西门子驱动优化过程说明
数控转台调试与优化

数控转台调试与优化【摘要】随着工业技术的快速发展,数控机床产业已经成为我国国民经济发展的基础性产业,是国防军工发展的战略性产业,是高新技术产业发展的载体,更是国家竞争力的重要标志之一,已经成为我国机床制造业发展的总趋势,目前在国内,三菱、FANUC、SINUMERIK数控系统广泛应用于各类数控机床上。
对于机床制造商来说,数控系统的驱动伺服参数调整是非常有必要的,而且也是一个难题。
本文结合笔者在采用西门子S120型数字交流伺服驱动的数控转台上的调试经验,对一些具体的伺服参数调整和优化过程作出了分析说明。
【关键词】数控机床;转台;伺服调试;驱动器优化;增益1.转台的结构机床转台的结构采用端面闭式静压导轨+径向滚动轴承结构,采用闭式静压导轨,可以提高端面跳动精度,吸收震动,承受双向载荷和倾覆力矩,滚动轴承可以方便控制径向精度,确保工作台在负载情况下的高刚度和高运动精度,工作平稳无爬行,承载能力高等特点,转台的回转角度是通过伺服电机经精密减速机构进行驱动,并且采用圆光栅进行全闭环控制,达到角度的分度精度要求。
2.转台电机的配置该转台的伺服电机不是采用S120标准的带有Drive-cliq 接口的电机,因此首先需要经过SMC20进行编码器的接口转换,另外在系统的拓扑识别过程中,驱动器对该电机无法识别,需要手动进行电机数据的配置,配置方法有两种:一种是通过电机的型号,在样本查出电机的类型,电机的代码,以及编码器的代码,然后再系统上按[SHIFT]+[ALARM],进入系统画面,选择[机床数据]—[驱动器数据]—[Sinamics IBN]在显示的界面输入相应的电机代码、类型、以及编码器类型,然后点右侧垂直菜单的保存参数,最后一定要将P0010先设置成1,在将P3900修改为3,待到P3900自动变成0时将驱动器断电以确保电机数据生效。
也可以用自动识别的方法,即在刚刚输入参数的界面点击[编码器数据],然后再弹出来的窗口按[继续]—[识别]—[继续]—[保存],也能完成不带有Drive-cliq接口的电机配置。
802D SL控制器优化(数控 驱动优化)

802D SL 控制器优化
第 2 页 共 67页
802D SL 控制器优化.doc
目录
目录
1 控制器基础............................................................................................................................................. 4 1.1 控制器描述...................................................................................................................................... 4 1.2 802D SL 控制器 ............................................................................................................................ 11
控制器基础
由上图我们可以看出当固有频率相同时,阻尼比 D 较大,则对应的超调就大,系统更不稳定。通过以上例子我 们可以看出对特性曲线的分析能帮助我们选择正确的控制方式和控制参数,这也是本文的主旨。
802D SL 控制器优化
第 10 页 共 67页
802D SL 控制器优化.doc
西门子数控(南京)有限公司 客户关系部 025-52101888
2 电流环测试........................................................................................................................................... 15 2.1 电流环介绍.................................................................................................................................... 15 2.2 用 IBN TOOL 观察电流环特性 ........................................................................................................ 19
西门子611D驱动基础及调试
I/R 模块
UI 模块
SFAE
YAN ZUDONG
Apr.,16th, 2010
第一部分: SIMODRIVE 611D驱动基础
电源模块 Power supply
SFAE
(在模块顶部)
LED1:电子电源故障 LED2: 5V电压故障 LED3:驱动未准备好 LED4:驱动准备好 LED5:进线电源故障 LED6:直流母排过压
第一部分:SIMODRIVE 611D驱动基础
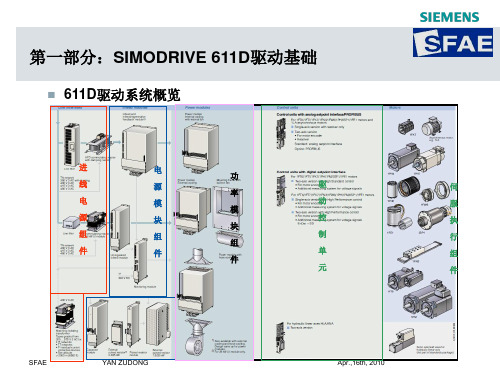
611D驱动系统概览
进
电
功
线
源
驱
率
伺
电
模
ቤተ መጻሕፍቲ ባይዱ
动
模
服
源
块
控
块
执
组
组
制
组
行
件
件
单
件
组
元
件
SFAE
YAN ZUDONG
Apr.,16th, 2010
第一部分: SIMODRIVE 611D驱动基础
611D驱动系统组成
➢ 三相伺服变压器(可选) ➢ 主电源/控制电源开关及保护元件 ➢ 线性滤波器 Line filter ➢ HFD电抗器 Commutating reactors ➢ 电源模块 Power supply ➢ 监控模块 Monitor module ➢ 功率模块 Power module ➢ 伺服控制单元 Control unit ➢ 专用模块(如液压伺服模块) ➢ 伺服执行组件(如电机)
圆度测试
SFAE
YAN ZUDONG
Apr.,16th, 2010
第二部分: SIMODRIVE 611D调试介绍
圆度测试
SFAE
数控设备调试与维修6-实验五 SIMODRIVE 611U伺服驱动的配置
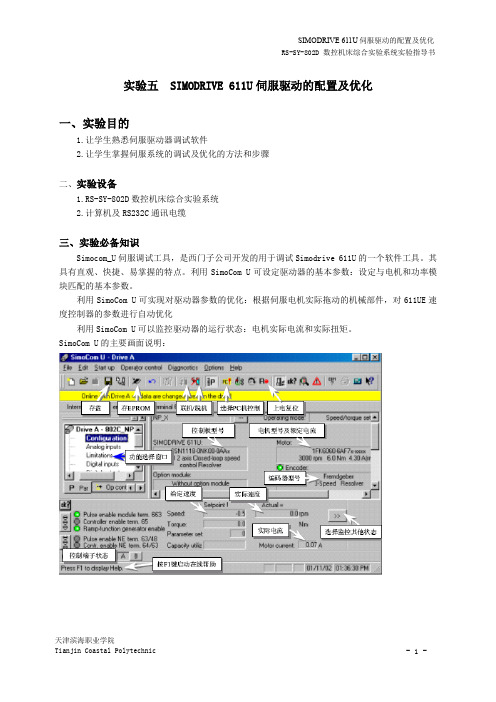
实验五 SIMODRIVE 611U伺服驱动的配置及优化一、实验目的1.让学生熟悉伺服驱动器调试软件2.让学生掌握伺服系统的调试及优化的方法和步骤二、实验设备1.RS-SY-802D数控机床综合实验系统2.计算机及RS232C通讯电缆三、实验必备知识Simocom_U伺服调试工具,是西门子公司开发的用于调试Simodrive 611U的一个软件工具。
其具有直观、快捷、易掌握的特点。
利用SimoCom U可设定驱动器的基本参数:设定与电机和功率模块匹配的基本参数。
利用SimoCom U可实现对驱动器参数的优化:根据伺服电机实际拖动的机械部件,对611UE速度控制器的参数进行自动优化利用SimoCom U可以监控驱动器的运行状态:电机实际电流和实际扭矩。
SimoCom U的主要画面说明:四、实验内容1.驱动器的调试2.驱动器的优化五、实验步骤1.驱动器的调试步骤一在断电的情况下(台式电脑要拔下电源插头!),用RS232电缆连接PC的COM口与611U 上的X471端口。
步骤二驱动器上电,在611UE的液晶窗口显示:“A1106”表示驱动器没有数据;R/F红灯亮;总线接口模块上的红灯亮步骤三从WINDOWS的“开始”中找到驱动器调试工具SimoCom U,并启动;步骤四选择连机方式步骤五进入连接画面后,自动进入参数设定画面:在软件的提示下进行参数的设定:1)定义驱动器的名称,通常可以用轴的名称来定义,如该驱动器用于X轴我们可以添入XK7124_X2)输入PROFIBUS总线地址:3)设定电机型号:4) 选择编码器,选择标准编码器( 2048 P sin/con信号,1Vpp) 如为其他编码器请选择Enter Data 并如实输入编码器数据。
5)选择运行模式6)直接测量系统的设定7)直接测量系统参数8)存储参数9)配置完成611UE的R/F红灯灭,液晶窗口显示“A0831”—表示总线数据通讯;总线接口模块上的红灯亮若PLC控制电源模块的端子48、63、64分别与端子9接通,电源模块的黄灯亮,表示电源模块已使能;坐标轴配置的不正确可导致驱动及电机出现故障,如数据未存储也会在伺服单元掉电后,在伺服驱动器上出现1106号报警。
驱动优化

1. 驱动优化的目的 2. 数控机床伺服调速基本原理 3. 自动优化方法 4. 圆度测试 5. 伺服轨迹功能
© Siemens AG 2009. All Rights Reserved.
驱动优化的目的
驱动对工件表面加工效果的影响: 驱动对工件表面加工效果的影响: 小坑 没进行驱动优化: 没进行驱动优化:
圆度测试的前提条件: 圆度测试的前提条件:
各个轴已进行过电流环、速度环及速度环优化。 各个轴已进行过电流环、速度环及速度环优化。
影响圆度测试的因素: 影响圆度测试的因素:
位置环增益; 位置环增益; 轴加速度; 轴加速度; 轴的摩擦; 轴的摩擦; 丝杠反响间隙。 丝杠反响间隙。
Page 15/19
© Siemens AG 2009. All Rights Reserved. Industry Sector
驱动优化
速度环优化 位置环优化
Page 9/19
© Siemens AG 2009. All Rights Reserved. Industry Sector
优化方法
使用StartUp-Tool软件进行自动优化 软件进行自动优化1 使用 软件进行自动优化
1. 将机床返回参考点,并设置口令 将机床返回参考点, “EVENING”; ;
Page 7/19
© Siemens AG 2009. All Rights Reserved. Industry Sector
优化方法
配置步骤2 配置步骤
4. 确认接口,单击“Next”; 确认接口,单击“ ; 5. 在设定界面中选择“Advanced”标签,单击“Next”; 在设定界面中选择“ 标签, 标签 单击“ ; 6. 正确设定 地址; 正确设定IP地址 地址; 7. 选择“Save these setting as a favorite”前的方 选择“ 前的方 并在Name文本框中输入要保存设置的名字; 文本框中输入要保存设置的名字; 框,并在 文本框中输入要保存设置的名字 8. 单击“Finish”完成设置。 单击“ 完成设置。 完成设置
840Dsl系统-驱动优化

840Dsl系统-驱动优化使用 Sinumerik Operate 的自动伺服优化功能,通过一系列对话画面,实现单个轴和插补轴组的自动优化。
使用测量和伺服跟踪功能,检查伺服优化结果和轴动态特性。
本节主要通过V4.7 SP3版本的Sinumerik Operate 软件演示以下功能:· 单轴自动优化· 插补轴组优化· 检查或修改速度环或位置环的优化结果·检查或修改插补轴组的优化结果· 生成优化报告(单轴和插补轴组)· 保存优化结果· 重新载入优化结果· 电流环测量· 速度环测量· 位置环测量危险:驱动优化时需要注意安全,如利用行程限位监控等措施来保证在优化时的人身和机床的安全,这一点尤其要给予重视。
特别是垂直轴的安全保护。
1、驱动优化的说明当机床使用缺省设定不能满足要求时,需要进行驱动优化,主要步骤如下:· 利用自动伺服优化功能优化单个轴· 使用测量功能和跟踪功能检查和设定轴特性· 利用插补轴组优化功能优化插补轴· 使用圆度测试功能调整和匹配插补轴间的关系· 通用数据,通道数据和轴数据调整手动优化单个轴的顺序是:电流环、速度环、位置环、跟踪以及圆度测试。
如果机床或轴是首次进行优化,建议采用鲁棒性方案的优化,无需后续手动调整。
这样确保了在未手动优化的情况下,轴也能正确运行,控制器能正确设置。
现在轴可进行试车、对齐等。
第二步,再次执行优化,但现在是采用预期方案的带实际负载的机床(例如安装有卡盘和可能的工件)。
不带任何负载时,机床可能正好符合无负载运行,但是带有卡盘和工件时则不稳定,则可进行手动优化调整。
2、自动优化选项设置和方案选择2.1选项设置在对话屏幕“选项轴”中可通过软键“选项”控制自动伺服优化的过程。
2.2选择方案方案设置分为三部分:轴(一般方案设置)、转速(转速控制器)和位置(位置控制器)。
西门子交流伺服驱动器性能的调试与优化
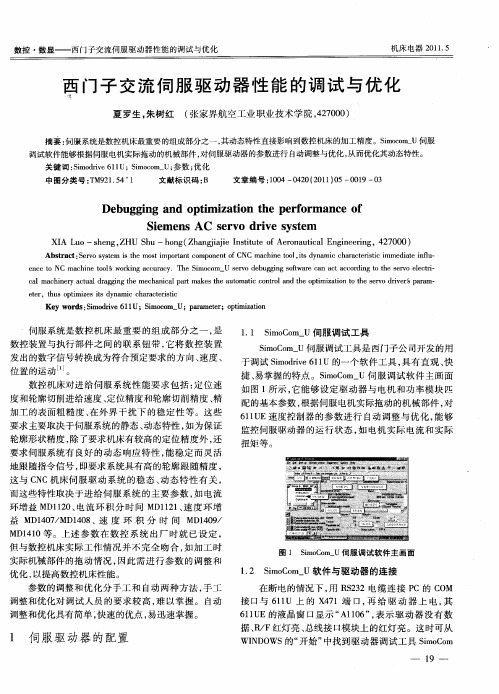
而这些 特性取决 于进 给伺 服 系统 的 主要参 数 , 电流 如
环增益 MD 10 电流 环 积 分 时 间 MD 1 1 速度 环 增 12 、 12 、 益 MD 4 7 MD 4 8 10/ 10 、速 度 环 积 分 时 间 MD 4 9 10 /
MD 4 0等 。上述 参 数 在 数 控 系 统 出 厂 时就 已设 定 , 11 但与数控 机床实 际工作 情 况并 不 完全 吻合 , 加工 时 如 实际机械 部件 的拖 动 情况 , 因此需 进行 参数 的调整 和
一
2 一 0
数控 ・ 数显——西 门子交 流伺服 驱动器性能的调试与优化
机床 电器 2 1 . 0 15
择 “ c 控制方 式 , P” 并通 过 “ K” O 确认 。在 弹出 的对 话
框 中选 择 “ 制 器 子 目录 ( ot l r ” 之 后 再 选 择 控 C nr l ) , oe “ o eO ee , 出“ N n fh s” 弹 t 速度控 制画面 ” 如 图 9所示 ; ,
于调 试 Sm di 1 U的一个软 件工 具 , 有直 观 、 i or e6 1 v 具 快 捷、 易掌握 的特点 。Sm C m— i o o U伺服 调试 软 件主 画面 如 图 1 示 , 能够设 定 驱 动器 与 电机 和功率 模块 匹 所 它 配 的基本参数 , 根据伺服 电机 实际拖动 的机械部 件 , 对
西门子优化

四.驱动优化的过程:
驱动优化的目的是增加比例增益,降低时间常数,而优化过程是通过波特图的形式找到驱动的一些共振点,通过增加电子滤波器的方法来消除这些共振点,最终为增加增益和降低时间常数创造条件。在优化之前确认系统的性能对驱动的优化很有用。由于现在的数控系统都是数字控制系统,因而这些数字控制元件的性能好坏直接影响到驱动性能的好坏。对于840D系统而言,下面几个参数直接影响到驱动性能的好坏。
MD 1200电流环滤波器生效个数,系统最多能提供四个滤波器,第一个滤波器被系统默认设置为低通滤波器,我们一般是从第二个滤波器以后开始使用。
MD 1201电流环滤波器的特性,第0位对应第一个滤波器的特性,为0表示为低通滤波器,为1则表示为带阻滤波器,依次类推,第3位对应第四个滤波器的特性。
MD 1202滤波器1的拐点频率(该参数仅对低通型滤波器有效)。
让电机端输出一个涵盖很宽频率的噪音信号,再检查输出端的应答信号,根据它们的关系绘制一个输入和输出的关系图。为了计算方便一般用波特图的方式来表示。图的上半部分是表示输出和输入的幅值的比,下半部分是输出和输入信号的相位差。理想的情况是输出的幅值等于输入信号的幅值,并且没有相位差,但实际中的图形都会有偏差,下面是一个实际的波特图。
二.驱动轴的结构:
机床的结构如下图
根据上图的机械结构可以看出来,实际的机床运动链是电机根据系统的运动指令位移相应的角度,电机的旋转运动经过连轴节转递到丝杠,丝杠又通过和工作台连接在一起的丝母把旋转运动转变成工作台的直线运动。下图是轴的给定值和实际值的曲线图,从图可以看出来,给定值和实际值之间有一个差值,这个差值是因为系统的惯性和连接元件中的弹性变形引起的,这个差值就是系统的动态误差的主要组成部分。
扰动响应是突然给速度环外加一个扰动力矩,这时速度的实际值应该会偏离原来的设定值,但速度环在经过一段时间的调整后,实际值又会和原来的设定值一直,调整时间的长短直接与Tn值的大小有关。Tn太小,速度的实际值会在设定值附近振荡,太大时调整的时间过长。如下图,这时的Tn值正合适:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
驱动优化过程说明
1.基本设定
a.分配内存
例如在线加工时,需要有一个缓冲区用于存放从串口/硬盘接受的
数据,所以内存的设定也会影响到最后加工速度的快慢。
b.设置机床基本参数和所相关的功能参数
c.插补方式的设定
系统默认参数考虑到与以前参数尽量兼容,所以部分参数并不是
最佳参数,因此需要修改。
d.计算精度的设定
如果机床的精度要求很高或者有大直径的回转轴,就需要提高内
部的计算精度。
计算精度的提高不会影响加工速度。
e.设定系统周期
具体的设定方法请参考本站另外一篇文章--《系统周期的设
定》。
系统周期不但会影响NC的加工效果,同时会影响PLC的
扫描周期。
2.必备的工具
a.调试工具
PCU50或者Start-up tool for 611D (IBN tool) 或者 HMI Advanced
for PC
b.记录工具(每次调试把之前、过程中和之后的测量结果和参数保
存下来,对于事后总结以及和加工效果的验证都将非常有益。
)
可以通过截屏的方式,将测量结果保存下来。
如果有NCDiag工具可能保留结果更方便些。
3.电流环的优化
如果是西门子的驱动加电机,通常不需要优化。
如果是西门子驱动带第三方电机,可能要优化。
测试手段:频率响应
4.速度环的优化
常说的自动优化就是速度环的优化。
可能修改的参数有:速度环增益、积分时间、电流环滤波器、参考模型测试手段:
频率响应:用于确定速度环增益和设置电流环滤波器
设定点阶跃响应:用于检查速度环增益(MD1407)
干扰阶跃响应:用于检查速度环积分时间(MD1409)
机械频率响应(具有双测量回路):确定机械固有频率。
5.位置环的优化
可能修改的参数有:位置环增益、加速度、加加速度、速度前馈等
测试手段:
频率响应:确定位置环增益
圆测试:确定插补轴之间的匹配关系
伺服跟踪:确定加速度、加加速度、速度前馈等
欢迎访问:。