埋弧焊的原理和应用
埋弧焊的原理
埋弧焊的原理一、埋弧焊的基本概念埋弧焊是一种电弧焊接方法,它利用一定长度的焊条作为电极,在焊接过程中将电极埋入被焊件中,形成一个保护气氛,使得电弧在这个保护气氛中燃烧。
因此,埋弧焊也称为“埋弧气体保护焊”。
二、埋弧焊的原理1. 电极与工件之间形成的电路在埋弧焊过程中,电极与工件之间形成了一个封闭的电路。
通常情况下,正极端连接直流电源,负极端连接工件。
当两个被连接的金属表面之间存在一定距离时,就会产生一定的电压。
当这个距离足够小时(通常为2-4毫米),就会发生放电现象。
2. 电弧产生和维持当两个金属表面之间形成了放电通道后,就会发生放电现象。
这时候,在通道内部会产生高温高压等条件,使得金属材料逐渐融化,并且在融化的同时释放出大量的热量和光能。
这种放电现象就是电弧。
3. 保护气体的作用在埋弧焊过程中,为了保护电弧和熔池不受外部气体污染,必须在焊接区域周围形成一个保护气氛。
这个保护气体可以是惰性气体(如氩、氦等),也可以是活性气体(如二氧化碳、一氧化碳等)。
这个保护气体的主要作用是防止空气中的氧、水蒸汽等对熔池造成污染,同时也可以帮助熔池形成平滑的表面。
三、埋弧焊的特点1. 焊接速度快由于埋弧焊使用的是直流电源,而且在焊接过程中使用了高温高压条件,因此它的焊接速度比其他电弧焊方法要快得多。
2. 焊缝质量高由于使用了保护气体,使得熔池在焊接过程中不受外部环境影响,从而可以获得更好的焊缝质量。
同时,在埋弧焊过程中产生的热量和光能也有助于使得金属材料更加均匀地熔化和凝固。
3. 适用范围广埋弧焊可以用于焊接各种类型的金属材料,包括碳钢、合金钢、不锈钢等。
4. 操作简单埋弧焊的操作相对来说比较简单,只需要掌握一些基本的技巧和操作方法即可。
四、埋弧焊的应用领域由于埋弧焊具有速度快、质量高、适用范围广等优点,因此在工业生产中得到了广泛应用。
它可以用于制造汽车零部件、机械设备、建筑结构等各种类型的产品。
同时,也可以用于修复损坏的金属构件,如铁路轨道、桥梁等。
详解埋弧焊(SAW)

埋弧焊(SAW)一埋弧焊的原理及特点1、埋弧焊的焊接过程及原理定义:电弧在焊剂层下燃烧以进行焊接的熔化极电弧焊方法(Submerged arc welding)点击看埋弧焊视频二、埋弧焊的特点优点:生产效率高焊缝质量好劳动条件好缺点:难以全位置焊对焊前装配要求高不适宜焊接薄板,短缝,焊接材料有局限三、埋弧焊的分类及应用范围1、分类按送丝方式:等速送丝变速送丝按焊丝形状及数目:丝极——单丝、多丝、带级按成形条件:双面焊单面焊双面成形(需要反面衬垫)2、应用焊缝类型和焊件厚度:5mm以上的长直缝对接、角接和搭接接头材料:碳素结构钢、低合金结构钢、不锈钢、耐热钢、镍基合金、铜合金等结构:具有长而规则焊缝的大型结构,如船舶、压力容器、桥梁、起重机械等位置:平、横位置四埋弧焊的焊接材料与冶金过程1、埋弧焊的焊接材料及选用(1)焊剂(flux)型号:《埋弧焊用碳钢焊丝和焊剂》《低合金钢埋弧焊用焊剂》《埋弧焊用不锈钢焊丝和焊剂》牌号:熔炼焊剂HJχχχ烧结焊剂SJχχχ(2)焊丝(wire)参见《熔化焊用钢丝》、《焊接用不锈钢丝》及《碳钢药芯焊丝》、《低合金钢药芯焊丝》直径系列(mm):熔化焊用钢丝、焊接用不锈钢丝:1.6、2.0、2.5、3.0、3.2、4.0、5.0、6.0碳钢药芯焊丝、低合金钢药芯焊丝:1.2、1.4、1.6、2.0、2.4、2.8、3.2、4.0焊丝、焊剂的选用原则:焊丝、焊剂要匹配。
结构钢按等强原则选用焊丝,专业用钢(不锈钢、耐热钢等)按化学成分相同或相近的原则选用焊丝。
熔炼焊剂:便宜易得,成分均匀,相对不易吸潮,但合金过渡系数低,通常只适宜于碳素结构钢和某些低合金结构钢的焊接。
烧结焊剂: 稍贵,容易吸潮,但合金过渡系数高、脱渣性好,适用于高合金钢和不锈钢等钢种的焊接。
焊丝、焊剂的选用碳素结构钢:如选用HJ431+H08A16Mn钢:可选用HJ431+H08A或HJ431+H08MnA2、埋弧焊的冶金过程埋弧焊的冶金过程比较复杂。
埋弧焊机的原理

埋弧焊机的原理
埋弧焊机的原理是利用电弧的高温和高热能来加热工件,并通过电流通道和焊丝向工件输送熔化金属,完成焊接过程。
具体原理如下:
1. 电源供电:埋弧焊机连接到电源上,通过可调节电流控制焊接弧的强弱。
2. 电弧点火:操作人员按下触发开关,电流通过电极和焊丝之间的接触点,形成电弧。
3. 电弧加热:电弧产生高温,将工件局部加热至熔化温度,使其表面形成液态金属池。
4. 焊丝熔化:焊丝通过电流通道和电弧,受高温作用下熔化,并且进入液态金属池。
5. 熔化填充:焊丝在液态金属池中熔化后,通过焊接枪移动的方式,补充到焊接缝内,填充工件需要的熔化金属。
6. 固化焊缝:焊接完成后,液态金属逐渐冷却、凝固,形成固态焊缝。
值得注意的是,埋弧焊机的原理和操作过程中需要注意保护措施,如佩戴防护眼镜、焊接服和手套等,以避免受到电弧和高
温的伤害。
同时,在操作过程中,还需注意电流的调节,以保证焊接质量和工件的安全性。
第3章 埋弧焊

使电弧恢复至原来的长度而稳定燃烧,这种作用称为电弧自身调节作用。
(2)影响电弧自身调节性能的因素 影响电弧自身调节性能的因素主要有焊接电流和电源外特性。 1)焊接电流。电弧长度改变后, 焊接电流变化越显著,则电弧长
度恢复得越快。当电弧长度改变
的条件相同时,选用大电流焊接 的电流变化值(Δ I1),要大于选用 小电流焊接的电流变化值(Δ I2),
等设备的配合,可以方便地完成内外环缝、内外纵缝的焊接,
与焊接变位器配合,可以焊接球形容器焊缝等。
1)立柱式焊接操作机:立柱式焊接操作机的构造如图3-6所示,用以完 成纵、环缝多工位的焊接。
图3-6 立柱式焊接操作机 1—埋弧焊机 2—横臂 3—横臂进给机构 4—齿条 5—钢轨 6—行走台车 7—焊接电源及控制箱 8—立柱
第三章 埋弧焊
第一节 埋弧焊的原理及特点 定义:埋弧焊是相对于明弧焊而言的,是指电弧在颗粒状焊剂层下 燃烧的一种焊接方法。 焊接时,焊机的启动、引弧、焊丝的送进及热源的移动全由机械控制, 是一种以电弧为热源的高效的机械化焊接方法,现已广泛用于锅炉、压力 容器、石油化工、船舶、桥梁、冶金及机械制造工业中。 一、埋弧焊工作原理 埋弧焊是利用焊丝和焊件之间燃烧的电弧所产生的热量来熔化焊丝、焊剂 和焊件而形成焊缝的。
2.埋弧焊机组成 典型的埋弧焊机组成如图3-5所示,它是由焊接电源,机械系统 (包括送丝机构、行走机构、导电嘴、焊丝盘、焊剂漏斗等),控
制系统(控制箱、控制盘)三部分组成。
图3-5典型埋弧焊机的组成 1—焊接电源 2—控制装置 3—焊丝盘 4—焊丝 5—焊丝送给电动机 6—焊剂漏斗 7—焊丝送给滚轮 8—焊剂 9—电弧 10—轨道 11—焊剂回收装置
图3-3 弧长变化、网压波动对焊接电流和电弧电压的影响 a)弧长变化的影响 b)网压波动的影响
埋弧焊的原理特点和应用
埋弧焊的原理特点和应用1. 埋弧焊的原理埋弧焊是一种特殊的电弧焊接方法,它利用电源的弧电能将焊丝与工件之间的间隙填满,实现焊接的同时,将焊缝部分呈“埋弧”状态。
埋弧焊的原理主要包括三个方面:•电源提供电流:埋弧焊通常使用直流电源,将工件与电源的正极连接,将焊丝连接到电源的负极,通过电弧产生热能进行焊接。
•电弧经过焊丝与工件间隙:焊丝与工件之间的间隙中形成电弧,通过电弧产生的高温熔化焊丝和工件表面,形成熔融池。
•焊丝填充熔融池:焊丝通过电弧熔化,并通过焊枪提供的保护气体形成气雾保护,防止熔融池受到空气中的氧、氮、水分等有害物质的污染。
2. 埋弧焊的特点埋弧焊作为一种特殊的焊接方法,有着许多独特的特点,使其在许多应用场景中得到了广泛的应用。
以下是埋弧焊的主要特点:•高效高速:埋弧焊具有高弧压、高焊接速度等特点,能够快速完成焊接任务,提高工作效率。
•熔深大:由于埋弧焊采用电弧熔化焊丝和工件,使得焊缝熔深大,焊接强度高。
•操作简单:埋弧焊不需要复杂的技术操作,几乎任何人都能够快速上手进行埋弧焊接,降低了应用门槛。
•焊接质量好:埋弧焊的焊接质量稳定且良好,焊缝质量满足国家标准和技术要求。
•适应性广:埋弧焊适用于多种材料的焊接,如低碳钢、合金钢、不锈钢、铝等。
3. 埋弧焊的应用埋弧焊作为一种高效、高质量的焊接方法,广泛应用于各种工业领域。
以下是埋弧焊的主要应用领域:•汽车制造业:埋弧焊适用于汽车制造业中的钢板焊接、车身焊接等工艺,能够快速、稳定地完成焊接任务。
•建筑工程:埋弧焊在建筑工程中的应用主要集中在钢结构焊接、安全门窗、钢管焊接等领域。
•石化管道:埋弧焊的高效性使其在石化管道焊接中得到了广泛应用,能够确保焊接质量,提高工作效率。
•能源装备:埋弧焊在能源装备制造中具有重要地位,如风力发电设备、核电设备等的焊接。
•船舶制造:埋弧焊在船舶制造中能够完成各种材料的焊接,确保船舶结构牢固。
•铁路运输:埋弧焊在铁路轨道的连接、修复等方面有着重要应用,能够保证铁路运输的安全性。
埋弧焊的工作原理及特点

埋弧焊的工作原理及特点埋弧焊是一种电弧焊接方法,其工作原理是利用直流电弧将熔化的金属填充到焊缝中,形成焊接接头。
在埋弧焊过程中,焊丝和焊件之间的电弧是在焊丝尖端和焊件之间的气氛中产生的,而不是在空气中。
这是通过将一层草席或陶土等材料覆盖在焊缝上来实现的,从而将焊接过程中产生的气体隔离起来。
埋弧焊的特点主要包括以下几个方面:1.高效率:埋弧焊接速度相对较快,焊缝质量较高,效率高。
这是因为焊丝和焊件之间的电弧在埋弧焊的气氛中进行,使电弧加热区域相对较小,从而使焊接速度更快且焊接质量更好。
2.自身保护:埋弧焊采用特殊的草席或陶土等材料覆盖焊缝,形成一个封闭的焊接区域,在焊接过程中有效地防止了焊接区域的氧气、湿气等有害物质的侵入。
这样可以避免氧化反应的发生,提高焊缝的质量。
3.无飞溅:埋弧焊接过程中,草席或陶土等材料能够有效地吸收电弧弧心的压力,减小电弧溅散的机会,从而减少飞溅的现象。
这样可以降低焊接过程中的危险性,并且减少后续的清理工作。
4.减少气体的消耗:由于埋弧焊在焊接过程中使用特殊的气氛,可以有效地减少气体的消耗。
相对于其他电弧焊接方法,埋弧焊的气体消耗要少得多,从而减少了生产成本。
5.易于自动化:埋弧焊适用于机械化和自动化生产线。
由于焊接过程中本身有较好的气氛保护,不需要人工控制气氛,因此可以较容易地实现焊接过程的自动化。
6.焊接质量稳定:由于埋弧焊过程中的气氛在焊接过程中相对稳定,所以焊接质量相对稳定。
焊缝具有较好的形态和质量,焊接强度高。
总结起来,埋弧焊的工作原理是通过直流电弧来熔化焊丝填充焊缝,具有高效率、自身保护、无飞溅、节约气体消耗、易于自动化和焊接质量稳定等特点。
这使得埋弧焊在工业生产中得到广泛应用,并成为一种重要的焊接方式。
埋弧焊

小车式、悬挂式、门架式、车床式、悬臂式
目前,应用最广泛的是小车式和悬臂式的
小车式埋弧自动焊机
悬臂式埋弧焊机
二、等速送丝式埋弧焊机 埋弧焊的自动调节作用,调节焦点是保 持弧长不变 。 1.等速送丝式埋弧焊机的工作原理
等速送丝式埋弧焊机是根据焊接过程 中,通过改变焊丝的熔化速度,使变化的 弧长恢复正常,从而保证焊接过程稳定。
焊接电压(V) 36~28 38~40 40~42
1000~1200
42~44
3.焊接速度 主要影响焊缝厚度和焊缝宽度。
(1)焊速过大,易形成未焊透、咬边、焊缝粗糙不 平等 缺陷。 影响 (2)焊速过小,会形成易裂的“蘑菇形”焊缝或产生 烧穿、夹渣、焊缝不规则等缺陷。
焊接速度对焊缝断面形状的影响 a)I形接头 b)Y形接头
下降外特性的电源,焊接电 流变化越大,电弧自身调节 作用就越强,故等速送丝式 埋弧焊机的焊接电源要求具 有缓降的电源外特性。
l1 l2
O
△I2
△I 1
I
焊接电流和电源外特性的影响
2.MZ1-1000型埋弧焊接的组成
主要用于焊接水 平位置及倾斜小于 15°的对接和角接 焊缝也可以焊接直 径埋弧焊机各 有哪些有缺点呢?
MZ1-1000型焊机与MZ-1000型焊机特性的比较
比较内容
自动调节原理
MZ1-1000型埋弧焊机 MZ-1000型埋弧焊机
电弧自身调节作用 电弧电压自动调节作用
控制电路及机构 较简单
送丝方式 电源外特性 等速送丝式 缓降外特性
较复杂
埋弧焊
作者:张娟
主要内容
埋弧焊原理 埋弧焊机 埋弧焊的焊接材料 埋弧焊工艺
埋弧焊是电弧在颗粒状焊剂层下燃烧
埋弧焊(SAW)焊接方法介绍
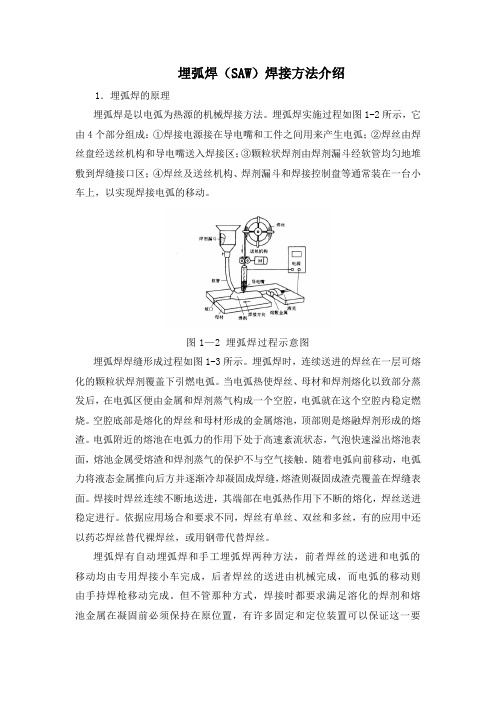
埋弧焊(SAW)焊接方法介绍1.埋弧焊的原理埋弧焊是以电弧为热源的机械焊接方法。
埋弧焊实施过程如图1-2所示,它由4个部分组成:①焊接电源接在导电嘴和工件之间用来产生电弧;②焊丝由焊丝盘经送丝机构和导电嘴送入焊接区;③颗粒状焊剂由焊剂漏斗经软管均匀地堆敷到焊缝接口区;④焊丝及送丝机构、焊剂漏斗和焊接控制盘等通常装在一台小车上,以实现焊接电弧的移动。
图1—2 埋弧焊过程示意图埋弧焊焊缝形成过程如图1-3所示。
埋弧焊时,连续送进的焊丝在一层可熔化的颗粒状焊剂覆盖下引燃电弧。
当电弧热使焊丝、母材和焊剂熔化以致部分蒸发后,在电弧区便由金属和焊剂蒸气构成一个空腔,电弧就在这个空腔内稳定燃烧。
空腔底部是熔化的焊丝和母材形成的金属熔池,顶部则是熔融焊剂形成的熔渣。
电弧附近的熔池在电弧力的作用下处于高速紊流状态,气泡快速溢出熔池表面,熔池金属受熔渣和焊剂蒸气的保护不与空气接触。
随着电弧向前移动,电弧力将液态金属推向后方并逐渐冷却凝固成焊缝,熔渣则凝固成渣壳覆盖在焊缝表面。
焊接时焊丝连续不断地送进,其端部在电弧热作用下不断的熔化,焊丝送进稳定进行。
依据应用场合和要求不同,焊丝有单丝、双丝和多丝,有的应用中还以药芯焊丝替代裸焊丝,或用钢带代替焊丝。
埋弧焊有自动埋弧焊和手工埋弧焊两种方法,前者焊丝的送进和电弧的移动均由专用焊接小车完成,后者焊丝的送进由机械完成,而电弧的移动则由手持焊枪移动完成。
但不管那种方式,焊接时都要求满足溶化的焊剂和熔池金属在凝固前必须保持在原位置,有许多固定和定位装置可以保证这一要求。
图1—3 埋弧焊电弧和焊缝的形成1—焊剂 2—焊丝 3—电弧 4—熔池 5—熔渣 6—焊缝 7—焊件 8—渣壳埋弧焊焊剂的作用与焊条药皮相似,埋弧焊过程中,熔化焊剂产生的渣和气,有效地保护了电弧熔池,同时还可起到脱氧和掺合金的作用,与焊丝配合保证焊缝金属的化学成分和力学性能,防止焊缝中产生裂纹和气孔等缺陷,焊后未熔化的焊剂另行清理回收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
埋弧焊的原理和应用
1. 埋弧焊的原理
埋弧焊是一种常用的电弧焊接工艺,其原理是在焊接过程中,将焊丝和工件之
间的电弧隐藏在焊缝内部,从而减少了焊接过程中产生的气孔和焊缝缺陷。
埋弧焊主要包括自动埋弧焊(SAW)和半自动埋弧焊(SMAW)两种。
1.1 自动埋弧焊(SAW)
自动埋弧焊是一种高效且稳定的焊接工艺。
其原理是在焊接过程中,焊丝和工
件之间的电弧通过一层焊粉或焊颗粒来隐藏,形成一个“埋弧”区域。
在埋弧区域内,焊接过程中产生的热量能够充分被工件吸收和利用,从而提高焊接效率和焊接质量。
1.2 半自动埋弧焊(SMAW)
半自动埋弧焊是一种较为常见的焊接工艺,其原理是通过手持焊枪将焊丝和工
件接触,形成一个电弧。
在焊接过程中,焊丝会自动被送入焊缝中,形成一个“埋弧”区域。
半自动埋弧焊适用于焊接较小的工件和焊接位置较为复杂的情况,具有
灵活性和便利性。
2. 埋弧焊的应用
埋弧焊作为一种常用的焊接工艺,在各个工业领域中都有广泛的应用。
以下列
举了埋弧焊的几个主要应用领域:
2.1 结构焊接
在建筑和桥梁等结构工程中,埋弧焊被广泛应用于焊接大型的钢结构。
埋弧焊
具有焊接速度快、焊缝质量高和焊接性能稳定等优点,能够有效地保证结构的焊接强度和稳定性。
2.2 船舶建造
埋弧焊在船舶建造领域中也有广泛的应用。
由于船舶结构复杂且尺寸大,要求
焊接质量高,埋弧焊能够满足这些要求。
同时,埋弧焊还能够提高焊接效率,减少工艺操作难度,适合于大规模的船体焊接。
2.3 油气输送管道
在石油、天然气等行业中,埋弧焊被广泛应用于油气输送管道的焊接。
埋弧焊
的高效性和焊接质量保证了油气输送管道的安全性和可靠性。
埋弧焊还能够满足管道焊接中对焊缝外观和内部质量的要求。
2.4 压力容器制造
在化工、石油等行业中,埋弧焊被广泛应用于压力容器的制造。
埋弧焊具有高
强度、高密度和高耐腐蚀性等特点,能够满足压力容器的焊接要求。
同时,埋弧焊还能够提高焊接效率,减少工艺操作难度。
3. 埋弧焊的优点和注意事项
3.1 优点
•焊接速度快,提高焊接效率;
•焊缝质量高,焊接强度和稳定性好;
•适用于焊接大型结构和复杂位置的工件;
•焊接过程稳定,操作简便。
3.2 注意事项
•需要合理选择焊接参数,包括电流、电压、速度等;
•需要保证焊丝和工件的匹配性;
•需要进行适当的预热和后热处理,以保证焊接质量;
•需要注意工件的组织结构和表面清洁度。
通过以上对埋弧焊的原理和应用的介绍,我们可以看到,埋弧焊作为一种高效、稳定且广泛应用的焊接工艺,在结构焊接、船舶建造、油气输送管道和压力容器制造等领域都有着重要的作用。
同时,我们也需要注意一些焊接参数的选择和操作要点,以保证焊接质量和安全性。