6 卷纸张力控制系统
基于伺服控制的卷烟机盘纸张力控制系统改造

基于伺服控制的卷烟机盘纸张力控制系统改造作者:阙衍盛来源:《现代商贸工业》2010年第04期摘要:通过对PROTOS70卷接机组盘纸张力控制系统工作原理和构造的分析,针对盘纸张力调节装置在工作过程中存在的缺陷,结合伺服控制技术,提出将机械式盘纸张力控制系统改造成伺服控制技术的张力控制系统。
该控制系统以LENZE伺服控制器为主控制元件,加以西门子S7-200为辅助信号数据处理元件,通过控制LENZE伺服电机来调整供纸速度,从而保证盘纸张力稳定。
改造后的盘纸张力控制系统具有工作可靠、张力补偿能力高的特点,提高了设备运行的稳定性,减少系统的机械维修。
关键词:卷烟盘纸张力控制;差动齿轮箱;轴编码器;LENZE伺服电机;LENZE伺服控制器;S7-200控制器中图分类号:TH文献标识码:A文章编号:1672-3198(2010)04-0299-PROTOS70卷接机组是具有20世纪90年代先进水平的高速卷接设备,已成为我国卷烟行业的主导机型。
目前我公司卷烟机组有一半是20世纪90年代的设备,主驱动通过平皮带来带动纸传动箱,同步性能较差,而且纸传动体统已经老化,故障率和维修费用逐年提高,对生产影响较大。
1 原有卷烟纸张力控制系统的原理1.1 原机器盘纸供给的原理示意供纸系统主动轮2转动,拉动盘纸轮1转动使得盘纸轮上的盘纸被拉出,按箭头示意方向向机器供应盘纸。
供纸主动轮的外径直径为63.662,计算后每转动1圈,供纸200mm。
图11.2 原机供纸主动轮的(转动)动力来源机器主机转动时,转动动力通过齿轮和皮带(按固定的转速比率)连接传送给供纸主动轮,供纸主动轮在运行过程中不会主动转动。
在转动动力传送(链)过程中,齿轮和皮带还带动了2 组钢印印刷系统(3、4轮)。
1.3原机供纸张力控制原理3个盘纸张力检测传感器的检测信号分别代表张力过紧、张力正好、张力过松,分为3段控制。
当盘纸的张力随松紧而使得配重块上下摆动,配重块前端的被检测面会在3个检测传感器之间摆动,触发3个检测传感器。
6-卷纸张力控制系统

w
V
K2
卷进轴
【
(4)、由三个滑轮和一个弹簧秤组成的测力系统对纸张的张力进行测量。
V
F
张力测量系统
:
(5)、将测得的张力反馈到比较装置与预设张力进行比较。
F
1
F
反馈
、
2、系统的结构框图
F1(s)
<
K1
K2
F2(s )
由系统的结构框图可以求函数为得,
系统的开环传递:
G0
s
K1K2 Km Kn
TmS 1TnS
…
图 1-2 卷纸张力闭环控制系统方框图
(二)、控制过程分析
1、各个环节的传递关系如下:
(1)、实际测得的张力与预设张力进行比较后,经过放大器放大作为电机的 输入电压。
…
F1
F2
K1
比较装置
u
(
(2)、放大器的输出电压作为电机的输入电压对电机进行调速控制。
U
w
:
(3)、电机的转速与卷进轴的转速相同,电所机以电机的转速与纸张的线速度 成线性关系。
m
sin 1
1 1
1 sin m 1 sin m
4、确定新的开环截止频率 c
/
如图所示 1—14:
Lo
(
)
m
1 2
20lg
1
Lo
(c
)
c
4.15
1 20lg 1 2
3.6db
5、确定两转折频率1,2 。
1
1 T
c 2.75
2
1 T
1
c
6.26
6、补偿增益
1 Kc 2.27 7、校正后的开环频率特性
卷纸张力控制系统课程设计

卷纸张力控制系统课程设计
一、概述
卷纸张力控制系统是用于控制卷纸机的张力,以确保卷纸过程中的稳定性和质量的系统。
本课程设计旨在让学生了解并掌握卷纸张力控制系统的基本原理、组成和实现方法,通过实际操作和实验,提高学生的动手能力和解决问题的能力。
二、系统组成
卷纸张力控制系统主要由以下几个部分组成:
1. 张力传感器:用于检测卷纸的张力,将张力信号转换成电信号输出。
2. 控制器:根据张力传感器的信号和预设的张力值,计算出控制输出,以调节卷纸机的速度或进给量,从而控制张力。
3. 执行器:接收控制器的控制输出,执行相应的动作,如调节电机速度或进给量等。
4. 人机界面:用于设置系统参数、显示系统状态和提供操作控制界面。
三、工作原理
在卷纸过程中,随着卷纸直径的增加,所需的张力逐渐减小。
为了保持恒定的张力,控制器需要根据检测到的张力信号实时调整执行器的输出。
当张力过大时,控制器会降低执行器的速度或进给量;当张力过小时,控制器会提高执行器的速度或进给量。
通过这种方式,卷纸张力控制系统能够实现恒定的张力控制,确保卷纸的质量和稳定性。
四、实验操作
在实验中,学生需要完成以下操作:
1. 搭建系统:根据提供的组件搭建卷纸张力控制系统,连接传感器、控制器、执
行器和人机界面等设备。
2. 系统调试:对系统进行调试,确保各部分正常工作,张力传感器能够准确检测张力,控制器能够根据张力信号调节执行器输出。
3. 实验测试:在实验测试阶段,学生需要对系统进行一系列实验,观察并记录不同条件下系统的表现。
通过实验测试,学生可以深入了解系统的性能和特点。
带材卷绕张力控制系统设计

带材卷绕张力控制系统设计摘要张力控制系统是以卷材为材料的生产机械上最重要的控制系统,不论产品是纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,都是在一定的张力控制下被输送到设备,且在一定的张力下被卷取。
在以数字PID为核心的张力控制系统中,在矩阵键盘以及液晶显示器的帮助下,输入需要的数据后。
张力传感器检测电路得到模拟电压信号,该信号经过放大、滤波、电压跟随后送入10位A/D转换器进行模数转换,得到数字信号,该数字信号送入AVR单片机进行PID等算法运算后,再经过12位D/A转换后得到模拟信号,该信号用于控制电机。
同时,还设计了一个以模拟PID为核心的张力控制系统。
通过给定张力与反馈张力之差,经过模拟PID调节器后输出给变频器。
变频器根据控制精度的要求,工作在闭环速度控制。
这种模式采用过程PID,直接进行张力控制,原理简单、调试方便。
还用Multisim 9仿真了模拟PID。
关键词:张力传感器检测,PID,AVR单片机注:本设计题目来源于教师的企业科研项目,项目编号为:AbstractTension control system is the most important control system, which is based on membrane materials. Whether the product is paper, plastic film, textiles, rubber sheets or thin steel sheet, they all are transferred to the device, and is under a certain tension take-up.With the help of matrix keyboard and LCD display we can input required data. So the tension sensor detection circuit can receive an analog voltage signal. The signal after amplification, filtering, voltage follower, which come into 10-bit A/D converter for analog-digital conversion. It may get digital signal. The digital signal come into MCU, which may operate by PID algorithm or more. The result through the 12-bit D/A conversion turn into analog signal. The analog signal is used to control the motor.At the same time, I also designed a tension system at the core of the PID control. Through setting tension and feedback tension,which come into analog-PID regulator.The analog-PID regulator output to the inverter. The Inverter under control accuracy requirements is working in closed loop speed control. This model uses the process PID. The direct tension control is simple and convenient debugging. It simulate the tension control system with the help of Multisim 9.Key words:Tension sensor detection, PID operation, AVR MCU目录1绪论 (1)1.1 张力控制系统概述 (1)1.2 张力控制系统的国内外发展现状及应用 (1)1.3课题的目的和意义 (2)1.4本课题的主要工作 (3)2张力控制系统总体方案设计 (4)2.1张力分析 (4)2.2张力控制系统原理 (5)2.3张力控制系统控制方式选择 (6)2.4张力控制系统控制器方案选择 (6)2.5张力控制系统需求分析 (7)3张力控制系统硬件设计 (9)3.1硬件设计需求分析 (9)3.2数字PID为核心的硬件设计 (11)3.2.1电源电路硬件设计 (11)3.2.2张力传感器检测硬件设计 (12)3.2.3信号处理硬件电路设计 (13)3.2.4A/D转换硬件电路设计 (15)3.2.5单片机系统硬件电路设计 (16)3.2.6D/A转换电路硬件设计 (19)3.2.7键盘输入硬件电路设计 (21)3.2.8显示电路硬件设计 (22)3.3模拟PID为核心的硬件设计 (23)3.3.1模拟PID调节器硬件设计 (23)3.3.2模拟PID系统仿真 (30)3.3.3变频器 (31)4张力控制系统软件设计 (33)4.1主程序及初始化子程序 (33)4.1.1主程序 (33)4.1.2初始化子程序 (33)4.2 PID算法程序 (34)4.3采样程序 (36)4.4数模输出程序 (38)4.5矩阵键盘子程序 (40)4.6显示子程序 (40)结论 (42)参考文献 (43)致谢 (44)附录A (44)附录B (46)1绪论1.1 张力控制系统概述张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金、造纸、薄膜、染整、织布、塑胶等线材或带材设备上,是一种实现恒张力或者变张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的控制[9]。
自适应张力控制系统的应用
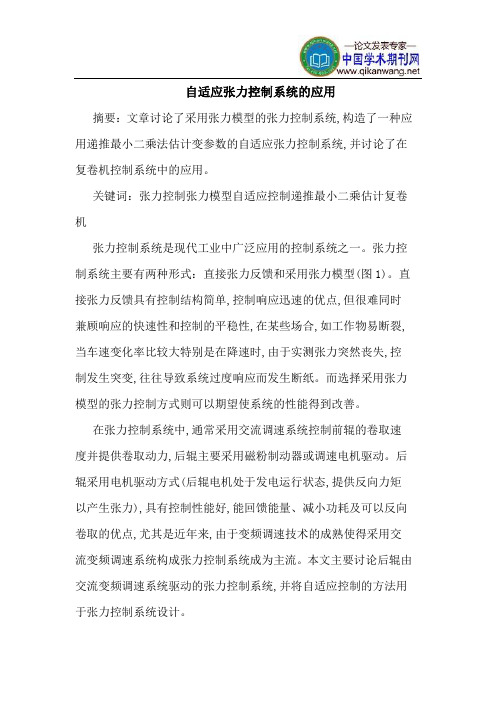
自适应张力控制系统的应用摘要:文章讨论了采用张力模型的张力控制系统,构造了一种应用递推最小二乘法估计变参数的自适应张力控制系统,并讨论了在复卷机控制系统中的应用。
关键词:张力控制张力模型自适应控制递推最小二乘估计复卷机张力控制系统是现代工业中广泛应用的控制系统之一。
张力控制系统主要有两种形式:直接张力反馈和采用张力模型(图1)。
直接张力反馈具有控制结构简单,控制响应迅速的优点,但很难同时兼顾响应的快速性和控制的平稳性,在某些场合,如工作物易断裂,当车速变化率比较大特别是在降速时,由于实测张力突然丧失,控制发生突变,往往导致系统过度响应而发生断纸。
而选择采用张力模型的张力控制方式则可以期望使系统的性能得到改善。
在张力控制系统中,通常采用交流调速系统控制前辊的卷取速度并提供卷取动力,后辊主要采用磁粉制动器或调速电机驱动。
后辊采用电机驱动方式(后辊电机处于发电运行状态,提供反向力矩以产生张力),具有控制性能好,能回馈能量、减小功耗及可以反向卷取的优点,尤其是近年来,由于变频调速技术的成熟使得采用交流变频调速系统构成张力控制系统成为主流。
本文主要讨论后辊由交流变频调速系统驱动的张力控制系统,并将自适应控制的方法用于张力控制系统设计。
图1采用张力模型的张力控制系统1.张力模型工作物在卷取过程中被拉伸,若其变形在弹性变形范围内,则其两端张力遵循虎克定律。
为叙述方便,设工作物为纸幅。
在卷取过程中,纸幅的伸展率为由虎克定律得纸幅两端张力为由式(1)可见,卷取过程中工作物所受张力来源于前后卷取辊的相对转速差。
本文将式(1)称为张力模型,并将直接或间接用张力模型构成反馈的称为采用张力模型的张力控制系统。
由于式(1)是多变量的和非线性的,通常,只有计算机控制系统才能实现采用张力模型的张力控制。
采用张力模型可以不必在系统中设置张力检测装置以实时检测纸幅的张力,但直接应用式(1)估计张力存在一些问题。
首先,由于纸幅的非均匀性使得张力模型中纸幅弹性模量e具有不确定性,而且e的在线检测几乎是不可能的,同时,诸变量实测值包含的检测噪声可能造成数值计算的不稳定。
张力控制系统及常见故障排除
5 2 2014/05 印刷技术·包装装潢
敬请关注本刊官网 www.ke yinprintech. cn
50-55经验交流.indd 52
2014-4-30 14:56:11
放卷
张力 传感 器
磁粉 制动 器
张力 控制 器
图1 放卷张力控制系统示意图
牵引 辊
转轴
低摩 擦气 缸
电位 器
摆辊 图2 牵引张力控制系统示意图
故障一:印刷套印不准 故障现象:在印刷设备正常运行 过程中,摆辊发生不规则摆动,且摆 动幅度较大,进而造成套印不准。 故障排除:张力控制系统的结构 较为复杂,因此该故障产生的原因较 多,对此,笔者进行了归纳总结,主 要有以下几个方面。 (1) 摆辊 气 缸 的气 控 回路 元 器 件容 易发生损坏,从而导致活塞漏气,摆 辊气缸加载气压不稳定。对此,可考
这种控制方式是目前的主流方式。 间接张力控制又称补偿控制,其
可以对影响张力稳定的参数进行调节 补偿,以避免将要出现的张力变化, 间接地保持张力稳定。相比直接张力 控制,间接张力控制的随机性较差, 且控制精度较低。
构成与工作原理
安 装于 凹 印机 、 涂布 机 、 复合 机、分切机等设备上的张力控制系统 主要由放卷张力控制系统、牵引张力 控制系统和收卷张力控制系统三部分 组 成, 通过 张 力传 感器 、张 力 控制 器、变频控制器、磁粉制动器等元器 件实现卷筒材料的恒张力控制。
故障二:张力不稳定 故障现象:在收卷过程中,当卷 径较大时,收卷张力显示值往往会随 卷径的增大而不断减小,此时驱动器 的输出电流会不断增加,当输出电流 超过电机的额定电流后,便会引起驱 动器过流保护,发出故障报警。 故 障排 除 :笔 者 首先 检 查 驱动 器的负载和电机测速编码器,二者均 正常。通过对收卷张力控制器进行校 准,发现其中一个张力传感器发生了 故障,从而使得检测到的收卷张力信 号值是实际收卷张力值的一半,随着
卷筒纸胶印机技术讲座第九讲 张力控制系统
胶 辊 与 钢 辊 之 间 的压 力 。 一 般 三 辊 送 纸 辊 中 , 有 一
根 钢 辊 如 图 9 7中 的 辊 l —1 】只 是 增 加 纸 带 在 胶 辊 上
变 传 动 面 一 端 连 杆 8与 操 纵 面 一 端 连 杆 8的 相 对 位
置。保 证胶辊 和钢辊 之 间的压 力一致 。 调 整 压 力 大 / 时 , 先 将 操 作 面 的 压 力调 好 J 、 ( 调
一
般 通 过 二 级 张 力 控 制 能 使 纸 带 张 力 变 化 量 保
持 在 1 以下。 图 9 1 % — 6为 纸 带 在 二 级 张 力 控 制 装 置 前 后 测 定 的 张 力 变 化 曲 线 。 A 为 二 级 张 力 控 制 机 构
前 的 张 力 变 化 波 形 图 ,B 为 经 二 级 张 力 控 制 机 构 后
整调 节 螺钉 1 3的 位 置 ), 再 以 操 纵 面 压 力 为 准 , 调 整 调 节 螺 钉 5 l 的 位 置 , 保 证 胶 辊 和 钢 辊 之 间 的 、 O
压 力一致 。
送 纸 钢 辊 速 度 的调 整 :送 纸 辊 的 钢 辊 是 主 动 辊 。
A一气 缸 B一传 感 器 C一送 纸 辊
图 9 5 二 级 张 力 控 制 机 构 —1
装 置
给
品 的 要 求 。 但 有 些 对 印 刷 质 量 要 求 很 高 的 机 器 , 如 商 业 卷 筒 纸 胶 印 机 ,对 进 入 印 刷 机 组 的 纸 带 张 力 提
出 更 高 的要 求 ,需 要 配 置 二 级 张 力 控 制 装 置 。
二 级 张 力 控 制 装 置 包 括 送 纸 辊 及 二 级 张 力 控 制
一种新型的卷绕恒张力控制系统
一种新型的卷绕恒张力控制系统
王思刊
【期刊名称】《电子与自动化》
【年(卷),期】1997(026)006
【摘要】在造纸、印刷、化工、纺织、金属板材加工等行业中 ,不少场合要求被加工对象在运行过程中保持一定张力 ,而且在起动过程中没有冲击。
为此设计了一种用单片机控制磁粉离合器的激磁电流、从而实现对卷绕物进行恒张力控制的系统。
文章详细介绍了该控制系统的工作原理、功能要求、软硬件设计和仿真调试 ,分析了实验结果及系统的优点。
【总页数】5页(P9-13)
【作者】王思刊
【作者单位】海军潜艇学院
【正文语种】中文
【中图分类】TH133.4
【相关文献】
1.两种恒张力卷绕控制系统的实现方式 [J], 郭再泉;黄麟;吴勇
2.纱线卷绕恒张力控制系统设计 [J], 冉政;韦文斌;李忠富
3.基于PLC与变频器的恒张力卷绕控制系统 [J], 刘东升;王守芳
4.卷绕头恒张力控制系统 [J], 吴国平;魏丹彤;徐洁
5.恒张力恒速度卷绕控制系统的设计及应用 [J], 左炳辉;刘振武;刘世同
因版权原因,仅展示原文概要,查看原文内容请购买。
造纸机械的张力控制系统研究
・
1 4・
价 值 工 程
造纸机械 的张力控制 系统研 究
S t u d y o n t h e P a p e r Ma c h i n e o f Te n s i o n Co n t r o l S y s t e m
பைடு நூலகம்
王建华④ ②WA NG J i a n - h u a ; 徐敏⑩ X U Mi n; 顾广辉①GU Gu a n g — h u i
和 多组 烘 缸 干 燥 后 , 所 含 水 分 已经 很 少 , 基 本 上 已 经 达 到
造纸业是国 民经济 中的重要产业。 我国传统的造 纸设 了 成 纸 的 干 度 , 纸 页 的 伸 缩 率 已经 很 小 , 张 力 变化 对 纸 页 备大 多采用大功率 S C R直 流调速 控制系统 ,不但可靠性 的影 响力 突 显 出来 , 张力太大 , 易 引起 断 纸 ; 张力太低 , 纸 低, 而且维修 工作 量大、 能耗高。相反 , 自八十年代 中期发 页产生飘动 , 易引起褶皱。 因此, 为提高生产效率和纸张质 展 起 来 的交 流 变频 调 速 技 术 因其 简 单 、 可 靠 和 维 护 工 作 量 量 , 必须 对张力进行检测并引入张力控 制策略 , 使 纸页维 小 等特性被广泛应用 , 并在纸机传 动中应用越来越广。
2023年-2024年关于复卷机操作规程
复卷机操作规程目录复卷机操作规程 (1)引言 (1)简介复卷机的作用和重要性 (1)引出本文的目的和意义 (2)复卷机的基本原理 (3)复卷机的工作原理 (3)复卷机的结构和组成部分 (4)复卷机的常见型号和规格 (4)复卷机的操作准备 (5)确定复卷机的使用环境和条件 (5)检查复卷机的工作状态和安全性能 (6)准备好所需的原材料和工具 (7)复卷机的操作步骤 (8)打开复卷机的电源和控制面板 (8)调整复卷机的参数和设置 (9)放置原材料并调整张力控制 (10)启动复卷机并监控运行状态 (11)定期检查复卷机的工作效果和质量 (12)复卷机的故障排除和维护 (13)常见故障的识别和解决方法 (13)定期维护和保养复卷机的重要性 (15)复卷机的安全操作注意事项 (15)总结 (17)对复卷机操作规程的重要性进行总结 (17)强调复卷机操作规程的遵守和执行 (17)参考文献 (18)引言简介复卷机的作用和重要性复卷机是一种用于将纸张、薄膜等材料进行复卷的设备。
它通过将原材料从一个卷筒上解卷,然后重新卷绕成另一个卷筒,实现对材料的加工和处理。
复卷机在现代工业生产中起着重要的作用,广泛应用于纸张、塑料薄膜、铝箔等行业。
复卷机的作用主要体现在以下几个方面。
首先,它可以将原材料进行复卷,使其更加整齐、紧凑,方便存储和运输。
在纸张行业中,复卷机可以将大幅宽的纸张切割成适合市场需求的小幅宽纸张,提高纸张的利用率。
在塑料薄膜行业中,复卷机可以将宽幅的薄膜切割成适合包装需求的窄幅薄膜,提高包装效率。
其次,复卷机可以对原材料进行加工和处理,如涂布、印刷、覆膜等,使其具备更多的功能和应用价值。
再次,复卷机可以对原材料进行质量检测和控制,确保产品的质量稳定和一致性。
最后,复卷机还可以实现自动化生产,提高生产效率和降低人力成本。
复卷机的重要性不容忽视。
首先,它可以提高生产效率,实现批量生产和大规模生产。
传统的手工复卷方式需要大量的人力和时间,效率低下且易出错。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指导教师评定成绩:
审定成绩:
重庆邮电大学
自动化学院
自动控制原理课程设计报告
设计题目:卷纸张力控制系统
单位(二级学院):
学生姓名:
专业:
班级:
学号:
指导教师:
设计时间:
重庆邮电大学自动化学院制
目录
一、设计题目
二、设计报告正文
摘要
关键词
(一)、卷纸张力控制系统原理
(二)、控制过程分析
(三)、系统的时域分析与频域分析
(四)、系统校正
三、设计总结
四、参考文献
一、 设计题目
在造纸厂的卷纸过程中,卷开轴和卷进轴之间的纸张张力采用下图所示的卷纸张力控制系统进行控制,以保持张力F 基本恒定。
要求:
(1) 查阅相关资料,分析系统的工作原理,指出被控对象、被控量和给定量,画出系统
方框图。
(2) 分析系统每个环节的输入输出关系,代入相关参数求取系统传递函数。
(3) 分析系统时域性能和频域性能。
(4) 运用根轨迹法或频率法校正系统,使之满足给定性能指标要求。
(已知:m T =0.35 n T =3 12k = 22k = 1m k = 3n k = 反馈系数:1α= 要求:4,40c c ω≥γ≥)
二、 设计报告正文
摘要:
关键词:
(一)、卷纸张力控制系统原理
卷开轴卷进轴
电机
线性偏差
转换器
整流器
放大器
a
R a L ()
i
v t()
o
v t
图1-1卷纸张力控制系统
系统工作原理:
在造纸厂的卷纸过程中,当纸张不断地从卷开轴向卷进轴运动时,线速度就会下降,从而纸张承受的张力会相应的减小。
为保证张力的基本恒定,必须调整电机的转速。
图1-1所示的控制系统中,采用三个滑轮和一个弹簧组成的张力测量器来测量纸上的张力。
将测量的实际张力与预设张力进行比较,经放大器放大后得到电机的输入电压。
通过电压的变化来调节电机的转速,进而调节卷开轴向卷进轴运行的线速度。
最终,使纸张的张力保持基本恒定。
电机---被控对象
预设张力---系统给定量
实际张力---系统控制量
通过对系统的分析,可得卷纸张力控制系统的方框图如图1-2所示
图1-2卷纸张力闭环控制系统方框图
(二)、控制过程分析
1、各个环节的传递关系如下:
(1)、实际测得的张力与预设张力进行比较后,经过放大器放大作为电机的输入电压。
(2)、放大器的输出电压作为电机的输入电压对电机进行调速控制。
(3)、电机的转速与卷进轴的转速相同,所以电机的转速与纸张的线速度成线性关系。
(4)、由三个滑轮和一个弹簧秤组成的测力系统对纸张的张力进行测量。
K 2
卷进轴
V
w
电机
w
U
K 1
F 2
比较装置
F 1
u
(
(5)、将测得的张力反馈到比较装置与预设张力进行比较。
2、系统的结构框图
由系统的结构框图可以求函数为得,
系统的开环传递:
()()()
12011m n
m n K K K K G s T S T S =
++
闭环传递函数:
()()()121211m n
c m n m n
K K K K G s T S T S K K K K =
+++
K 2
F 1(s)
F 2(s
K 1
1
反馈
F
F
张力测量系统
F
V
(三)、系统的时域分析与频域分析
1、时域分析 (1)、动态性能分析
由系统的传递函数可得n ω=3.5187 ζ=0.4534
系统的单位阶跃响应如下图所示
系统各时域参数为:
21d ωωζ=-
r d
t πβ
ω-=
10.7d n
t ζ
ω+=
p n
t π
ω=
3.5
s n
t ζω=
()()()
100%p a h t h h σ-∞=
⨯∞
所以系统的动态稳定性能指标:
3.1363d ω= d t =0.3744s r t =0.6509s p t =1.0017s s t =2.7582s a σ=20.23%
(2)、稳态性能分析
稳态误差是描述系统稳定性能的一种性能指标,在阶跃信号、斜坡信号作用下进行测定和计算。
若在时间是无穷时,系统输出量不等于输入量或输入量的确定函数,则存在系统误差。
稳态误差是系统控制精度或抗干扰动能力的一种度量。
因为该系统是零型系统,所以对阶跃信号来说是有差跟踪,对单位脉冲信号和其他信号存在稳态误差。
由()()()
1lim ss s R
e G s H s →∞=
+可知:
对阶跃信号是有()ss e ∞=
11K +=1
13
对其他信号有()ss e ∞=∞。
2、频域分析
开环传递函数,知道它的频率()0j G ω的表达式如下:
()()()
012
0.35131j G j j ωωω=
++
系统的波特图如图所示:
由波特图知,截止频率 2.8248/c rad s ω=;相角裕度37.0554γ=。
;幅值裕度为dB +∞。
(四)、系统校正
1、做原系统的波德图
由图可知,截止频率 2.8248/c rad s ω=;相角裕度37.0554γ=。
均略小于所要求的值,所以可以采用超前校正
2、计算需补偿的相位超前角m ϕ
(5~20)m c co ϕγγ=-+
m ϕ= 0004037.05520-+ 022.945m ϕ= 3、计算衰减率 α 1
1sin 1m α
ϕα
--=+ 1sin 1sin m m ϕαϕ-=+
α=0.44
4、确定新的开环截止频率c ω
如图所示1—14:
11
()20lg 2o m L ωωωα⎛=-⋅ =⎝
11
()20lg 3.64.152o c c L db ωωα⎛=-⋅=- =⎝
5、确定两转折频率12,ωω。
11
2.75c T
ωω===
21 6.26c T ωωα=
== 6、补偿增益 1
2.27c K α
==
7、校正后的开环频率特性
()()()o c L L L ωωω=+
()()()c o G s G s G s =⋅
()10.3612
10.160.351(31)
c s K s s s α
+=⋅⋅+++
8、校验计算结果
4.214c ω=>
)
1
201lg /α
arctan 0.35arctan 0.36arctan 0.16arctan 3c c c c c a ωωωω-ϕ=-- 136.28c ϕ=-
0180180136.28c c γϕ=+=-
43.72>40c γ=
所以校正后的系统满足给定要求。
校正后的波德图如图所示:
三、设计总结
四、参考文献
[1] 胡寿松.自动控制原理.科学出版社,2007
[2] 黄忠霖.自动控制原理的MATLAB实现.国防工业出版社,2007
[3] 胡寿松,沈程智.自动控制原理习题集.北京:国防工业出版社,1990。