数控外圆磨床编程实例
数控车G71,G70指令的编程加工实例

数控车G71,G70指令的编程加工实例数控车 G71、G70 指令的编程加工实例在数控车床加工中,G71 和 G70 指令是经常使用的重要指令,它们能够大大提高加工效率和精度。
下面,我将通过一个具体的编程加工实例,为您详细介绍 G71 和 G70 指令的应用。
假设我们要加工一个如图所示的轴类零件,材料为 45 号钢,毛坯直径为 50mm,长度为 100mm。
零件图的主要尺寸包括:直径 30mm 的圆柱段,长度为 20mm;直径 20mm 的圆柱段,长度为 30mm;直径 15mm 的圆柱段,长度为15mm,以及一个 R5 的圆弧过渡。
首先,我们来分析一下加工工艺。
1、粗车外圆选用 90°外圆车刀。
切削参数:主轴转速800r/min,进给速度02mm/r,切削深度2mm。
2、精车外圆同样选用 90°外圆车刀。
切削参数:主轴转速 1200r/min,进给速度 01mm/r。
接下来,就是编写数控程序。
O0001 (程序名)T0101 (调用 1 号刀,1 号刀补)M03 S800 (主轴正转,转速 800r/min)G00 X52 Z2 (快速定位到加工起点)G71 U2 R1 (G71 指令,粗车循环,切削深度 2mm,退刀量 1mm)G71 P10 Q20 U05 W02 F02 (循环起始程序段号为 10,结束程序段号为 20,X 方向精车余量 05mm,Z 方向精车余量 02mm,进给速度02mm/r)N10 G00 X15 (粗车循环第一段)G01 Z0 F02X20 Z-25Z-30X30Z-50N20 X50 (粗车循环最后一段)G00 X100 Z100 (刀具退到安全位置)M03 S1200 (主轴转速调整为 1200r/min,准备精车)G00 X52 Z2G70 P10 Q20 (G70 指令,精车循环)G00 X100 Z100 (刀具退到安全位置)M05 (主轴停止)M30 (程序结束)在上述程序中,G71 指令用于粗车,通过设定切削深度和退刀量,实现对零件外形的快速去除余量。
外圆循环g71编程实例

外圆循环g71编程实例外圆循环G71编程实例在数控车床上,我们经常需要使用G71指令进行外圆粗车循环和G70指令进行精车循环。
下面,我们通过一个实例来介绍如何编写外圆循环G71编程。
假设我们需要加工一个直径为100mm的圆,材料为铸铁,硬度较高。
我们可以使用G71指令进行粗车,然后使用G70指令进行精车。
1. 首先,我们需要确定粗车和精车的切削用量。
例如,粗车时,我们可以选择切削速度为80m/min,进给速度为0.2mm/r,切削深度为3mm;精车时,我们可以选择切削速度为100m/min,进给速度为0.1mm/r,切削深度为1.5mm。
2. 设置刀具参数。
例如,我们可以选择一把直径为100mm的硬质合金车刀,刀尖角度为10°,刀宽为2mm。
3. 编写G71指令的程序。
程序如下:```O0001;G99;M03 S600;T0101;G0 X100. Z100.;G71 U2 R1.5;G71 P1 Q2 U0.3 W0.1 F0.2;N1 G0 X50. Z2.;G1 Z-25. F0.2;X65.;W-15.;X80.;W-30.;G0 Z100.;N2 G0 X100. Z100.;G70 P1 Q2 F0.1;M30;```在这个程序中,我们首先设置了主轴转速为600r/min,选择了T0101刀位。
然后,我们使用G0指令将机床移动到工件坐标系原点。
接下来,我们使用G71指令进行粗车循环,设置切削深度为2mm,精车余量为1.5mm。
在N1段,我们编写了粗车的走刀路径,包括X方向走刀、Z方向走刀和切槽。
在N2段,我们使用了G70指令进行精车循环。
最后,我们使用M30指令结束程序。
通过这个实例,我们可以看出外圆循环G71编程的主要步骤包括:设置切削用量、设置刀具参数、编写G71指令和G70指令。
在实际加工中,我们还需要根据工件的实际情况和刀具的性能来调整切削用量和走刀路径。
在这个实例中,我们使用了G71和G70指令来完成一个简单的外圆加工。
外圆端面加工数控车床编程

外圆端面加工数控车床编程如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装夹完成粗精加工。
2)工步顺序①粗车端面及φ40㎜外圆,留1㎜精车余量。
②精车φ40㎜外圆到尺寸。
2.选择机床设备根据零件图样要求,选用经济型数控车床即可达到要求。
故选用CK0630型数控卧式车床。
3.选择刀具根据加工要求,选用两把刀具,T01为90°粗车刀,T03为90°精车刀。
同时把两把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如前页图2-16所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法基本相同)把点O作为对刀点。
换刀点设置在工件坐标系下X55、Z20处。
6.编写程序(以CK0630车床为例)按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
该工件的加工程序如下:N0010 G59? X0 Z100 ;设置工件原点N0020 G90N0030 G92 X55? Z20 ;设置换刀点N0040 M03 S600N0050 M06 T0101 ;取1号90°偏刀,粗车N0060 G00 X46 Z0N0070 G01 X0 Z0N0080 G00 X0 Z1N0090 G00 X41 Z1N0100 G01 X41 Z-64 F80 ;粗车φ40㎜外圆,留1㎜精车余量N0110 G28N0120 G29 ;回换刀点N0130 M06 T0303 ;取3号90°偏刀,精车N0140 G00 X40? Z1N0150 M03 S1000N0160 G01 X40 Z-64 F40 ;精车φ40㎜外圆到尺寸N0170 G00 X55 Z20N0180 M05N0190 M02。
数控车床圆弧零件编程实例(前置刀架,绝对编程G90)
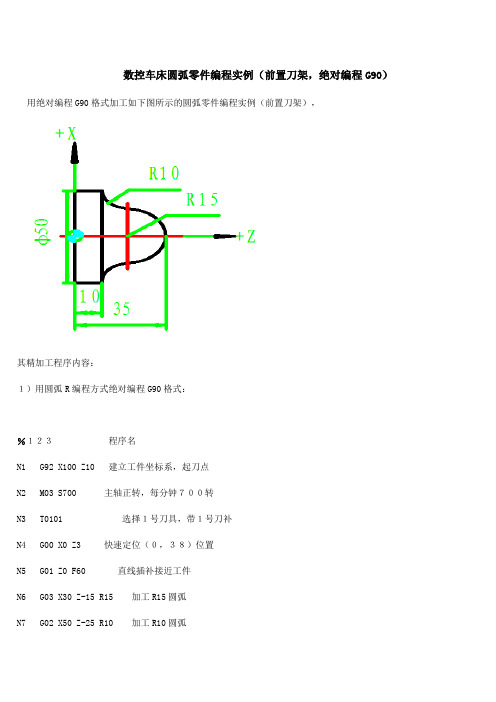
数控车床圆弧零件编程实例(前置刀架,绝对编程G90)用绝对编程G90格式加工如下图所示的圆弧零件编程实例(前置刀架),
其精加工程序内容:
1)用圆弧R编程方式绝对编程G90格式:
%123程序名
N1 G92 X100 Z10 建立工件坐标系,起刀点
N2 M03 S700 主轴正转,每分钟700转
N3 T0101 选择1号刀具,带1号刀补
N4 G00 X0 Z3 快速定位(0,38)位置
N5 G01 Z0 F60 直线插补接近工件
N6 G03 X30 Z-15 R15 加工R15圆弧
N7 G02 X50 Z-25 R10 加工R10圆弧
N8 G01 Z-35 加工50外圆
N9 G01 X52 退刀
N10 G00 X80 Z100 快速返回起始点
N11 M05 主轴停转
N12 M30 光标返回程序首。
2)用圆弧I、K编程方式: 加工如上图所示的圆弧零件
O006 程序名
N1 G50 X80 Z100 建立工件坐标系,起刀点
N2 M03 S800 主轴正转,每分钟800转
N3 T0101 选择1号刀具,带1号刀补
N4 G00 X0 Z38 快速定位到(0,38)位置
N5 G01 Z35 F60 直线插补接近工件N6 G03 X30 Z20 I0 K-15 加工R15圆弧
N7 G02 X50 Z10 I10 K0 加工R10圆弧
N8 G01 Z0 加工50外圆
N9 G01 X52 退刀
N10 G00 X80 Z100 快速返回起始点
N11 M05 主轴停转
N12 M30 光标返回程序首。
FANUC系统G90外圆的固定循环的车削指令格式有编程实例

FANUC系统G90外圆的固定循环的车削指令格式有编程实例
更新日期:来源:数控工作室
FANUC系统G90外圆的固定循环的车削固定循环也分为单一固定循环和复合固定循环两类。
循环指令中的格式及地址码含义如下。
1、格式:G90 X(U)_Z(W)_F_
2、说明:X、Z——终点坐标值
F——走刀速度
单一固定循环,主要用于圆柱面的循环切削。
3、编程实例:
1)G90加工圆柱面切削循环,如下图
刀具从循环起点(刀具所在的位置)开始矩形循环,最后又回到循环起点。
图中红线表示刀具按快速运动,实线表示按F指定的工作进给速度运动。
其加工顺序按1、2、3、4进行。
2)加工程序:
O1688程序名
N10 G54G98 指定工件坐标系
N15 M03 S800 主轴正转
N20 T0101 选择01号刀具
N25 G00 X65 Z5 快速定位
N30 G90 X55 Z-30 F100 循环加工1
N35 X50 循环加工2
N40 X45 循环加工3
N45 X40 循环加工4
N50 G00 X120 Z50 快速返回换刀点N55 M05 主轴停转
N60 M30 程序结束
% 程序结束符。
第六章数控磨床编程
(2)磨削程序 (略)
第一节 FANUC系统数控磨床的编程 第二节 SIEMENS系统数控磨床基本指令 第三节 SIEMENS系统数控磨床固定循环
对于图所示的工件,采用G78、G79来编程也是同样可以的 。
平面的磨削
二、外圆磨床的编程
1.纵磨循环(G71)
指令格式: G71 A_ B_ W_ U_ I_ K_ H_ ;
A:第一次切削深度;
B:第二次切削深度;
W:磨削范围; U:暂停时间,最大指令时间9999.99s;
纵磨循环
I:A和B的进给速度;
O0001;
G54 G90 M03 S4000;
G00 Z2.0;
X-60.0 Y-15.0;
G01 Z0.0 F20;
G75 I-0.1 J-0.1 K-0.5 X120.0
R20 F2000 P500 L01; G01 Y0.0;
平面的磨削
G75 I-0.1 J-0.1 K-0.5 X120.0 R20 F2000 P500 L01;
D__ ;刀补号 1~9, D0表示刀具补偿无效
2.说明
在刀具管理中通过输入来确定 T/D 数组刀具补偿的固定含义。 在此列出了参数表。一旦刀具有效,刀具长度补偿立即生效;如 果没有编写任何 D 号,则 D1 自动生效。最先编程的相关长度补 偿轴运行时,补偿开始。而刀具半径补偿必须另外通过 G41/G42 开启。
摆动磨削循环G73
在单程序段的情况下,用一次循环起动完成1,2,3和4的 运行。 除B以外,A,W,U和K均为模态值。
外圆倒角数控车床加工编程

加工圖7-63所示的零件,毛坯直徑為&Phi。
65mm、長為135mm,材料為45鋼。
該零件的加工工藝及其程序見表7-10~表7-12。
60mm及&Phi。
...加工圖7-63所示的零件,毛坯直徑為Φ65mm、為135mm,材料為45鋼。
圖7-63解:采用華中數控系統編程。
該零件的加工工藝及其程序見表7-10~表7-12。
表7-10 Φ60mm及Φ22mm外圓的粗加工程序程序說明%7081程序名N10 G92 X100 Z100設置工件坐標系N20 M03 S500主軸正轉,轉速500r/minN30 M06 T0101換刀補號為01的01號刀N40 G00 X67 Z0快速定位到端面附近N50 G01 X0 F50加工端面N60 G00 X67 Z2快速退刀N70 G80 X62 Z-108 F200加工Φ60mm外圓N80 G80 X60 Z-108 F200N90 G71 U3 R2 P200 Q220 X0.5 Z0.5 F200 加工Φ22.5mm外圓N200 G00 X22N210 G01 Z75N220 G01 X60N92 G28 X67 Z2回換刀點N94 T0100清除刀偏N96 M06 T0202換切斷刀N100 G29 X65 Z-107.5快速定位,準備切斷N120 G01 X0 F50切斷工件N130 G00 X100 Z100回到起點N140 T0000清除刀偏N145 M05主軸停N150 M02程序結束表7-11 φ25mm外圓的粗加工程序程序說明%7082程序名N10 G92 X100 Z50設置工件坐標系N20 M03 S500主軸正轉,轉速500r/minN30 M06 T0101換刀補號為01的01號刀N40 G00 X65 Z0快速定位到端面附近N50 G01 X0 F50加工端面N60 G00 X63 Z2快速退刀定位,作為車外圓的起始點N70 G71 U3 R2 P200 Q220 X0.8 Z0.8 F200 加工φ25.8mm外圓N200 G00 X25N210 G01 Z10N220 G01 X60N80 G00 X100 Z50回到換刀點N85 T0100清除刀偏N90 S1200調高主軸轉速N100 M06 T0303換精車刀N110 G00 X21 Z1快速定位到φ25mm外圓附近N120 G01 X25 Z-1倒角1×45°N130 Z-10精車φ25mm外圓N140 X58精車軸肩N150 X60 Z-11倒角1×45°N160 X65退刀N170 G00 X100 Z50回到起點N180 T0300清除刀偏N185 M05主軸停N190 M02程序結束表7-12 φ22mm外圓的精加工程序程序說明程序說明%7083程序名N80 X60 Z-76倒角1×45°N10 G92 X100 Z100設置工件坐標系N85 Z-95精車φ60mm的外圓N20 M03 S800主軸正轉,轉速800r/minN90 X68退刀N30 M06 T0303換刀補號為03的03號刀N100 G00 X100 Z100回到起點N40 G00 X18 Z1快速定位到φ22mm外圓附近N110 T0300清除刀偏N50 G01 X22 Z-1 F50倒角1×45°N120 M05主軸停N60 Z-75精車φ22mm的外圓N130 M02程序結束N70 X58精車軸肩圓正偏刀(T01)、刀寬為2mm的切槽刀(T02)。
808DII数控外圆磨床简明使用手册V1.6

务必确认 HMI 和应用程序版本号高于(图 1-1) 中的版本号。
关于数控系统的更详细说明请参考西门子 808D 编程手册、操作手册和诊断手册。
图 1-1
二、操作注意事项
因意外事故可能会造成人身伤害和机床损坏,机床配置了安全装置(包括硬件和软件): 1, 机床防护罩(包括砂轮防护罩) 2, X、Z 轴的极限限位开关。在此开关范围内的软极限开关(参数设定)和可编程软极限。 3, 急停按钮。 4, 进给暂停按钮、复位键。 5, 过热、过流保护开关,以及互锁开关、门开关(选配)。 6, 报警显示,信息显示,原点回零异常警示(增量式编码器)。 7,使用程序锁或者操作权限(密码)来保护程序和变量以及参数不被意外修改。 8,基本联锁:这种联锁必须修改 PLC 才能改变,例如砂轮未启动时冷却液不能启动 9,可变联锁:这种联锁可以通过修改参数取消,例如将动静压主轴更换为普通主轴时,可以取消主轴油 泵和砂轮的联锁。主轴压力继电器故障时,可以取消压力继电器和砂轮的联锁。 10,界面已经编入多种保护措施,如果需要修改请联系我公司技术人员。 11,自动运转启动后可能激活已经编入加工程序的保护措施,可以修改程序来改变。
V1.6 V1.4 V1.3 V1.2 V1.1 V1.0
意见及建议反馈:cqmlf@
一、概述.......................................................................................................................................................................3 二、操作注意事项.......................................................................................................................................................3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控外圆磨床编程实例
数控外圆磨床是一种特殊的数控机床,常用于精密外圆表面磨削工序,用于修
整各种硬质金属外圆表面。
数控外圆磨床编程将手动操作中涉及到的复杂操作步骤,经过编程实现自动完成,只需遵循一定的编程规则即可实现自动加工。
数控外圆磨床编程的步骤大致如下:首先,根据产品的加工规格,制定加工参数。
加工工艺的选择,将影响着机床的磨削方式、刀具的选择、加工的精度和产品的质量。
编制程序时,需要根据要求选择合适的刀具,按照所设定的参数进行磨削。
其次,根据产品形状和尺寸确定程序主轴切入入点,以确定非切削部分的形状和尺寸。
然后,根据加工要求,确定切削角度,划定刀具的具体位置,控制刀具的运动轨迹,确定加工的精度和表面的质量。
最后,根据实际状况,选择合适的控制程序,并调整小数后精度,检查方向优先原则,修改实际运动及位置。
此外,在数控外圆磨床编程实现自动加工时,还要确保刀具的稳定性,以防止
偏心抖动,并加强程序安全管理,以防止操作位置发生变化。
此外,还需根据产品的特性,结合实际情况,选择合适的调整参数和检测程序,检查机床的磨削精度,保证加工产品的质量。
通过以上几个步骤,数控外圆磨床就可以成功的实现自动加工,为企业的生产
提供了极大的方便。