铝材统一状态代号
铝板状态标准

铝板状态标准
铝板状态标准包括F、O、H和W四种。
F表示自由加工状态,适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定。
O表示退火状态,适用于经完全退火获得最低强度的加工产品。
H表示加工硬化状态,用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理。
代号后面必须根有两位或三位阿拉伯数字。
W表示固溶热处理状态,一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处于自然时效阶段。
以上内容仅供参考,建议咨询相关人士以获得专业的帮助。
铝及其合金的状态代号系统说明

O,退火,可应用于经退火处理的压力加工产品以达到最低强度状态,以及应用于经退火处理的铸件以改善延性和尺寸稳定性。
H,应变硬化,H表示产品已经过应硬化而得以强化,可辅以热处理,以降低一些强度。
该H总是跟两个或两个以上的数字。
T,固溶热处理,应用于一些合金,其强度在几星期内固溶热处理仍是稳定的。
该T之后总是跟着一个或以上的数字。
H1,仅经应变硬化,应用于经应变硬化而获得所需强度(无需附加热处理)的产品。
H1后面的数字表示应变硬化程度。
H2,经应变硬化和部分退火,经应变硬化而超过最终所需强度,然而可经部分退火已降低强度到所需的程度。
H2后面的数字表示产品经部分退火后余留的应变硬化程度。
H3,应变硬化及稳定化处理,应用于经应变硬化的产品。
该产品的机械性能由于低温热处理而稳定化,或者由于在加工中加热而稳定化。
H1,H2,H3后面可接数字1-9以表示应变硬化程度。
T3,固溶热处理,冷加工及自然时效至稳定状态
T4,固溶热处理及自然时效至稳定状态。
T5,高温成形,冷却及人工时效。
T6,固溶热处理及人工时效。
T7,固溶热处理及过时效或稳定化处理。
Tx51专应用于板材,轧制或冷轧棒材(包括圆棒),压模,环形锻件,以及轧制环套。
这些产品经伸展后不再矫直。
Tx510应用于挤压棒材(包括圆棒),型材,管材,拉拔管。
在这状态的产品经伸展后不再矫直。
Tx511应用于经伸展到符合标准公差后可再作稍许矫直的产品。
Tx52应用于经固溶热处理或热加工冷却后,再经压缩消除应力的产品。
变形铝及铝合金新、旧状态代号对照表及说明与应用

(GB/T16475-1996) 基 础 状 态 代 号 、 名 称 及 说 明 与 应 用
旧代号 M R Y Y1 Y2 Y4 T CZ CS
新代号 O H112或F HX8 HX6 HX4 HX2 HX9 T4 T6
旧代号 CYS CZY CSY MCS MCZ CGS1 CGS2 CCS3 RCS
W
固溶热处理状态 热处理状态 (不同于F、O、H)
T
HXY 细 分 状 态 代 号 与 加 工 硬 化 程 度 细 分 状 态 代 号 HX1 HX2 HX3 HX4 HX5 HX6 HX7 HX8 HX9 加 工 硬 化 程 度 抗拉强度极限为O与HX2状态的中间值 抗拉强度极限为O与HX4状态的中间值 抗拉强度极限为HX2与HX4状态的中间值 抗拉强度极限为O与HX8状态的中间值 抗拉强度极限为HX4与HX6状态的中间值 抗拉强度极限为HX4与HX8状态的中间值 抗拉强度极限为HX6与HX8状态的中间值 硬状态 超硬状态、最小抗拉强度极限制超过HX8状态至少10兆帕
新代号 TX51、TX52等 T0 T9 T62 T42 T73 T76 T74 T5
注:原以R状态交货的、提供CZ、CS试样性能的产品,其状态可分别对应新代号T62、T42。
代 号 F O H 名 称 自由加工状态 退火状态 加工硬化状态 说 明 与 应 用 适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的 产品,该状态产品的力学性能不作规定 适用于经完全退火获得最低强度的加工产品 适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过 (也可不经过)使强度有所降低的附加热处理 H代号后面必须 跟有两位或三位阿拉伯数字 一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的 合金,该状态代号仅表示产品处于自然时效阶段 适用于热处理后,经过(或不经过)加工硬化达到稳定状态的产 品 T代号后面必须跟有一个或多位阿拉伯数字
铝合金状态代号的含义

铝合金状态代号的含义摘要:一、铝合金的概述二、铝合金状态代号的含义1.含义简介2.各种状态代号的含义及其对应的铝合金特性三、铝合金状态代号的应用领域四、总结正文:一、铝合金的概述铝合金是一类以铝为基材的合金材料,通过加入其他金属元素,改善铝的力学性能和物理性能。
铝合金具有轻质、高强度、良好的耐腐蚀性、导电性和导热性等优点,广泛应用于航空、航天、汽车、建筑等各个领域。
二、铝合金状态代号的含义1.含义简介铝合金状态代号是表示铝合金状态、力学性能和加工性能的一种符号。
状态代号由两位字母组成,通常为英文大写字母,如T6、T7 等。
2.各种状态代号的含义及其对应的铝合金特性(1)T 状态:适用于热处理硬化铝合金。
T 后面的数字表示硬度值,数字越大,硬度越高。
例如,T6 表示硬度为60±5 HRC。
(2)O 状态:适用于冷加工硬化铝合金。
O 状态铝合金在冷加工过程中,通过加工硬化提高强度。
例如,O1 表示未经热处理的冷加工硬化铝合金。
(3)H 状态:适用于热处理软化铝合金。
H 状态铝合金在热处理过程中,通过加热降低硬度,提高塑性和可加工性。
例如,H1 表示热处理软化铝合金。
(4)W 状态:适用于热处理稳定铝合金。
W 状态铝合金在热处理过程中,通过控制温度和时间,使铝合金的性能稳定。
例如,W1 表示热处理稳定铝合金。
三、铝合金状态代号的应用领域铝合金状态代号在各个领域有广泛的应用,如航空航天、汽车制造、建筑装饰、电子设备等。
根据不同领域对铝合金性能的需求,选择合适的铝合金状态代号,可以提高产品性能,降低生产成本。
四、总结铝合金状态代号是表示铝合金状态、力学性能和加工性能的一种符号,具有重要的实际意义。
常用的铝合金牌号与状态

常用的铝合金牌号与状态常用的铝合金牌号与状态生产铝箔、铝板所使用的铝及铝合金牌号,一般是根据产品用途的要求,以及生产设备的能力来选定。
铝箔常用的合金有1050、1100、1200、1145、8011、3003、3005等。
高纯铝一般用来制作电解电容器铝箔、化学器皿、电解槽;工业纯铝一般制作电力电容器箔、电缆包复、民用等铝箔;防锈铝一般是作为制造飞机旋翼等的蜂窝铝箔结构。
铝箔的状态有H18、H22、H24、H26、O态。
1、变形铝及铝合金的牌号表示方法:采用四位字符来表示,第一位数字表示铝及铝合金的组别,第二位数字(字母)表示原始纯铝或铝合金的改型情况,最后两位数字用以标识同一组中不同的铝合金或表示铝的纯度。
铝及铝合金的组别分类表表22、常用变形铝及铝合金状态代号:基础状态分为5种,如表3所示基础状态代号、名称及说明与应用表表33、H代号的细分状态:在字母H后面添加两位阿拉伯数字(称作HXX状态),或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
3.1、H后面的第一位数字表示获得该状态的基本处理程序,如下所示:H1—单纯加工硬化状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2—加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。
H3—加工硬化及稳定化处理的状态。
适用于加工硬化后经低温热处理或由于加工过程中的受热作用致使其力学性能到达稳定的产品。
H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金。
H4—加工硬化技涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
3.2、H后面的第二位数字表示产品的加工硬化程度。
数字8表示硬状态。
O状态表示全软状态。
对于O状态和HX8状态之间的状态,应在HX代号后分别添加从1到7的数字来表示,在HX后面添加数字9表示比HX8加工硬化程度更大的超硬状态。
各种HXX细分状态代号及对应的加工硬化程度如表4所示:HXX细分状态代号及加工硬化程度表表4上一篇:铝及铝合金简介下一篇:铝箔的用途铝箔坯料技术标准要求铝箔毛料是指轧制铝箔的中间坯料。
铝合金的各种状态说明

铝合金的各种状态说明
铝合金状态通常以数字和字母的组合来表示,其中数字表示不同的处理状态,字母表示具体的处理方法。
以下是一些常见的铝合金状态对照表:
F状态(As Fabricated):
F状态表示铝合金经过成型工艺(锻造、轧制等)后的未进行热处理的初始状态。
O状态(Annealed):
O状态表示经过退火处理,提高了铝合金的可塑性,但没有经过其他热处理。
H状态(Strain Hardened):
H状态表示经过冷加工或拉伸硬化处理。
数字后面的数字表示硬化的程度,例如H14、H32等。
T状态(Thermally Treated):
T状态表示经过热处理。
数字后面的数字表示具体的热处理过程,例如T6、T651等。
T6:人工时效,人工时效对合金进行固溶处理(加热至高温)后,通过人工冷却来硬化合金。
T651:人工时效后的拉伸应力释放处理,是T6状态的变体,通过在拉伸过程中释放应力,提高了铝合金的稳定性。
T4:自然时效,合金在自然条件下经过一段时间的时效硬化。
T73:T6状态后进行稳定时效处理,以提高合金的抗应力腐蚀裂纹性能。
T81:T8状态的一种变体,通过稳定时效处理提高了抗应力腐蚀裂纹性能。
铝合金的牌号、状态和性能
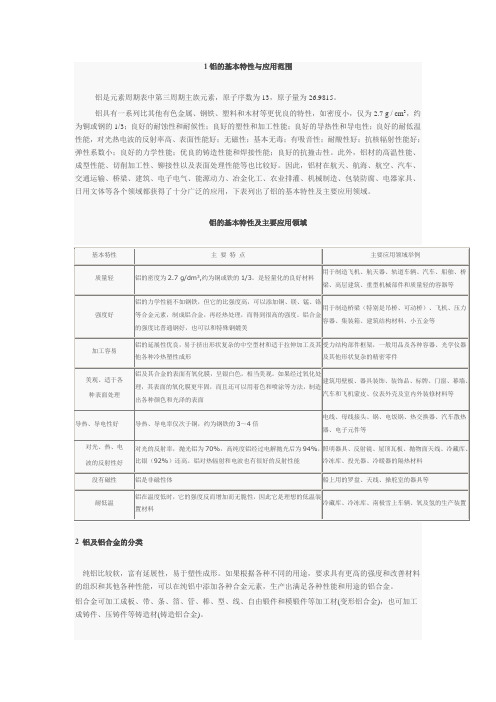
1铝的基本特性与应用范围铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。
铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。
此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。
因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。
铝的基本特性及主要应用领域3 变形铝合金分类、牌号和状态表示法3. 1变形铝合金的分类变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。
⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。
不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。
⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。
⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。
铝材状态代号

铝材状态代号
H12--------------1/4冷加工硬化的
H14--------------半冷加工硬化的
H18---------------冷加工硬化的
H22---------------1/4冷加工硬化并部分退火的
H24---------------半冷加工硬化并部分退火
H26---------------3/4加工硬化并部分退火的
T4、T42---------固溶处理与自然时效的
T4-----------------固溶处理与自然时效后带有纤维组织的
T3-----------------固溶处理、自然时效与冷加工的
T64----------------部分人工时效的(固溶处理、淬火与部分沉淀处理的)T81----------------部分人工时效与冷加工的
T6-----------------人工时效的(固溶处理与沉淀处理)
T6、T62---------人工时效与带有纤维组织的
T8----------------人工时效与冷加工的
T63、T64-------特种人工时效的
F------------------热加工状态,对强度性能有要求
H12——留成品厚度20-25%,中间退火后轧制到成品厚度
H22——直接轧制到成品厚度厚度
H14——留成品厚度30-40%,中间退火后轧制到成品厚度
H24——直接轧到成品厚度退火
H16——留成品厚度70—75%,中间退火后轧制到成品厚度H26——直接轧到成品厚度退火。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝材国际统一状态代号1. H的细分状态在字母H后面添加两位阿拉伯数字(称作HXX状态)或三位阿拉伯数字(称作HXXX状态)表示H的细分状态。
H后面的第1位数字表示获得该状态的基本处理程序:H1------单纯加工硬化状态。
适用于未经附加热处理,只经加工硬化即获得所需强度的状态。
H2------加工硬化及不完全退火的状态。
适用于加工硬化程度超过成品规定要求后,经不完全退火,使强度降低到规定指标的产品。
对于室温下自然时效软化的合金,H2与对应的H3具有相同的最小极限抗拉强度值;对于其他合金,H2与对应的H1具有相同的最小极限抗拉强度值,但伸长率比H1的稍高。
H3------加工硬化及稳定化处理的状态。
适用于加工硬化后经低温热处理或由于加工过程中的受热使其力学性能达到稳定的产品。
H3状态仅适用于在室温下逐渐时效软化(除非经稳定化处理)的合金。
H4------加工硬化及涂漆处理的状态。
适用于加工硬化后,经涂漆处理导致了不完全退火的产品。
H后面的第2位数字表示产品的加工硬化程度,见下表:H12-----加工硬化到1/4硬;H14-----加工硬化到1/2硬;H16-----加工硬化到3/4硬;H18-----加工硬化到4/4硬,即完全硬化状态;H19-----超加工硬化状态。
此种材料的抗拉强度应比H18状态材料的高 10N/m ㎡以上;H22-----加工硬化后部分退火到1/4硬;H24-------加工硬化后部分退火到1/2硬;H26-------加工硬化后部分退火到3/4硬;H28-------加工硬化后部分退火到4/4硬;H32-------加工硬化后稳定化处理到1/4硬;H34-------加工硬化后稳定化处理到1/2硬;H36-------加工硬化后稳定化处理到3/4硬;H38-------加工硬化后稳定化处理到4/4硬;H42-------加工硬化后涂漆的,1/4硬;H44-------加工硬化后涂漆的,1/2硬;H46-------加工硬化后涂漆的,3/4硬;H48-------完全加工硬化后涂漆的,4/4硬;HXX4-----用相应HXX状态板,带加工的花纹板、带。
HXX5-----加工硬化焊接管所处的状态。
H111-----最后退火,然后少量(比H11的硬化程度轻)。
这种硬化是由诸如拉伸或矫直等操作造成的。
H112-----热加工成形,然后轻微加工硬化,或自少量冷加工后再进行轻微加工硬化,以满足特定的力学性能要求。
H116-----对镁含量不少于4%的5xxx系合金设定的一种专用状态代号,这种状态的铝-镁合金材料既达到了所设定的力学性能水平又具有良好的抗剥落腐蚀能力。
2. O的细分状态O-----铝材在成形加工后处于完全退火的状态代号,是完全软化状态。
O1-----加工后的材料在大约与固溶热处理相同的温度下保温加热相等的时间然后缓慢冷却到室温所处的一种状态。
过去采用的代号为T41。
O2-----材料在形变处理后所处的状态,这种处理是为了提高材料的成形性能,以便进行超塑性加工(SPF)。
O3-----均匀化处理后的状态。
3. T的细分状态T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。
适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。
T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。
如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。
T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。
适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品;T31-----固溶热处理,冷加工月1%变形量,然后自然时效;T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。
拉伸后不再进行矫直;T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量0.5%~3%),然后自然时效。
拉伸后不再进行矫直;T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;T36-----固溶热处理,冷加工约6%变形量,然后自然时效;T37-----固溶热处理,冷加工约7%变形量,然后自然时效;T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。
T4-----固溶热处理与自然时效。
T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件;T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效;T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件轧制环的1%~5%),然后自然时效。
拉伸后不得作进一步的矫直;T4510-----固溶热处理,一定量的拉伸以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后自然时效,拉伸后不得作进一步的矫直;T4511-----同T4510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度;T452-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T454-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件;T5-----从热加工温度冷却后再进行人工时效。
T51-----从热加工温度冷却后进行欠人工时效处理,以改善成形性能;T56-----从热加工温度冷却后再进行人工时效,但其力学性能比T5状态的高一些,是通过对加工工艺的特殊控制达到的,适用于6xxx系合金。
T6-----固溶热处理,然后人工时效。
T61-----固溶热处理,然后欠人工时效,以提高成形性能;T6151-----固溶热处理,一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%),然后欠人工时效,以提高成形性能,拉伸后不得作进一步的矫直;T62-----固溶热处理与人工时效,适宜于自退火状态或F状态固溶处理的实验材料,或用户将任何状态的材料进行热处理;T64-----固溶热处理,然后欠人工时效,以改善成形性能。
这种状态材料的性能介于T6状态与T61状态材料的性能之间;T651----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件轧制环的1%~5%),然后人工时效,拉伸后不再对材料作进一步的矫直;T6510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后人工时效,拉伸后不再对材料作进一步的矫直;T6511-----同T6510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T652-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后人工时效;T654-----固溶热处理,在精整模内冷整形以消除应力,然后人工时效,适用于模锻件;T66-----固溶热处理,然后人工时效,通过对工艺过程进行特殊控制以使此状态材料的力学性能比T6状态的高一些(适用于6xxx系合金),其量由供需双方商定。
T7------固溶热处理,然后过人工时效。
T73-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;T732-----固溶热处理,然后过人工时效处理到材料具有最佳的抗应力腐蚀能力;适宜于自退火状态或F状态固溶处理的实验材料,也适宜于用户将任何状态的材料进行热处理;T7351------固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件轧制环的1%~5%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;T73510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有最佳的抗应力腐蚀能力,拉伸后不再对产品作进一步的矫直;T73511-----同T73510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T7352-----固溶热处理,通过施压产生1%~5%永久变形以消除应力,然后过人工时效到材料具有最佳的抗应力腐蚀能力;T7354-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到产品具有最佳的应力腐蚀抗力;T74-----固溶热处理,然后过人工时效,使材料的性能位于T73状态与T76状态的材料性能之间;T7451-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件轧制环的1%~5%),然后过人工时效,使材料的性能介于T73状态T76状态材料的性能之间;T74510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料的性能介于T73状态T76状态材料的性能之间,拉伸后不再对材料作进一步的矫直;T74511-----同T74510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差;T7452-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料的性能介于T73状态T76状态材料的性能之间;T7454-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效到材料的性能介于T73状态T76状态材料的性能之间,适用于模锻件;T76-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力;T761-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适于7475合金板带材;T762-----固溶热处理,然后过人工时效材料到具有良好的抗剥落腐蚀的能力,适宜于自退火状态或F状态热处理的实验材料,也指用户将任何状态的材料再热处理后的状态;T7651-----固溶热处理,拉伸一定量以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,轧制或冷精整棒材的1%~3%,手锻件、环锻件轧制环的1%~5%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;T76510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后过人工时效到材料具有良好的抗剥落腐蚀能力,拉伸后不得再进行矫直;T76511-----同T76510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度;T7652-----固溶热处理,通过施压产生1%~5%永久变形量,然后过人工时效到材料具有良好的抗剥落腐蚀能力状态;T7654-----固溶热处理,在精整模内冷整形以消除应力,然后过人工时效处理以达到材料具有良好的抗剥落腐蚀能力,适用于模锻件;T79-----固溶热处理,然后轻微过人工时效;T79510-----固溶热处理,拉伸一定量以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后轻微过人工时效,拉伸后不得再进行矫直;T79511-----同T79510状态,但拉伸后作了镜面矫直,以满足标准规定的尺寸偏差精度。