UF定位图+UF装配图+UF3D图+材料计划表-6只膜
合集下载
第7讲 装配图
总体尺寸 4 GB/T119 销 A518
3 01-03 齿轮轴
4 Q235 1 45 m=3, Z=9
12 GB/T93 垫圈12
1 65Mn
2 01-02 传动齿轮轴 1 45 m=3, Z=9
11 01-11
传动齿轮 1 45 m=2.5,Z=20 1 01-01 左端盖
1 Q235
10 01-10
齿轮油泵
比例 重量
(图号)
7 01-07
右端盖
1 Q235
姓名
6 01-06 泵体
1 Q235
审核
(厂名)
四、总体尺寸
5
6
7 89
10 11
12
A-A
总体尺寸
A
4
13
H7 k6
H7 h6
H7 h6
G3/8
16
20
20
123 0.02
37.3 0.02
14 3
H7 h6
H7 h6
20
20
84.5
1 Q235
审核
(厂名)
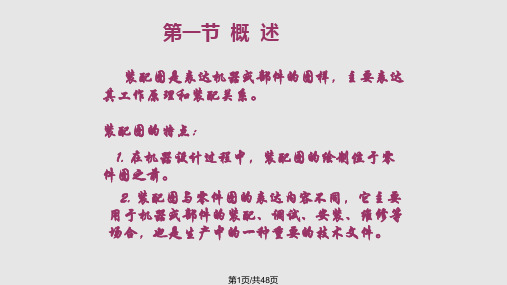
假想沿某些零件的结合面剖开装配体绘制装配图;此时,与剖切面重合的结合面不 画剖面符号;而被剖切到的零件的截断面要画剖面符号。
2. 拆卸画法
拆卸时遇有 实心杆件如螺栓 和轴等,一般可 假想在零件的分 界面上把它们切 断,并画上剖面 线。
拆去零件5、6、7
3. 假想画法
运动零件极端位置或中间位置的表示法
技术要求
A
123 0.02
84.5 16 kH67
20 hH67
20 hH67
37.3 0.02
G3/8
14 3
20hH67
机械制图-装配图

明细栏的填写:
9.3.3 装配图的序号明细
粗实线和细实线的使用:标题栏与明细栏的分界线、明细栏分段线、明细栏与边框线用粗实线,其余均为细实线。
9.3.3 装配图的序号明细
10.4.1 接触面与配合面的结构
正 确
错 误
正 确
错 误
接触面转角处的结构及画法
10.6 读装配图的方法和步骤
读装配图要了解以下内容:
10.6 读装配图的方法和步骤
阅读有关资料。通过阅读说明书,装配图中的技术要求及标题栏等资料知道部件的名称、绘图比例,概括了解部件的功用、性能和工作原理。
看视图。分析各视图的表达方法,了解它们的表达意图;了解和分析部件的工作原理;从视图了解零件之间相对位置,连接形式,主要和次要装配关系;看懂主要零件的结构形状。
10.4.2 螺纹连接的合理结构
应留出扳手空间
应留出螺钉装、拆空间
正 确
错 误
正 确
错 误
10.4.2 螺纹连接的合理结构
10.4.3 定位销的合理结构
在条件允许时,销孔一般应制成通孔,以便拆装和加工。用销连接轴上零件时,轴上的零件应制有工艺螺孔,以备加工销孔时用螺钉拧紧。
定位销装配结构
10.5.2 拟定表达方案
10.5.3 画装配图的步骤
1.定方案,定比例,定图幅、画出图框。
2.合理布图,画出各视图的基准线。
3.画各视图的底稿。
4.画剖面符号,标注尺寸。
5.编写序号、填写明细栏、标题栏、技术要求。
6.检查、描深,完成装配图。
(2)确定视图表达方案
1)选择主视图
2)选择其它视图
9.3.3 装配图的序号明细
为便于读图和图样管理,装配图中应对每个不同零件编写序号,并在明细栏中依次填写序号、名称、件数、材料和备注等内容,明细栏安排在标题栏上方。
第七章 装配图

一、零部件序号的编排方法 二、明细栏
项目七 装配图
装配图的零件序号和明细栏
零件的明细栏应 画在标题栏上方, 当标题栏上方位置 不够时,可在标题 栏左边继续列表
项目七 装配图
装配图中所有零部件,应 按顺序编写序号,相同的零 部件只编一个序号,一般只 注一次
零件序号应标注在视图 周围,按水平或竖直方向 排列整齐、按顺时针或逆 时针方向排列
一组紧固件或装配关系明显的零件组,可采用公共指引线
项目七 装配图
第五节 常见的装配结构
一、零件的接触面结构 二、零件的紧固与定位结构 三、零件的拆装结构
项目七 装配图
一、零件的接触面结构
1.轴间与孔口接触画法
轴肩面与孔端面接触时,应将孔边倒角或将轴的根部切槽,以保证轴肩面与孔的端面接触良好
2.两零件接触面画法
(1)装配图上已经确定的尺寸,必须直接标注到零件图上 (2)对于零件上标准结构和工艺结构,可查有关标准确定 (4)在装配图中未注尺寸,在图样比例准确时,一般可从装配图上按比例直接量取 (3)对有配合关系的尺寸,在零件图上标注时,注意相互对应,不可出现矛盾,以防装配困难
4.表面粗糙度和其他技术要求
表面粗糙度可以根据零件加工表面的作用来确定,其他技术要求,如几何公差、热处理要 求等,应根据零件在装配体中的作用,参考有关资料确定。
任务七 装配图
2.确定零件的视图表达方案
在确定零件的视图表达方案时,不能简单照搬装配图,而应根据零件的结构形状、按照零件图的视图 选择原则重新选定
3.零件图上的尺寸
根据零件在装配体中的作用,从零件设计、加工工艺等方面来确定长、宽、高三个方向的主要基准, 再根据加工和测量的需要,适当选择一些辅助基准
仅详细地画出一组,其余用细
项目七 装配图
装配图的零件序号和明细栏
零件的明细栏应 画在标题栏上方, 当标题栏上方位置 不够时,可在标题 栏左边继续列表
项目七 装配图
装配图中所有零部件,应 按顺序编写序号,相同的零 部件只编一个序号,一般只 注一次
零件序号应标注在视图 周围,按水平或竖直方向 排列整齐、按顺时针或逆 时针方向排列
一组紧固件或装配关系明显的零件组,可采用公共指引线
项目七 装配图
第五节 常见的装配结构
一、零件的接触面结构 二、零件的紧固与定位结构 三、零件的拆装结构
项目七 装配图
一、零件的接触面结构
1.轴间与孔口接触画法
轴肩面与孔端面接触时,应将孔边倒角或将轴的根部切槽,以保证轴肩面与孔的端面接触良好
2.两零件接触面画法
(1)装配图上已经确定的尺寸,必须直接标注到零件图上 (2)对于零件上标准结构和工艺结构,可查有关标准确定 (4)在装配图中未注尺寸,在图样比例准确时,一般可从装配图上按比例直接量取 (3)对有配合关系的尺寸,在零件图上标注时,注意相互对应,不可出现矛盾,以防装配困难
4.表面粗糙度和其他技术要求
表面粗糙度可以根据零件加工表面的作用来确定,其他技术要求,如几何公差、热处理要 求等,应根据零件在装配体中的作用,参考有关资料确定。
任务七 装配图
2.确定零件的视图表达方案
在确定零件的视图表达方案时,不能简单照搬装配图,而应根据零件的结构形状、按照零件图的视图 选择原则重新选定
3.零件图上的尺寸
根据零件在装配体中的作用,从零件设计、加工工艺等方面来确定长、宽、高三个方向的主要基准, 再根据加工和测量的需要,适当选择一些辅助基准
仅详细地画出一组,其余用细
机械制图 装配图
如齿轮油泵左视图的半剖视是沿结合面剖切。
A A
φ 16H7/h6 φ 16H7/h6
118 φ 14H7/k6
A-A
70 95 50 95
6.单独画出某一零件 9 10 11 φ 26 12 13 A
20 43 φ 34 H7/g6
H9/f9
8 7 6 5
4-φ 9
件1A
4-M6
件1B
R8
1 A B
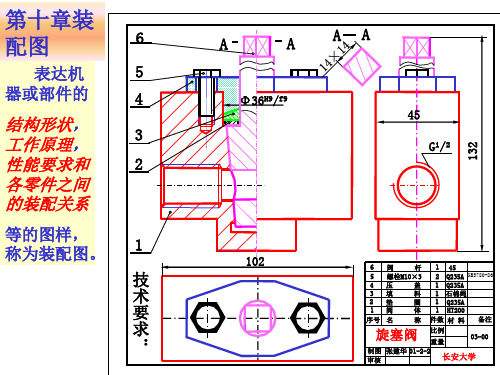
1 45 2 Q235A GB5780-86 1 Q235A 1 石棉绳 1 Q235A 1 HT200 备注 件数 材 料 比例 重量 03-00
要尺寸。
旋塞阀
制图 审核
长安大学
132
G1/2G /
1 2
(4)
零件序号
和明细栏
6
5 4
A
A
A
A
Φ 36H9/f9
45
为了便 于组织生产 和管理,在 装配图上应 对每种零件 按一定的顺 序编排序号, 并在明细栏 中一次列出, 填写它们的 名称、材料、 数量等。
5 4 3 2 1
序号
螺栓M10×3
备注 03-00
旋塞阀
制图
审核
§10-2
视图 零表 件达 图方 的法 剖视图
装配图的表达方法
基本视图 局部视图 全剖视图 半剖视图 斜视图 旋转视图
一 装配图的基本表达方法
斜剖 剖面图
阶梯剖
局部剖视图 复合剖 旋转剖
移出剖面
重合剖面
重点: 表达装配体的工作原理 ;传动路线 ; 结构特征;各零件之间的装配连接关系。
(3)技术要求
用文字或符号注写出机器或部件在装配、安装、检验和 调试时应达到的指标及其使用规范。 (4)零件序号和明细表 为了便于组织生产和管理,在装配图上应对每种零件按 一定的顺序编排序号,并在明细栏中一次列出,填写它们的 名称、材料、数量等。 (5)标题栏
装配图讲解PPT课件
图例
返回
三、明细栏
1. 自下而上填写
2. 若位置不够,可向 左移成几列
第14页/共48页
图例
返回
第四节 装配图视图的选择
一、视图选择的要求
⒈ 完全 部件的功用、工作原理、装配关系 及安装关系等内容表达要完全。
⒉ 正确 视图、剖视、规定画法、及装配关系 等的表示方法正确,符合国标规定。
⒊ 清楚 读图时清楚易懂。
第21页/共48页
根据球阀的装配示意图了解部件的作用和工作原理
拼
画
球 阀
旋转90°关闭
的
装
配
图
流出
第22页/共48页
流进
看懂全部零件图
第23页/共48页
上一级
第24页/共48页
返回
第25页/共48页
返回
第26页/共48页
返回
确定表达方案
1. 主视图: 工作位置安放,反映主要装配关系和工作原理 2. 其它视图: 其它装配线、装配关系、主要件主要结构
各零件的相对位置关系如图所示。
第18页/共48页
⒉ 选择主视图
选择原则:
滑动轴承的主视图
★ 符合部件的工作状态。 如何选呢?
★ 能清楚表达部件的
工作原理、主要的
装配关系或其结构
主视图
特征。
⒊ 选择其他视图
表达主视图没能表达的内容。
第19页/共48页
滑动轴承
轴衬与轴承孔 的装配关系及工作 原理,需还选需选择择全什么剖视图 的左视图呢?表达。
1. 装配图中,相邻零件的剖面 线应方向相反或间隔不一。 小于2毫米的薄剖面可涂黑
2. 相邻零件的接触表面或配 合表面画一条线;否则画两条 线
先锋前置六碟装配定位图

先锋前置六碟装配定位图电机拆下
机芯对位处给电机加电或拆下电机手调
三个插销子的位置
图错了机芯对位在这
拆下后的三个销子
装上三个销子对准凹槽
三个自制铁销很重要
把铁销插到三个孔里顶好
销子顶起后效果
销子顶起后装上托盘效果
装上最难安装的顶盖
焊上电机
装上两边的滑片推起机芯装顶盖的时候注意两个地方
还有这个地方
装上盖后注意这个
机芯落到最下方装它滑动两边的滑片就能自由滑动机芯上下
最后对准它
装好后把机芯滑上来挂弹簧两个角上
完成后把最后的齿轮装上
最后电路板复位插上排线
装机通电自动复位一次搞定。
装配图
装配命令指的是功能区的装配命令组中的装配关系命令。
1、插入零部件命令
与打开零件库将零件拖动到装配环境, 然后再选择装配关系的装配方法是一样的。 即使左侧没有零件库的窗口选项也能临时调 出零件库窗口,用来选择零件后拖入,再选 择快速装配或者指定装配关系进行操作。
b)快速装配→点重合 点重合
选择两个点 选择两个面(球心重合)
锥面贴合其实也是锥顶重合的连接关系,但是不能使用快速装配来完成, 因为直接选择两个锥面,快速装配默认是添加同轴关系。可以使用添加连接 关系或者相切关系来实现。
二、命令条选择装配关系进行装配 拖入零件→命令条选择装配关系→选择装配的图素(点、线、面),快速装
d)装配关系编辑:删除,翻转、抑制、添加参数。 选择零件→选择装配关系→右键菜单(或者修改参数)
e)零件位置改变:修改命令组→移动(移动或转动)→检查安装的情况与运动情况。
拖动部件:不改变任何的装配
几何关系。
移动复制部件:可以改变已经
添加的装配关系。可以复制零
件。命令条上有复制标
。
选定时移动或复制:用方向盘
同轴、轴线平行、相切、相交 同轴、轴线平行、相切、相交 重合、平行、相交 重合、相离(距离)
锥面与锥面可以共顶点,球面与球面也可以共球心。这都是点与点 之间的关系。
线与线重合与同轴也没有什么区别。
2)快速装配→面贴合与面对齐关系 a)将零件从零件库拖入,第一个零件是固定关系,以后拖入的零件呈现透明的粉 色,表明处待装配的零件,直接选择上面的面、边、点,在选择其他零件对应的 图素,完成一个快速装配的操作。 b)选择元素为两个平面时,可能的装配关系是对齐或贴合。 c)选择两平面时,自动选择最接近的位置贴合或者对齐,命令条上“翻转”可以 切换两者之间的关系。 e)装配关系的显示:资源查找器→选择已装配零件→下面将会显示装配关系。 固定为◆,贴合为 ,对齐为
1、插入零部件命令
与打开零件库将零件拖动到装配环境, 然后再选择装配关系的装配方法是一样的。 即使左侧没有零件库的窗口选项也能临时调 出零件库窗口,用来选择零件后拖入,再选 择快速装配或者指定装配关系进行操作。
b)快速装配→点重合 点重合
选择两个点 选择两个面(球心重合)
锥面贴合其实也是锥顶重合的连接关系,但是不能使用快速装配来完成, 因为直接选择两个锥面,快速装配默认是添加同轴关系。可以使用添加连接 关系或者相切关系来实现。
二、命令条选择装配关系进行装配 拖入零件→命令条选择装配关系→选择装配的图素(点、线、面),快速装
d)装配关系编辑:删除,翻转、抑制、添加参数。 选择零件→选择装配关系→右键菜单(或者修改参数)
e)零件位置改变:修改命令组→移动(移动或转动)→检查安装的情况与运动情况。
拖动部件:不改变任何的装配
几何关系。
移动复制部件:可以改变已经
添加的装配关系。可以复制零
件。命令条上有复制标
。
选定时移动或复制:用方向盘
同轴、轴线平行、相切、相交 同轴、轴线平行、相切、相交 重合、平行、相交 重合、相离(距离)
锥面与锥面可以共顶点,球面与球面也可以共球心。这都是点与点 之间的关系。
线与线重合与同轴也没有什么区别。
2)快速装配→面贴合与面对齐关系 a)将零件从零件库拖入,第一个零件是固定关系,以后拖入的零件呈现透明的粉 色,表明处待装配的零件,直接选择上面的面、边、点,在选择其他零件对应的 图素,完成一个快速装配的操作。 b)选择元素为两个平面时,可能的装配关系是对齐或贴合。 c)选择两平面时,自动选择最接近的位置贴合或者对齐,命令条上“翻转”可以 切换两者之间的关系。 e)装配关系的显示:资源查找器→选择已装配零件→下面将会显示装配关系。 固定为◆,贴合为 ,对齐为
装配图
防松的结构
止动垫片锁紧
螺母拧紧后弯倒 止动垫片的止动边即 可锁紧螺母。
密封防漏的结构
为 防止 机 器 内部 液体外漏同时防止外 部灰尘侵入,要采用 密封防漏措施。
滚动轴承的密封
滚动轴承需要进行 密封,防止外部的灰尘 和 水 分进入 轴 承 ,也 防 止轴承的润滑剂渗漏。
部件测绘
对已有的机器或部件,通过观察其外观、工作情 况,画出其装配示意图、零件草图、装配图,然后由 装配图拆画成零件工作图,这一过程就叫部件测绘。
千斤顶零件图
千斤顶工作演示
点击播放
千斤顶拆装演示
§8-8 看装配图的方法和步骤
看装配图要了解的内容
1.机器或部件的性能和工作原理。 2.零件间的装配关系及装拆顺序。 3.零件的主要结构形状和作用。 4.其他系统(如润滑系统、防漏系统等)的原理和构造。
看装配图的方法和步骤
1. 概括了解并分析视图
规定画法 特殊表示法
装配图的规定画法
1. 两零件的接触表面(或配合面),用一条轮廓线表示; 非接触面用两条轮廓线表示。 2. 同一零件的剖面线方向和间隔应一致; 相邻零件的剖面线应区分(改变方向或间隔)。 3.对实心杆件和标准件(如螺栓),当剖切平面通过其轴线或 对称面剖切时,只画这些零件外形。
转子油泵装配图
卧式柱塞泵装配图
§8-9 由装配图拆画零件图
对拆画零件图的要求
1. 画图前,认真阅读装配图,了解设计意图,弄清楚 工作原理、装配关系和每个零件的结构形状。
2. 画图时,不但要从设计方面考虑零件的作用和要求, 而且要从工艺方面考虑零件的制造和装配。
拆画零件图要处理的几个问题
1. 零件分类
(1) 标准零件 列出标准件的汇总表。 (2)借用零件 借用定型产品零件的图样,不必另行画图。 (3)特殊零件 特殊零件在设计说明书中附有其图样或数 据,应按给出的图样或数据绘制零件图。 (4)一般零件 按照装配图所示形状、大小和有关的技术 要求来画图,是拆画零件图的主要对象
装配图(装配图的作用和内容、装配图的视图和画法)
检验与维修
装配图有助于检验人员判断产品 是否符合设计要求,并为维修人 员提供故障排查和修复的依据。
存档与记录
装配图是产品设计、生产和修 改的重要记录,有助于企业进
行质量控制和产品追溯。
装配图的内容
产品整体示意图
显示产品的整体结构,包括各个部件 的位置和连接方式。
部件细节
详细展示每个部件的形状、尺寸、材 料等属性,以及它们在产品中的功能。
添加文字说明和注释
对装配体的工作原理、重要装配关系、特殊结构和零件等进 行文字说明。
添加必要的注释和标注,以解释图纸上的某些细节和特殊要 求。
THANKS
感谢观看
装配体的工作位置
选择能够反映装配体主要工作原理和 动作的位置作为主视图的位置。
装配体的主要装配方向
装配体的主要装配基准面
选择能够反映主要装配基准面和装配 尺寸关系的方向作为主视图的投射方 向。
选择能够反映主要装配顺序和装配关 系的方向作为主视图的投射方向。
其他视图的选择
俯视图
从上面垂直向下投影,显示装配 体的顶部结构。
装配图
目录
• 装配图的作用和内容 • 装配图的视图和画法 • 装配图的标注和说明 • 装配图的绘制步骤和方法
01
装配图的作用和内容
装配图的作用
设计交流
装配图是设计者与制造者之间 沟通的桥梁,它详细地展示了
产品的构造和组装方式。
指导生产
装配图为生产者提供了明确的 组装指示,确保产品能够按照 设计意图进行制造。
装配关系
标明各个部件之间的装配关系,如连 接方式、配合尺寸等。
技术要求与标注
对产品性能、装配精度、材料要求等 进行说明,同时附有必要的尺寸标注、 公差标注和技术要求。
装配图
P
例:柱塞泵——机床供油系统的供油装置 小轮 小轴
★工作原理
柱
塞
柱塞套 ◆小轮上面的凸轮(未画出) 旋转 泵 体 ◆升程改变 ◆柱塞上下往复移动 螺 塞弹 簧 引起泵腔容积的变化 吸 压力也随之改变 油 ◆油被不断吸进、排出 起到供油作用 小 球 弹 簧
排 油
★装配及连接固定关系 共四条装配线 ◆柱塞、轴套、泵体
•装配图的尺寸标注
1. 性能(规格)尺寸 2. 装配尺寸
零件间的配合尺寸 重要的相对位置尺寸
P138
3. 安装尺寸 4. 外形尺寸 5. 零件关键结构、 形状尺寸
柱塞泵
P
外形尺寸
零件关键结构尺寸
装配尺寸
安装尺寸
外形尺寸
性能(规格)尺寸
二、装配图的技术要求
文字叙述:装配、检验、 使用、维护和保养等
柱塞泵
★为将吸油系统的装配关系 及工作原理表达完全 需选择局部剖的俯视图
★为清楚表达 柱塞在凸轮作用下 上下往复运动的原理 增加A向视图
A
A
P
往 ⒋方案比较 几种表达方案 比较后确定最佳方案 俯视图
复
柱塞泵
•画装配图的步骤:
1. 部件分析 视图选择 2. 确定图幅 布置视图
柱塞泵
P145
P145
P139
• 指引线可画成折线,但只可曲折一次。
5
5
• 一组紧固件等装配关系清楚的零件组的编号形式:
5 6 7
5
6
7
7 6 5
5 6 7
5-6-7
P139
• 零件序号应按水平或垂直方向排列整齐;
• 优先采用按顺(逆)时针全图统一顺次排列。
P139
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明
文件名称:UF-2+1_06+Ns40-016x2-xxxx-[1]XXX
文件含义:
‘UF’=超滤;‘2+1’=2列UF膜+1套UF设备
‘06’=6支膜;‘Ns40’=内压式、死端过滤、膜面积40m2
‘016x2’=单套UF产水量为16m3/h,本项目有2套UF
‘xxxx’=日期;‘[1]’=版次;‘XXX’=项目名称
CAD的3D图可能在Word里不显示,直接双击就可以进入CAD
目录
1.图纸 (1)
1.1 UF设备-定位图 (2)
1.2 UF设备-机架图 (3)
1.3 UF设备-给水管路 (4)
1.4 UF设备-浓水管路 (5)
1.5 UF设备-产水管路 (6)
1.6 UF设备-清洗&反洗排放管路 (7)
1.7 UF设备-加工件 (8)
1.8 UF设备-3D图 (9)
2.材料计划 (10)
1.图纸
1
1.1 UF设备-定位图
2
1.2 UF设备-机架图
3
1.3 UF设备-给水管路
4
1.4 UF设备-浓水管路
5
1.5 UF设备-产水管路
6
1.6 UF设备-清洗&反洗排放管路
7
1.7 UF设备-加工件
8
1.8 UF设备-3D图
9
2.材料计划
备注:可拷入ExCEL中。
10
11。