, Type 630, Precipitation HardenedCondition H1025 with a light cold reduction pass to ensure flatness. The UNS Designation for Type 630 is S17400.1.3.0 A suggested source for the raw material is Carpenter Custom 630.2.0 REFERENCE DOCUMENTS2.0.1 Reference documents are for reference only.2.1.0 Specifications 2.1.1 ASTM A693 Standard Specification for Precipitation-Hardening Stainless and Heat-ResistingSteel Plate, Sheet and Strip .2.1.2 ASTM E8 Standard Test Methods for Tension Testing of Metallic Materials 2.1.3 ASTM E 384 Standard Test Method for Microindentation Hardness of Materials 2.1.4 ASTM E140 Standard Hardness Conversion Tables 2.1.5 ASTM E112 Test Methods for Determining Average Grain Size 2.1.6 ASTM E45 Determining Inclusion Content of Steel 2.1.7 ASTM E3 Standard Practice for Preparation of Metallographic Specimens 2.1.8 ASTM E407 Standard Practice for Microetching Metals and Alloys 2.1.9 ASTM B 708 Standard Specification for Tantalum and Tantalum Alloy Plate, Sheet and Strip2.2.0 Internal Documentation2.2.1 Honeywell Microanalysis Report 02-002, 05-0562.3.0 Used-in Documents, Typical 2.3.1 Part 51451852-002, Center Diaphragm, CFF2.4.0Supplier Literature 2.4.1 Carpenter Stainless Steel Alloy Book, Custom 6301.0 范围1.1.0此规范包含的是用作过载保护膜片(如:中心膜片)的高强度, 沉淀硬化不锈钢材料的材质规范.1.2.0 材料必须与最新版的ASTM A693, 类型630, 带有冷轧下压切口以保证平面度的沉淀硬化状态H1025保持一致. 对于类型630的美国金属与合金统一编号系统编号是S17400.1.3.0 建议的原材料来源为Carpenter Custom 630Precipitation-Hardening Stainless Steel Strip Material Specification Number5000293204/19/07©Honeywell, Inc. 2005 Issue No. C3.0 REQUIREMENTS FOR MATERIAL ENGINEERING PROPERTIES 3.1 Chemistry Requirements3.1.1 The chemistry must meet the requirements of ASTM A693 Standard Specification for Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet and Strip for Type 630, alloy UNS S17400.3.1.2 The chemistry must support a Chromium Equivalent (Cr eqv )to Nickel Equivalent (Ni eqv )Ratio of greater thanor equal to 2.20 and less then or equal to 2.60 using the following equation for Chromium Equivalent and Nickel Equivalent:Cr eqv = %Cr+%Mo+0.7(%Cb) 2.20 ≤ Cr eqv ≤ 2.60 Ni eqv = %Ni+35(%C)+20(%N)+0.25(%Cu) Ni eqvEquation Reference: WRC-1992 Constitution Diagram for stainless steel weld metals: a modificationof the WRC-1988 Diagram. Kotecki, D. J., and Siewert, T. A. 1992. Welding Journal 71(5): 171-s to 178-s.Table 3.1 Chemistry Weight Percent (%) CompositionElement UNS S17400 Nominal Chemistry [Weight %]TypicalHistoric Chemistry [Weight %] Honeywell Exceptions as noted Iron, remainder remainder 75.4Carbon, max 0.07 0.04 Manganese, max 1.00 0.35 Phosphorus, max 0.040 0.016 Sulfur, max 0.030 0.001 Silicon, max 1.00 0.46 Chromium, min-max 15.0 – 17.5 15.88Nickel, min-max3.0 - 5.04.22 Copper, min-max3.0 - 5.0 3.6 Columbium (also called Niobium) + Tantalum, min-max 0.15 – 0.45 0.26Cr_Equiv/Ni_Equiv 2.49 See paragraph 3.1.2 on chromium equivalentto nickel equivalent ratio3.1 化学要求 3.1.1 化学性能要满足用于类型630, 合金UNS S 17400的沉淀硬化不锈耐热钢板,钢带,钢带的ASTM A693标准规范.3.1.2 使用下面铬当量和镍当量的等式, 化学性能须满足铬当量(Cr eqv)比上镍当量(Nieqv) 的比率要大于等于2.20而小于等于2.60. 表3.1 化学重量百分比成分元素名义化学[重量比%]一般历史化学[重量比%]残余物铁,残余物碳,最大值镁,最大值磷, 最大值硫, 最大值硅, 最大值铬,最小-最大镍,最小-最大铜,最小-最大铌+钽,最小-最大铬_当量/镍_当量Precipitation-Hardening Stainless Steel StripMaterial Specification Number5000293204/19/07©Honeywell, Inc. 2005 Issue No. C3.0 REQUIREMENTS FOR MATERIAL ENGINEERING PROPERTIES, Continued3.2 Material Condition3.2.1 The material must be supplied in the precipitation hardened condition, H1025, with a light cold reductionpass to ensure flatness. The precipitation hardened treatment is 1025F +/- 15F [552C+/- 8C] at temperature for 4 hours followed by an air cool.3.2.2 The strip must be uniform in quality and condition, smooth and free from defects such as pits, laps, cracks,flakes, twists, seams, heat checks, slag, hard spots, porosity, slivers, scabs, rolled-in scale, fissures, gascavities, sponginess, and segregations.3.2.3 The strip shall be free of visible defects such as dents, creases, scratches and rust to best commercialpractices.3.2.4 Strip must have a surface finish of Ra 0,13 micrometer [5.0 microinches max]. (Aim for Ra 0,08 micrometer[3.0 microinches]).3.2.5 Edges must be slit or sheared3.3 Mechanical and Physical Properties3.3.1 The material must meet the mechanical and physical property requirements listed below in Table 3.3.3.3.2 Property requirements developed by Tensile Testing apply to the longitudinal direction only.3.3.3 Mechanical testing is based on a 2-inch gage length samples.Table 3.3, Required Mechanical PropertiesProperty Honeywell Requirements Reference Standard Notes% Elongation 4% minimum. Aim for 5%. ASTM E80.2% YieldStrength> 1069 MPa [155,000 psi] ASTM E8Ultimate TensileStrength> 1138 MPa [165,000 psi] ASTM E8Hardness Minimum Rockwell C35 Rockwell C (Rc) Hardnesscannot be measured directlydue to thinness of strip. UseASTM E 384 Knoop orVickers Hardnessmicroindenters with aminimum of 500 grams andconvert to the Rc scale usingASTM E 140.Grain Size Grains must be finer than GrainSize Number9.3(>2.0grains/mil). ASTM E1123.0 材料技术属性要求3.2 材质状态 3.2.1 提交的材料必须是沉淀硬化状态,H1025, 并且轻微冷轧下压以保证平面度. 沉淀硬化处理的温度是552+/-8摄氏度,时间为4小时然后空气冷却..3.2.2 带钢的质量和状态要一致, 平滑并且无凹点,折皮,裂纹, 发裂, 扭曲, 缝隙, 热裂纹,熔渣,热点,砂眼,钢银,炉结, 轧入锈皮,龟裂,气孔,孔隙度和偏析.3.2.3 带钢不能有可视的缺陷,如凹痕,褶皱, 划痕和锈迹.3.2.4 带钢的表面粗糙度为Ra 0,13微米. (目标达到0.08 微米)3.2.5 锐角要切掉.3.3 机械和物理属性.3.3.1 材料要满足表3.3.列出的机械和物理属性要求3.3.2 拉伸测试的属性要求只应用于纵向.3.3.3 机械性能是基于一个两英寸的标距试件表3.3 要求的机械性能属性霍尼韦尔要求参考标准延长率0.2% 抗拉强度极限拉伸强度硬度结晶粒度 4%最小目标是5%最小罗氏硬度 C35晶粒要小于结晶粒度9.3(>2.0 晶粒/mil)罗氏硬度C (Rc)由于带钢厚度的原因不能直接进行测量. 使用ASTM E 384 鲁氏或者维氏硬度测微硬度压头和500克并使用ASTM E140 来转换成罗氏硬度Precipitation-Hardening Stainless Steel Strip Material Specification Number5000293204/19/07©Honeywell, Inc. 2005 Issue No. C4.0 REQUIREMENTS FOR GEOMETRY OF STRIP MATERIAL 4.1.0 Thickness and Strip Width Requirements 4.1.1 The material must meet the geometry requirements according to table 4.1. Table 4.1 Geometry requirements of Strip Material TAB Used On Description Thickness 1, 2 Strip Width -001 51451852-002 CFF Center Diaphragm0,30 mm +/- 0.0075 mm [0.0118 inches +/- 0.00030 inches] 100,0 mm +/- 0,3mm[3.937 inches +/- 0.012 inches]Note: 1 Thickness tolerance is +/- 2.5% of thickness 2 Thickness should be measured at least 13 mm [0.5 inches] from the edge. The resolution of thethickness-measuring instrument should be better than 0,001 mm [0.000039 inches].4.2.0 Flatness Requirement 4.2.1 The material must meet the flatness requirements of ASTM B 708.5.0 PACKAGING THE STRIP MATERIAL5.1 The material shall be rolled onto a spool with the spool having an inner diameter no smaller than 406 mm (16inches).5.2 The material shall be rolled along with a paper or vinyl strip to protect the raw material from damaging itself.5.3 The weight of a coil will not exceed 25kg [55 lbs]. 5.4 The material name, material Heat Number and Honeywell Part Number shall be identified on the innerdiameter of the coil.4.0 带钢材料几何尺寸要求.4.1.0 厚度和带宽要求4.1.1 材料要满足表4.1 的几何尺寸要求表4.1 带钢的几何尺寸标牌号用于名称厚度 1,2带宽CFF 中心膜片2 厚度应该从离边缘至少13毫米的地方进行测量. 厚度测量仪器的解析度要好于0.001毫米.4.2.0 平面度要求4.2.1 材料要满足 ASTM B 708 的平面度要求 5.0 包装带钢材料5.1 用一个内径不小于406毫米的卷筒把材料卷到卷筒上.5.2 材料要和纸或者乙烯基塑料带一起卷起以防原材料损坏.5.3 盘圆的重量不超过25kg.5.4 材料名称,材料熔炼炉号和霍尼维尔零件号要以盘圆的内径来确定.Precipitation-Hardening Stainless Steel Strip Material Specification Number5000293204/19/07©Honeywell, Inc. 2005 Issue No. C6.0CERTIFICATE OF COMPLIANCE6.0.1 A Certificate of Compliance must be supplied showing analysis supporting compliance to the requirementsof this specification.6.0.2 A 2-inch gage length must be used for longitudinal and transverse mechanical testing.6.0.3 Mechanical testing must be done on 3 samples in each direction, longitudinal and transverse.6.0.4 Testing in the transverse direction is for information purposes only.6.0.5 If the starting strip width is not wide enough to perform transverse testing, than mechanical testing in thetransverse direction is not required. (Approximately 9 inches of material is required to perform mechanical testing on a 2-inch gage length specimen.)6.1.0 Required Analysis for Certificate of Compliance for as-received material:6.1.1 Chemistry6.1.2 Cr Equivalent to Nickel Equivalent Ratio 6.1.3 % Elongation, Longitudinal and Transverse (see 6.0.5) 6.1.4 0.2% Yield Strength, Longitudinal and Transverse (see 6.0.5) 6.1.5 Ultimate Tensile Strength, Longitudinal and Transverse (see 6.0.5) 6.1.6 Hardness6.1.7 Grain Size6.2.0 In addition, the Certificate of Compliance must contain a statement indicating conformance to the followingrequirements in this specification:6.2.1 Material is supplied in accordance to ASTM A693, Type 630, H1025 Temper 6.2.2 Surface Finish 6.2.3 Thickness6.2.4 Strip Width 6.2.5 Passing of flatness requirement7.0 REQUIREMENTS FOR RECEIVING INSPECTION FOR FINISHED MATERIAL 7.0.1 Examine the received material for the following items:7.1.0 Certificate of Compliance 7.1.1 Examine the Certificate of Compliance and compare to this specification.7.2.0 Surface Finish & Geometry 7.2.1 Examine the finish and dimensions and compare to this specification and applicable drawings. 7.2.2 Visually inspect the first 2000 mm [6.6 feet]. 7.2.3 Check the thickness at a point at least 13 mm [0.5 inches] from the edge. The resolution of thethickness-measuring instrument should be better than 0,001 mm [0.000039 inches].7.3.0 Mechanical Properties 7.3.1 Check the hardness of the material6.0 合格证6.0.1 必须提供显示所作的分析符合规范要求的合格证6.0.2 须使用2英寸标距来进行纵向和横向的机械测试.6.0.3 对于机械测试,纵向和横向每个方向都要作3个试件.6.0.3 横向的测试只作为参考.6.04 如果起始的带宽的宽度不足以进行横向测试,那么就不要求横向机械测试. (大约9英寸的材料就要求2英寸的标距试件来作机械测试.)6.1.0 对于接受的材料, 合格证上要求的内容. 6.1.1.化学性能 6.1.2铬当量和镍当量的比率(参看6.0.5)6.1.4 0.2% 屈服强度,纵向和横向(参看6.0.5)6.1.3 % 延伸率, 纵向和横向(参看6.0.5)6.1.5 极限拉伸强度, 纵向和横向(参看6.0.5)硬度 晶体尺寸6.20 合格证须包含表明了参数与规范要求一致性的陈述. 6.2.1 材料的的提供要满足ASTM A693,类型630,和H1025回火一致.6.2.2 表面粗糙度6.2.3 厚度6.2.4 带宽 6.2.5 平面度要求的通过7.0 对成品材料入库检测要求 合格证 7.1.1检查合格证并与规范作对比. 7.2.0表面粗糙度和几何尺寸 7.2.1 检查表面粗糙度和尺寸并比较规范和合适的图纸.7.2.2 目测开始的2000毫米.7.2.3 从至少离边缘13毫米的点来测量厚度. 测量仪器的解析度要好于0.001毫米.7.3.0 机械性能7.3.2 检查材料的硬度。
不锈钢材料的分类
大家对于不锈钢十分熟悉,其中很多的厨房用具都使用304不锈钢制成。
但是除了304还有很多其他的型号和类别,它可以按组织状态分为奥氏体、铁素体、马氏体和沉淀硬化不锈钢这几种。
针对不同的型材这里为您详细介绍一下。
1、马氏体型不锈钢俗称420不锈钢,具有一定耐磨性及抗腐蚀性,硬度较高,其价格是不锈钢球中较低的一类,适用于对不锈钢普通要求的工作环境中。
标准马氏体钢材的改良,含有类如镍、钼、钒等的添加元素。
马氏体型不锈钢的耐腐蚀性来自“铬”,其范围是从11.5至18%,铬含量愈高的钢材需碳含量愈高,以确保在热处理期间马氏体的形成。
2、铁素体型不锈钢俗称430不锈钢,含铬12%~30%。
其耐蚀性、韧性和可焊性随含铬量的增加而提高,耐氯化物应力腐蚀性能优于其他种类不锈钢。
因为含铬量高,耐腐蚀性能与抗氧化性能均比较好。
但机械性能与工艺性能较差,多用于受力不大的耐酸结构及作抗氧化钢使用。
这类钢能抵抗大气、硝酸及盐水溶液的腐蚀,并具有高温抗氧化性能好、热膨胀系数小等特点,用于硝酸及食品工厂设备,也可制作在高温下工作的零件,如燃气轮机零件等。
3、奥氏体型不锈钢奥氏体型不锈钢俗称304不锈钢,奥氏体不锈钢是指在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni系统。
一般属于耐蚀钢,是应用最广泛的一类钢,其中以18-8型不锈钢最有代表性,它是有较好的力学性能,便于进行机械加工、冲压和焊接。
主要有:321 、304 、304L 、306 、316L 、Mo2Ti。
4、双相不锈钢双相不锈钢指铁素体与奥氏体各约占50%,一般较少相的含量最少也需要达到30%的不锈钢。
在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。
有些钢还含有Mo、Cu、Nb、Ti、N等合金元素。
不锈钢材质型号分类
不锈钢材质型号分类不锈钢是一种具有高耐腐蚀性的金属材料,广泛应用于各种领域,如建筑、家具、汽车、航空航天等。
不锈钢的种类很多,根据其化学成分和显微组织的特点,可以分为以下几类:1. 铬不锈钢铬不锈钢是指铬含量在12%以上的不锈钢。
它们具有较好的耐腐蚀性和较高的强度,主要用于制造对强度和耐腐蚀性要求较高的零件和工具。
常见的铬不锈钢有Cr12、Cr13、Cr17等。
2. 镍不锈钢镍不锈钢是指镍含量在8%以上的不锈钢。
它们具有较好的耐腐蚀性和较好的低温韧性,主要用于制造对耐腐蚀性和低温韧性要求较高的零件和工具。
常见的镍不锈钢有304、316等。
3. 铬镍不锈钢铬镍不锈钢是指铬和镍含量均在10%以上的不锈钢。
它们具有较好的耐腐蚀性、强度和韧性,主要用于制造对耐腐蚀性、强度和韧性要求较高的零件和工具。
常见的铬镍不锈钢有304L、316L等。
4. 铬锰不锈钢铬锰不锈钢是指铬和锰含量均在10%以上的不锈钢。
它们具有较好的耐腐蚀性和较好的加工性能,主要用于制造对耐腐蚀性和加工性能要求较高的零件和工具。
常见的铬锰不锈钢有Cr17Mn6等。
5. 铬锰氮不锈钢铬锰氮不锈钢是指铬、锰和氮含量均在10%以上的不锈钢。
它们具有较高的强度和较好的耐腐蚀性,主要用于制造对强度和耐腐蚀性要求较高的零件和工具。
常见的铬锰氮不锈钢有Cr20Mn18等。
6. 铁素体不锈钢铁素体不锈钢是一种以铁素体为基体的不锈钢。
它们具有较好的耐腐蚀性和较好的加工性能,主要用于制造对耐腐蚀性和加工性能要求较高的零件和工具。
常见的铁素体不锈钢有430、446等。
7. 马氏体不锈钢马氏体不锈钢是一种以马氏体为基体的不锈钢。
它们具有较高的强度和较好的耐腐蚀性,主要用于制造对强度和耐腐蚀性要求较高的零件和工具。
常见的马氏体不锈钢有410、420等。
8. 双相不锈钢双相不锈钢是指具有双相显微组织的不锈钢。
它们具有较好的耐腐蚀性、强度和韧性,主要用于制造对耐腐蚀性、强度和韧性要求较高的零件和工具。
沉淀硬化不锈钢

沉淀硬化不锈钢沉淀硬化不锈钢(Crecipitation hardening stainless steel)在不锈钢化学成分的基础上添加不同类型、数量的强化元素,通过沉淀硬化过程析出不同类型和数量的碳化物、氮化物、碳氮化物和金属间化合物,既提高钢的强度又保持足够的韧性的一类高强度不锈钢,简称PH钢。
分类根据钢的组织可分为3类:(1)马氏体沉淀硬化不锈钢,以中国0Cr17Ni7TiAl和0Cr17Ni4Cu4Nb 为代表。
(2)半奥氏体沉淀硬化不锈钢,以0Cr17Ni7Al、0Cr15Ni7Mo2Al为代表。
(3)奥氏体沉淀硬化不锈钢,它实际上为铁基高温合金,以0Cr15Ni20Ti2M0.B、1Cr17Ni10P为代表。
设计要点(1)马氏体沉淀硬化不锈钢。
钢中碳含量一般≤0.1%,但≥0.05%,目的是既有好的焊接性、耐蚀性,又具有较好的强韧性;铬含量一般在16%~17%以保证足够的不锈性和耐蚀性;合适的镍、铬当量,以便钢中δ-铁素体的含量处于最低水平(一般≤5%),以免损害横向性能和降低钢的强度。
各种合金元素的铁素体形成效果如下:0.1%N 0.1%C 1%Ni 1%Co 1%Cu-20 -18 -10 -6 -31%Mn 1%w 1%Si 1%Mo 1%Cr-1 +8 +8 +11 +151%V 1%Al+19 +38元素的配比应使马氏体相变开始温度(Ms点)在150℃以上马氏体相变基本完成温度,(Mf点)在50℃以上,下述经验公式可作计算Ms点时的参考:Ms={75(14.6-%Cr)+110(8.9-%Ni)+3000[0.068-%(C+N)]+60(1.33+%Mn+50(0.17-%Si)},℃添加适量沉淀硬化元素如铜和钛等以便形成ε富铜相和NiTi相等进行强化。
(2)半奥氏体沉淀硬化不锈钢。
碳含量一般在0.1%左右,为改进铸造性能铸造钢的碳含量大于0.1%;他点的控制是本钢设计的关键,这类钢在固溶处理后为奥氏体组织,在此状态下进行加工、成形、焊接。
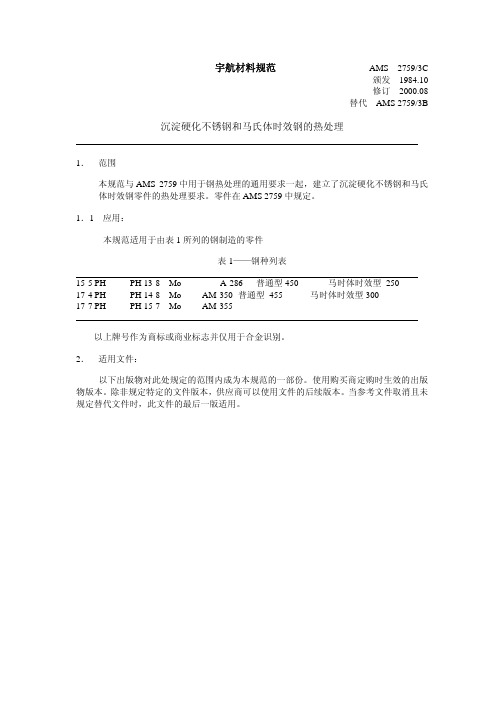
AMS 2759-3C 沉淀硬化型不锈钢与马氏体时效钢零件热处理(中文)
氮或氮氢混和物作为真空炉再充气淬火,在最高至 1925°F(1052°C)充许使用。 禁止使用从氨气中分离出来的氮气,对于无尺寸、无变色要求的零件,应避免使 用空气气氛和空气冷却。
3.3.2 保护涂层:当认定的工程组织批准后,充许使用补充涂层,以使完工机加表面的 氧化最小。
3.4 程序
3.4.1 酸洗:在随后的由铅、锌合金,或其它低熔温材料制成的模具成形前,零件必须 根据 ASTM A380 酸洗。
3.5.3.1 除非特别通知零件将全部机加,否则加热处理装置必须处理零件即使一些表 面没有后续的金属去除物,并且因此必须在受控的气氛中热处理至高于 1350
°F(730°C),该气氛必须符合表面污染要求,除非规定,受控的气氛对于仅 具有原材料表面零件不是必须的,除非零件是同薄板或条带制成。
3.5.3.2 专门用于热处理已去除污染的零件的炉子,不须试验。
表 2—碳化物固溶热处理时间
截面厚度
保温时间
毫米
小时,最小
<25
1
25-76(包括 25 和 76)
2
>76
3
3.4.6
校直: 当由认定的工程组织批准,校直必须或者是在环境温度,在时效期间,或 者是在加热至不高于 50°F(28°C)低于时效温度时完成。 在时效后,室温校直和热或暖校直必须随后进行应力释放。 充许校直后,在时效期间进行应力释放。
7. 拒收 参见 AMS 2759
8. 注意: 必须根据 8.1,8.2,8.3 和 AMS 2759
8.1 位于左边空白处的更改条(|)是为了方便用户定位技术更改的位置,不是编辑更改, 在本规范上一版已经做出。符号(R)在文件标题的左边,表示本规范完全修订版, 包括技术修订。更改条和(R)不用于原始版本,也不出现在不包含编辑更改的版本。
不锈钢的分类

不锈钢按照其组织结构分为奥氏体型不锈钢、铁素体型不锈钢、双相不锈钢、马氏体型不锈钢和沉淀硬化型不锈钢。
一、奥氏体型不锈钢奥氏体型不锈钢是不锈钢中最重要的一类,其产量和用量占不锈钢总量的70%。
按照合金化方式,奥氏体型不锈钢可分为铬镍钢和铁铬锰钢两大类。
前者以镍为奥氏体化元素,是奥氏体钢的主体;后者是以锰、氮代替昂贵的镍的节镍钢种。
总体讲,奥氏体钢耐蚀性好,有良好的综合力学性能和工艺性能,但强度、硬度偏低。
二、铁素体型不锈钢铁素体型不锈钢含铬11%-30%,基本不含镍,是节镍钢种,在使用状态下组织结构以铁素体为主。
铁素体型不锈钢强度较高,而冷加工硬化倾向较低,耐氯化物应力腐蚀、点蚀、缝隙腐蚀等局部腐蚀性能优良,但是对晶间腐蚀敏感,低温韧性较差。
三、双相不锈钢一般认为,在奥氏体基体上存在15%以上的铁素体,或在铁素体基体上存在15%以上的奥氏体即可称其为奥氏体+铁素体双相不锈钢。
双相不锈钢兼有奥氏体钢和铁素体钢的优点。
四、马氏体型不锈钢马氏体型不锈钢是一类可以用热处理的手段调整其性能的钢,其强度、硬度较高。
五、沉淀硬化型不锈钢沉淀硬化型不锈钢是通过热处理手段使钢中碳化物沉淀析出,从而达到提高强度目的的钢。
各类型不锈钢主要使用特性对比如表2-5-6所示。
我国不锈钢标准主要牌号的特点和用途如表2-5-7所示;日本JIS标准主要牌号的特点和用途如表2-5-8所示。
表2-5-6 不锈钢主要使用特性对比特性马氏体型不锈钢铁素体型不锈钢奥氏体型不锈钢双相不锈钢备注耐蚀性能耐大气腐蚀性能一般良好良好良好与合金因素有关耐酸性能一般良好良好良好与合金因素有关耐孔蚀、间隙腐蚀一般良好良好良好与合金因素有关耐应力腐蚀裂纹一般良好一般良好与合金因素有关耐热性能高温强度良好稍差良好稍差高温脆性高温氧化、硫化一般良好良好 —热疲劳一般良好一般 —加工性能焊接性能一般一般良好良好冷加工(深冲)稍差良好良好稍差冷加工(胀形)稍差一般良好稍差切削性能一般一般一般一般强度室温强度良好一般一般良好低温强度、韧性稍差差良好差疲劳、切口敏感性一般一般良好一般其他非磁性能差差良好差电热性能良好一般 —表2-5-7我国不锈钢主要牌号的特点和用途类型牌号特点和用途奥氏体型1Cr17Mn6Ni5N 节Ni钢种,代替牌号1Cr17Ni7,冷加工后具有磁性。
沉淀硬化不锈钢的热处理工艺规程
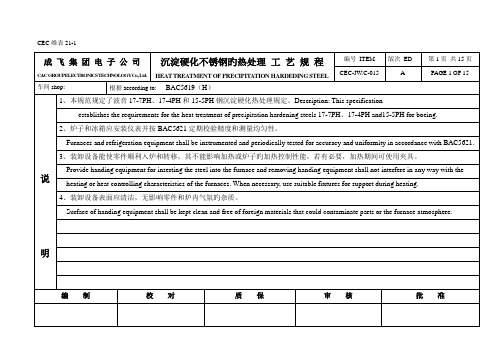
成飞集团电子公司
CAC GROUP ELECTRONICS TECHNOLOGY Co., Ltd.
沉淀硬化不锈钢旳热处理工艺规程
编号ITEM
版次ED
第1页共15页
CEC-JW.C-015
A
PAGE 1 OF 15
车间shop:
根据according to:BAC5619(H)
说
明
controls shall be set between1025°Fto1075°F), if the process temperature range is equal to the certified
equipment tolerance range, set the control at the mid-point of the required process range.
设备
EQUIPMENT
操作说明OPERATION DESCRIPTION
备注
REMARK
成分COMPOSITION
温度TEMP
时间TIME
其它要求
OTHER REQUIREMENT
shall be cleaned in accordance with BAC5625 prior toprecipitationhardening.
Parts that are contaminated with low melting point metals (e.g. lead, tin, bismuth, zinc, wood’s metal etc.)
CEC维表21-2
成飞集团电子公司
CAC GROUP ELECTRONICS TECHNOLOGY Co., Ltd.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沉淀硬化不锈钢
该钢是一种马氏体沉淀硬化不锈钢它的强度是通过马氏体相变和时效处理的沉淀硬化来达到的。
由于此钢低碳,高铬,且含铜,故其耐蚀性较Cr13型及9Cr18,1Cr17Ni2等马氏体钢为好。
但较难进行深度的冷成型。
多用作既要求有不锈性及耐弱酸,碱,盐腐蚀又要求高强度的部件。
化学成分:
0Cr17Ni4Cu4Nb钢的化学成分:
力学性能:
该钢的室温力学性能见下表
(1)------摘自GB1220
(2)------实际检验值
耐腐蚀性:见下表0Cr17Ni4Cu4Nb钢的耐蚀性能[腐蚀速率g/(m²h)]
工艺性能:
此钢一般不进行冷加工。
热加工温度为1000~1170°C。
对大于76mm或形状复杂的部件,热加工后应及时回
炉加热到原热加工的温度,随后缓慢冷却。
该钢的热处理制度如下:
该钢可用任何焊接不锈钢的方法焊接。
在固溶,时效或过时效状态都可焊接。
焊前不需要预热,当要求焊缝强为时效后强度的90%时,则焊后需要重新固溶和时效处理。
此钢也可进行钎焊,适宜的钎焊温度为此钢的固溶处温度。
物理性能:
密度:7780 kg/m²
线膨胀系数:(H900热处理态)
20~100°C时,0.0000108 /K; 20~200°C时,0.00001016 /K; 20~300°C时,0.00001136 /K
热导率:
100°C时,17W/(m*K); 300°C时,20W/(m*K); 500°C时,23W/(m*K)
弹性模量:
20°C 时,191000 MPa; 100°C时,191000 MPa; 320°C时,181000 MPa。