微细电解加工发展方向26页PPT
合集下载
微细加工技术ppt课件

激光加工机理—热效应
2019/11/11
20
激光加工方法 1)激光打孔 最小孔径几微米,深度可达直径的50倍。孔 径和深度可采用经验公式估算。
2019/11/11 21
激光加工方法 2)激光切割
常采用CO2气体激光器以连续或脉冲方式切割。 3)激光微调
用于调整电路中某些元件参数。(调电阻,无损
伤照射,改变膜结构;高能量照射,使部分电阻膜气 化去除)
2019/11/11
13
(1)离子束的力效应及其溅射现象
离子束溅射现象:质量大动能高的离子冲击工件表面时,
将产生弹性碰撞,将能量传递给工件材料的原子、分子,其中 一部分能量使原子、分子产生溅射,被抛出工件表面。
直线弹性一次碰撞所传递动能 E 4E0m0m /(m0 m)2
2019/11/11 14
利用电子束热效应加工
2019/11/11
1-发射阴极 2-控制栅极 3-加速 阳极 4-聚焦系统 5-电子束斑点
6-工件 7-工作台 11
电子束加工特点及其应用
束径小、能量密度高;
束径100-0.01µm,可加工深孔
被加工对象范围广;
金属、非金属、半导体等材料
加工速度快,效率高; 控制性能好,易于实现自动化。
微细加工技 术
2019/11/11
1
第1节 微细加工技术的出现 一、制造技术自身加工的极限
现代制造技术的两大发展趋势: 1)自动化、柔性化、集成化、智能化等方向发展--制 造系统自动化; 2)极小尺度、极大尺度和极端功能。
微细加工---属于极小尺度的精密加工范畴。
2019/11/11
2
二、微细加工出现的历史背景
• 微传感器(压力传感器、加速度计、位移传感器、流量计、 温度传感器、微触觉传感器、微型生物传感器、微型图像 传感器、微陀螺仪 )
电解加工(课件)
2011-3-3
电解加工示意图
2011-3-3
电解加工的特点: 电解加工的特点:
1.加工范围广,可以加工硬质合金、淬火钢、不锈 钢、耐热合金等高硬度、及韧性金属材料,并可以加工 叶片、锻模等各种复杂型面。电解加工是一次成型,工 件材料的蚀除速度不受加工材料的硬度、强度、韧性的 影响。 2.电解加工的生产率较高,约为电火花加工的5~ 10倍。 3.加工表面质量好。工件的材料以离子状态去除, 无冷作硬化层、热再铸层以及由此引起的表面纤维裂纹, 表面光整、无加工纹路、无毛刺。由于无切削力和表层 内应力,因此工件的加工变形小。表面粗糙度较好 (Ra1.25~0.2µm)和±0.1mm左右的平均加工精度。
2011-3-3
电解加工缺陷和局限性主要有: 电解加工缺陷和局限性主要有:
1.加工精度和加工稳定性不高。由于受电化学、流场及 电场等因素的影响,工具与工件间的加工间隙分布不均 匀、不稳定,无法对其进行直接控制,而且直流电解加 工的散蚀能力较强,整平比不够高。 2.由于工具阴极与实验夹具的设计制造工作量大,使生 产准备周期延长,对于单件小批量生产的成本较高。同 时电解加工所需的附属设备较多、占地面积较大,且机 床需要足够的刚性和防腐蚀性,造价较高。因此零件批 量越小,单件的电解加工成本越高。 3.需要解决“废液、废气、废渣”处理问题,以防环境 污染。
1.直流电源——为提高电解加工精度,生产中 采用脉冲电源加工。 2.机床 ——要求:足够的刚性;进给速度的稳 定性;防腐绝缘;安全措施。 3.电解液系统——主要由泵、电解液槽、过滤 装置、管道和阀组成。
2011-3-3
4.电解加工工艺及应用 电解加工工艺及应用
1.深孔扩孔加工 2.型孔加工 3.型腔加工 4.套料加工 5.叶片加工 6.电解倒棱去毛刺 7.电解刻字 8.电解抛光 9.电解复合加工 电解复合加工 10.微细电解加工 微细电解加工
电解加工示意图
2011-3-3
电解加工的特点: 电解加工的特点:
1.加工范围广,可以加工硬质合金、淬火钢、不锈 钢、耐热合金等高硬度、及韧性金属材料,并可以加工 叶片、锻模等各种复杂型面。电解加工是一次成型,工 件材料的蚀除速度不受加工材料的硬度、强度、韧性的 影响。 2.电解加工的生产率较高,约为电火花加工的5~ 10倍。 3.加工表面质量好。工件的材料以离子状态去除, 无冷作硬化层、热再铸层以及由此引起的表面纤维裂纹, 表面光整、无加工纹路、无毛刺。由于无切削力和表层 内应力,因此工件的加工变形小。表面粗糙度较好 (Ra1.25~0.2µm)和±0.1mm左右的平均加工精度。
2011-3-3
电解加工缺陷和局限性主要有: 电解加工缺陷和局限性主要有:
1.加工精度和加工稳定性不高。由于受电化学、流场及 电场等因素的影响,工具与工件间的加工间隙分布不均 匀、不稳定,无法对其进行直接控制,而且直流电解加 工的散蚀能力较强,整平比不够高。 2.由于工具阴极与实验夹具的设计制造工作量大,使生 产准备周期延长,对于单件小批量生产的成本较高。同 时电解加工所需的附属设备较多、占地面积较大,且机 床需要足够的刚性和防腐蚀性,造价较高。因此零件批 量越小,单件的电解加工成本越高。 3.需要解决“废液、废气、废渣”处理问题,以防环境 污染。
1.直流电源——为提高电解加工精度,生产中 采用脉冲电源加工。 2.机床 ——要求:足够的刚性;进给速度的稳 定性;防腐绝缘;安全措施。 3.电解液系统——主要由泵、电解液槽、过滤 装置、管道和阀组成。
2011-3-3
4.电解加工工艺及应用 电解加工工艺及应用
1.深孔扩孔加工 2.型孔加工 3.型腔加工 4.套料加工 5.叶片加工 6.电解倒棱去毛刺 7.电解刻字 8.电解抛光 9.电解复合加工 电解复合加工 10.微细电解加工 微细电解加工
10-微细加工技术精密成型技术PPT模板

加工方法的多样化
提高微细加工的经 济性
向微型化、高精度、 高集成化的方向发展
加快微细加工的机 理研究
微细加工实用化的一个重要条件就是要 求加工周期较短且经济上可行。
加快微细加工机理的研究,建立微 观世界的数学模型、力学模型和分 析方法,奠定微型机械的基础理论, 对微型机械的设计和制造加工工艺 的制定有很大的实际意义。
气相方法制膜:包括化学气相淀积CVD(如热 CVD、光CVD以及等离子CVD)和物理气相淀积 PVD(如真空蒸发、溅射镀膜、离子镀膜、分子束 外延、离子注入成膜等)。
液相方法制膜:包括化学镀、电镀、浸喷涂等。
其他方法制膜:包括喷涂、涂覆、压延、印刷、 挤出等。
— 9—
1.2 微细加工技术的加工工艺
先进制造技术
1.1 微型机械及其特征
1.微型机械的基本概念
微型机械(Micro Mechanical)又称微 电子机械系统(Micro Electro-Mechanical System,MEMS)或微机械(日本通用名称) 或微系统(欧洲通用名称),是集微型机构、 微传感器、微能源、微制动器、微执行器、信 号处理、智能控制于一体的机电装置。微小的 几何尺寸或操作尺寸、高度集成化、智能化是 MEMS的显著特征。
键合技术:包括硅-硅直接键合和静电键合两种。 硅-硅直接键合是将两个经过磨抛的平坦硅面在高温 下依靠原子的力量直接键合在一起形成一个整体;静 电键合主要是硅与玻璃之间的键合,在400 ℃的温 度下,将硅与玻璃之间加上电压产生静电引力而使两 者结合成一体。
— 10 —
1.2 微细加工技术的加工工艺
7.原子装配技术
1.2 微细加工技术的加工工艺
2.LIGA技术
LIGA是Lithographie(制版术), Galvanoformung(电铸成型)和 Abformung(微注塑)三个德文单词的 缩写。LIGA技术被公认为是一种全新的 三维立体微细加工技术。LIGA技术的工 艺过程如图4-2所示,可分为深层同步 辐射X射线光刻、电铸成型和注塑三步
第二节电解加工精选精品PPT

电解加工整体叶轮在我国已得到普遍应用。
普通刃磨时,碳化硅砂轮磨削硬质合金其磨损量为硬质合金质量的4~6倍,电解磨削时仅为硬质合金切除量的50%~100%;
沉淀为 4Fe(OH)2+2H2O+O2 OH)3↓ (黄褐色沉淀)
4Fe(
复合电解磨削是利用电解作用与机械磨削作用相结合而进行加工的复合加工。
电流从工件3通过电解液5而流向 磨轮,形成通路,于是工件(阳 极)表面的金属在电流和电解液 的作用下发生电解作用(电化学 腐蚀),被氧化成为一层极薄的 氧化物或氢氧化物薄膜4(阳极 薄膜)。但阳极薄膜迅速被导电 砂轮中磨粒刮除,在阳极工件上 又露出新的金属表面并被继续电 解。这样电解作用和刮除薄膜的 磨削作用交替运行,工件被连续 加工,直至达到一定的尺寸精度 和表面粗糙度。
Fe—2e Fe+2 (2)能以简单的进给运动一次加工出形状复杂的型面和型腔,进给速度可快达0.
在工件与工具之间施加一定电压,阳极工件的金属被逐渐电解蚀除,电解产物被电解液带走,直至工件表面形成与工具表面基本相似
Fe—3e Fe+3 的形状为止。
①(1电)解加加工工影范响围因广素多,技术难度高,不易实现稳定加工和保证较高的加工精度。
异形零件
套料阴极工具 1—阴极片; 2—阴极体
五、 复合电解磨削
复合电解磨削是利用电解作用与机械磨 削作用相结合而进行加工的复合加工。
复合电解磨削所用的阴极工具是含有磨 粒的导电砂轮。
电解磨削过程中,金属主要是靠电化学 作用腐蚀下来,导电砂轮起磨去电解产 物阳极钝化膜和整平工件表面的作用。
钢、耐热合金,
涡轮发动机、增压器、汽轮机等的叶片,叶身型面形状比较复杂、要求精度高,加工批量大,采用机械加工难度大,生产率低,加工
普通刃磨时,碳化硅砂轮磨削硬质合金其磨损量为硬质合金质量的4~6倍,电解磨削时仅为硬质合金切除量的50%~100%;
沉淀为 4Fe(OH)2+2H2O+O2 OH)3↓ (黄褐色沉淀)
4Fe(
复合电解磨削是利用电解作用与机械磨削作用相结合而进行加工的复合加工。
电流从工件3通过电解液5而流向 磨轮,形成通路,于是工件(阳 极)表面的金属在电流和电解液 的作用下发生电解作用(电化学 腐蚀),被氧化成为一层极薄的 氧化物或氢氧化物薄膜4(阳极 薄膜)。但阳极薄膜迅速被导电 砂轮中磨粒刮除,在阳极工件上 又露出新的金属表面并被继续电 解。这样电解作用和刮除薄膜的 磨削作用交替运行,工件被连续 加工,直至达到一定的尺寸精度 和表面粗糙度。
Fe—2e Fe+2 (2)能以简单的进给运动一次加工出形状复杂的型面和型腔,进给速度可快达0.
在工件与工具之间施加一定电压,阳极工件的金属被逐渐电解蚀除,电解产物被电解液带走,直至工件表面形成与工具表面基本相似
Fe—3e Fe+3 的形状为止。
①(1电)解加加工工影范响围因广素多,技术难度高,不易实现稳定加工和保证较高的加工精度。
异形零件
套料阴极工具 1—阴极片; 2—阴极体
五、 复合电解磨削
复合电解磨削是利用电解作用与机械磨 削作用相结合而进行加工的复合加工。
复合电解磨削所用的阴极工具是含有磨 粒的导电砂轮。
电解磨削过程中,金属主要是靠电化学 作用腐蚀下来,导电砂轮起磨去电解产 物阳极钝化膜和整平工件表面的作用。
钢、耐热合金,
涡轮发动机、增压器、汽轮机等的叶片,叶身型面形状比较复杂、要求精度高,加工批量大,采用机械加工难度大,生产率低,加工
微细电解加工发展方向
(b) 双面加工时所加工群孔
图14.加工方式不同对群孔精度的影响
加工精度影响因素
• 加工间隙:增大加工间隙 • 电解液:降低电解液浓度 • 加工电压:减小加工电压
提高孔成形精度
脉冲微细电解加工
脉冲微细电解加工是一种采用脉冲电流 代替传统的连续直流电流的新型电解加 工技术 。
该工艺产生于20世纪80年代, 荷兰菲利浦公司采用此种工 艺技术,成功研制出大批量 加工此种类型的精密电动剃 须刀(右图1)的全自动流水 生产线。
超纯水电解加工 l用超纯水作电解液 l用强酸性阳离子交换膜提高 超纯水中氢氧根离子浓度
纯水
超纯水(强
酸性阳离子交换 膜)
超纯水(强
酸性阳离子交换 接枝聚合纤维)
电流密度
水解离理论分析
图9.离子通过膜电位差与电流密度关系图
1区:欧姆区,电流密度与电位差关系满足欧姆定律 2区:电流密度稳定,为极限电流密度,电阻增大 3区:过极限电流区域,水解离产生氢氧根离子和氢离子
胶膜不能重复使用,加工成本高
阴极活动模板电解加工原理
电化学氧化还原反应:
Ø阳极(工件)表面金属原子 失电子成为阳离子进入电解液 Ø阴极表面氢离子得电子析出 氢气 Ø电解液高速流过,排出电解 产物及热量,保证加工正常进 行。
图12.阴极活动模板电解加工原理示意图
阴极活动模板电解加工原理
Ø 双面电解的加工间隙 变小
图16.脉冲微细电解加工示意图
脉冲微细电解加工实例
采用电极直径为 4µm(图17所示),电压为4V,40ns 脉冲宽度,2MHz 脉冲频率,0.05mol/L 的 HCl 电解液加工出的微槽(图18所示)。
图17.直径 4µm 的微细工具电极
电解加工(课件)
2011-3-3
提高电解加工精度地途径
1.脉冲电流电解加工 1)消除加工间隙内电解液电导率地不均匀化。 2)脉冲电流电解加工使阴极在电化学反应中析出 的氢气是断续的,呈脉冲状。它可以对电解液起搅拌作 用,有利于电解产物的去除,提高电解加工精度。 2.小间隙加工——蚀除速度与加工间隙成反比关系。加 工间隙小,突出部分的去除速度将大大高于低凹处,提 高了整平效果。加工间隙越小,越能提高加工精度。
2011-3-3
PLZ-05 155毫米52倍口径履带自行加榴炮
2011-3-3
1.机械拉削加工 2.整体长阴极固定式加工 3.片状阴极移动式加工 4.圆锥阴极移动式加工
2011-3-3
圆锥移动式阴极
2011-3-3
请多指正 谢谢大家
2011-3-3
2011-3-3
2011-3-3
炮管混合膛线电解加工
随着兵器技术的发展,对炮管膛线的要求越来越 高,采用混合膛线是提高火炮战斗技术性能、延长使用 寿命的有效措施。因此,国内外对技术性能要求较高的 多种火炮采用了该技术,这种由不等齐缠度与等齐缠度 组成的混合膛线,使炮管膛线的加工工艺变得更为复杂。
电化学加工的分类 按照作用原理分类: 1.阳极溶解——电解加工、电解抛光; 2.阴极沉积——电镀、局部涂镀、复合电镀、 电铸; 3.电化学复合加工工艺——电解磨削、电解电 火花复合加工、电化学阳极机械加工
2011-3-3
2.电解加工过程及其特点 电解加工过程及其特点
电解加工是利用金属在电解液中的电化学阳 极溶解,将工件加工成形地。最早应用是电解 抛光。加工时,工件接直流电源(10~20V)的 正极,工具接电源的负极。工具向工件缓慢进 给,使两极之间保持较小的间隙(0.1~1mm), 具有一定压力(0.5~2MPa)的氯化钠电解液 从间隙中流过,这时阳极工件的金属被逐渐电 解腐蚀,电解产物高速(5~50m/s)的电解液 带走。
提高电解加工精度地途径
1.脉冲电流电解加工 1)消除加工间隙内电解液电导率地不均匀化。 2)脉冲电流电解加工使阴极在电化学反应中析出 的氢气是断续的,呈脉冲状。它可以对电解液起搅拌作 用,有利于电解产物的去除,提高电解加工精度。 2.小间隙加工——蚀除速度与加工间隙成反比关系。加 工间隙小,突出部分的去除速度将大大高于低凹处,提 高了整平效果。加工间隙越小,越能提高加工精度。
2011-3-3
PLZ-05 155毫米52倍口径履带自行加榴炮
2011-3-3
1.机械拉削加工 2.整体长阴极固定式加工 3.片状阴极移动式加工 4.圆锥阴极移动式加工
2011-3-3
圆锥移动式阴极
2011-3-3
请多指正 谢谢大家
2011-3-3
2011-3-3
2011-3-3
炮管混合膛线电解加工
随着兵器技术的发展,对炮管膛线的要求越来越 高,采用混合膛线是提高火炮战斗技术性能、延长使用 寿命的有效措施。因此,国内外对技术性能要求较高的 多种火炮采用了该技术,这种由不等齐缠度与等齐缠度 组成的混合膛线,使炮管膛线的加工工艺变得更为复杂。
电化学加工的分类 按照作用原理分类: 1.阳极溶解——电解加工、电解抛光; 2.阴极沉积——电镀、局部涂镀、复合电镀、 电铸; 3.电化学复合加工工艺——电解磨削、电解电 火花复合加工、电化学阳极机械加工
2011-3-3
2.电解加工过程及其特点 电解加工过程及其特点
电解加工是利用金属在电解液中的电化学阳 极溶解,将工件加工成形地。最早应用是电解 抛光。加工时,工件接直流电源(10~20V)的 正极,工具接电源的负极。工具向工件缓慢进 给,使两极之间保持较小的间隙(0.1~1mm), 具有一定压力(0.5~2MPa)的氯化钠电解液 从间隙中流过,这时阳极工件的金属被逐渐电 解腐蚀,电解产物高速(5~50m/s)的电解液 带走。
电解加工发展趋势
电解加工发展趋势
电解加工是一种通过电解作用来改善材料物理性质和表面质量的加工方法。
随着材料科学和工艺技术的发展,电解加工正朝着以下几个方向发展:
1. 精密加工:随着对材料加工精度要求的不断提高,电解加工正朝着更高精度的方向发展。
通过改进电解加工设备和工艺参数,可以实现更精确的加工效果,提高加工精度。
2. 高效加工:为了提高生产效率,电解加工正朝着高效加工的方向发展。
通过优化电解液的组成和浓度,改进电解加工设备和工艺参数,可以提高加工速度和产能,实现高效加工。
3. 绿色加工:随着人们对环境保护意识的增强,电解加工正朝着绿色加工的方向发展。
通过减少或替代有害的电解液和改进废液处理等措施,可以减少对环境的污染,实现绿色加工。
4. 多功能加工:随着材料多样化和功能化的需求增加,电解加工正朝着多功能加工的方向发展。
通过改进电解加工设备和工艺参数,可以实现对各种不同材料的加工,满足不同的功能需要。
5. 智能化加工:随着人工智能和自动化技术的发展,电解加工正朝着智能化加工的方向发展。
通过引入智能控制系统和自动化设备,可以实现电解加工的自动化和智能化,提高工作效率和加工质量。
总的来说,电解加工正朝着精密、高效、绿色、多功能和智能化的方向发展,以满足不断变化的市场需求和工业发展的要求。
特种加工之电解加工PPT课件
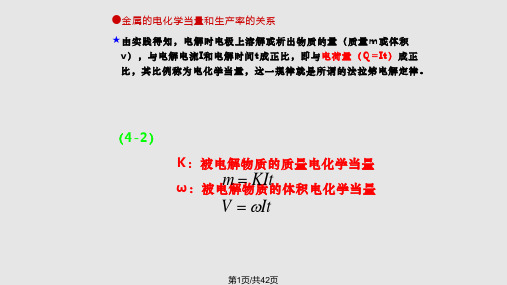
除速度与该处的电流密度成正比,电流密度越高,生产率也越高。
Va i
(4-7)
第6页/共42页
在电解加工中,若电解液压力和流速较高
时,可以选用较高的电流密度,但电流密度 过高将会出现火花放电,析出氧等气体,并 使电解液温度过高,甚至在间隙内造成沸腾 汽化而引起局部短路。
实际的电流密度决定于电源电压、电极间
(三)电解液系统
主要由泵、电解液槽、过滤装置、管道和阀组
成。
电解液泵采用多级离心泵。 电解液净化方法有自然沉淀法、介质过滤法、
离心过滤法。
第28页/共42页
1-电解液槽 2-过滤网 3-管道 4-泵用电动机 5-离心泵 6-加工区
7-过滤器 8-安全阀 9-压力表 10-阀门
第29页/共42页
七、电解加工工艺及应用
第42页/共42页
工修磨量,生产率提高了。
缺 点 : 附 加 混 气 设 备 气 液 混 合 比 :
z qg q1
第24页/共42页
混合比越高,非线性性能越好。但混合 比过高,增加了压缩空气的消耗量,而且由 于含气量过多,间隙电阻过大,电解作用过 弱还会产生短路火花。
气压:0.4~0.45MPa;液压:0.05MPa
(三)改进电解液 钝化型电解液、复合电解液、低质量分数的 电解液。
(四)混气电解加工 原理:将一定压力的气体(主要是压缩空气)
用混气装置使它与电解液混合在一起,使电 解液成分包含无数气泡的气液混合物,然后 送入加工区进行电解加工。主要表现在提高 了电解加工的成形精度,如图4-26。
第21页/共42页
由式(4-10)经积分推导,可求出电解时间t和加 工间隙∆的关系式: Va UR
d Vadt UR dt
Va i
(4-7)
第6页/共42页
在电解加工中,若电解液压力和流速较高
时,可以选用较高的电流密度,但电流密度 过高将会出现火花放电,析出氧等气体,并 使电解液温度过高,甚至在间隙内造成沸腾 汽化而引起局部短路。
实际的电流密度决定于电源电压、电极间
(三)电解液系统
主要由泵、电解液槽、过滤装置、管道和阀组
成。
电解液泵采用多级离心泵。 电解液净化方法有自然沉淀法、介质过滤法、
离心过滤法。
第28页/共42页
1-电解液槽 2-过滤网 3-管道 4-泵用电动机 5-离心泵 6-加工区
7-过滤器 8-安全阀 9-压力表 10-阀门
第29页/共42页
七、电解加工工艺及应用
第42页/共42页
工修磨量,生产率提高了。
缺 点 : 附 加 混 气 设 备 气 液 混 合 比 :
z qg q1
第24页/共42页
混合比越高,非线性性能越好。但混合 比过高,增加了压缩空气的消耗量,而且由 于含气量过多,间隙电阻过大,电解作用过 弱还会产生短路火花。
气压:0.4~0.45MPa;液压:0.05MPa
(三)改进电解液 钝化型电解液、复合电解液、低质量分数的 电解液。
(四)混气电解加工 原理:将一定压力的气体(主要是压缩空气)
用混气装置使它与电解液混合在一起,使电 解液成分包含无数气泡的气液混合物,然后 送入加工区进行电解加工。主要表现在提高 了电解加工的成形精度,如图4-26。
第21页/共42页
由式(4-10)经积分推导,可求出电解时间t和加 工间隙∆的关系式: Va UR
d Vadt UR dt