NPTH孔上金问题改善
表面处理检查报告

表面处理检查报告
客户名称 数量 检验日期 制程类型 检查项目 1、金面颜色是否一致 2、渗镀 沉金板 检验项目 3、漏镀 4、NPTH孔上金 5、镀层粗糙 6、锡面颜色是否洁白一致 沉锡板 7、锡面是否发黄、发黑或其他变色 外 检验项目 8、焊盘表面及孔内是否漏锡 观 检 9、银面颜色是否洁白一致 查 沉银板 10、银面是否发黄、发黑或其他变色 检验项目 11、焊盘表面及孔内是否漏银 12、金属表面是否擦花 13、阻焊表面是否擦花 公共项目 14、阻焊表面是否起泡、脱落或变色 15、断板 16、其它 附着力测试 用3M胶纸进行拉力测试,不允许有镀层脱落现象 化金 化锡 化银 内容 ACC 型号 规格 镍厚 金厚 锡厚 银厚 客户要求 (u") (u") (u") (u") 镀层厚度 检查结果 REJ 数量 备注
镀层厚度要求 是否满足客户要求 外包装 审核: 是否满足客户要求
PCB常见缺陷及可接受标准

接受标准:
1、凹痕的深度不能影响介质层的厚度;
2、凹痕不能发生在焊盘位置或金手指位置;
3、目视不明显,触摸无明显感觉。
4、可结合参考划痕问题。
37、线条剥离
38、开路/针孔/缺口
39、层压分层(白斑)
接受标准:
线条不能偏离其本身所在位置,用胶带做撕起试验时证明镀层附着力很好,其表面镀层不可出现被拉移或浮起的现象。
接受标准:
1、绿漆表面已出现破裂或已有划伤,但尚未穿透而露出导体线路。
2、绿漆表面有破裂及划伤且已穿透至包有锡铅的导线上,但尚未透过锡层而造成露铜。
34、内层划痕
35、镀层不良
36、层压凹痕
接受标准:
不影响外观,不影响层间结合力。
接受标准:
1、不影响外观和使用性能。
2、任何情况下长度不能超过板的1/2或10mm,两者取较小值;
25、.焊盘破损
26、.过孔油墨高于焊盘
27、.光标脱落
接受标准:
要求孔环保持0.05mm外,还要求焊接面积至少在原设计的80%以上。
接收标准;
所有过孔堵孔油墨不能高于SMT焊盘。
接受标准;
结合力:不能起层、移位,更不能掉落
28、蓝胶高于焊盘
29、金手指划痕
30、板面多铜
接收标准:
允许高出焊盘,但不能超出0.5mm,不能出现突然高企的起泡。
接受标准:
1、绿漆阻剂已对孔环失准,但此歪掉的绿漆尚未违反起码环宽的品质要求(至少要在3/4周边即270度上拥有.05mm宽的佘环,且尚未沾有绿漆)
2、尢其对于做为焊接的通孔而言,绿漆并未入孔壁。
3、尚未曝露邻近的孤立焊垫或导线。
接受标准:
种msap工艺流程npth孔的制作方法,
种msap工艺流程npth孔的制作方法,NPTH (non-plated through hole) is a crucial component of many PCB (printed circuit board) designs. It is an essential part of the manufacturing process and is used to connect different layers of the PCB. The production of NPTH holes involves using the MSAP (modified semi-additive process) technique, which is a complex and precise method that requires careful attention to detail. 制造NPTH孔是PCB设计的关键组成部分之一。
它是制造过程的重要组成部分,用于连接PCB的不同层。
NPTH孔的生产涉及使用MSAP(改进的半加法工艺)技术,这是一种复杂而精密的方法,需要细致入微的注意。
The first step in the manufacturing process of NPTH holes using the MSAP technique is to prepare the substrate materials. This involves selecting the appropriate type of substrate and preparing it for the hole formation process. The substrate material is often made from fiberglass reinforced resin, and it needs to be carefully inspected and cleaned before the hole formation process can begin. 使用MSAP技术制造NPTH孔的制造过程的第一步是准备基板材料。
表面处理之化学沉镍金

化学沉镍金部分本公司EC-303系列为弱酸性镍/磷合金化学镍镀液,具有如下特性:、镀层磷含量稳定,镀层组成Ni93±1% P 7±1% 。
、适用于PCB/FPC沉镍金,FPC沉镍金时仅镍缸参数有所不同。
、操作温度范围宽,对绿油攻击极小。
、槽液稳定,管理简易方便,镍槽可使用自动加药装置。
、化学镍沉积速率稳定:PCB一般为10~13um/hr,FPC一般为8~11 um/hr。
、生产中前后制程对化学沉镍金的影响生产中前后制程对化学沉镍金的影响、板材:特殊板材吸附钯能力特强,在水洗不足或镍缸活性较强时,易出现渗镀现象。
如一些无卤素单面板材,孔及背面易上镍金。
一般采用过毒钯液处理或适当降低镍缸活性做板,即可避免。
、钻孔:钻孔进、退刀速率控制不良,钻咀刀锋前缘有损坏,导致钻孔后孔壁太粗糙,则化镍金时N-PTH孔易上镍金。
、图形制作/图形电镀:在线路制作工序,因板面显影不良易导致图形电镀时板面粗糙、发白。
此类缺陷是电镀铜后夹在铜层下面,经表面处理无法去除,而在化镍金时镍层无法掩盖此缺陷,最终的结果直接导致报废。
图形电铜面本身颗粒、针孔、发白、子弹孔等问题在化镍金时亦会呈现类似问题。
、蚀刻/退锡:蚀刻不净问题,在化镍金时可能会长胖或架桥,或N-PTH孔上镍金;有NPTH孔的化镍金板在蚀刻后、退锡前需做毒钯处理,否则NPTH孔容易上Ni/Au;剥锡不净问题,在化镍金时可能会出现白点或露铜甚至甩镍金现象。
丝印阻焊油:渗油(干绿油)、显影不净(感光绿油)等常见问题,在化镍金时极易出现发白、漏镀或甩镍金;油墨烘烤不够,曝光能量过低或者油墨厚度低于15um,在化镍金后极易出现掉油,油墨起泡。
曝光菲林上有垃圾时,化镍金后防焊油墨会点状上镍金。
若显影液残留板面未处理干净则化镍金时容易出现白点与阴阳色问题。
、化镍金前处理的刷磨:.最好使用800#以上或1000#、1200#磨辘细磨,磨辘太粗磨痕太深,化镍金时,金面可能会粗糙或发白,同时也会伤及阻焊油与保护膜,刷磨太轻太浅,则达不到应有的效果。
化学镍金技术资料
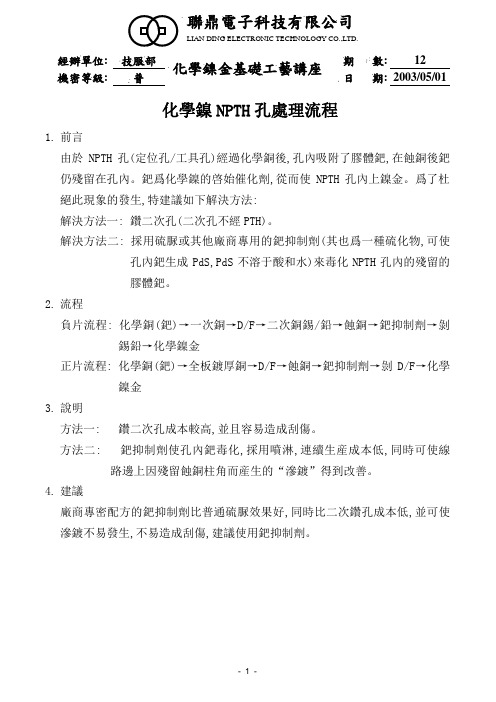
機密等級: 普日期: 2003/05/01化學鎳NPTH孔處理流程1.前言由於NPTH孔(定位孔/工具孔)經過化學銅後,孔內吸附了膠體鈀,在蝕銅後鈀仍殘留在孔內。
鈀爲化學鎳的啓始催化劑,從而使NPTH孔內上鎳金。
爲了杜絕此現象的發生,特建議如下解決方法:解決方法一: 鑽二次孔(二次孔不經PTH)。
解決方法二: 採用硫脲或其他廠商專用的鈀抑制劑(其也爲一種硫化物,可使孔內鈀生成PdS,PdS不溶于酸和水)來毒化NPTH孔內的殘留的膠體鈀。
2.流程負片流程: 化學銅(鈀)→一次銅→D/F→二次銅錫/鉛→蝕銅→鈀抑制劑→剝錫鉛→化學鎳金正片流程: 化學銅(鈀)→全板鍍厚銅→D/F→蝕銅→鈀抑制劑→剝D/F→化學鎳金3.說明方法一: 鑽二次孔成本較高,並且容易造成刮傷。
方法二: 鈀抑制劑使孔內鈀毒化,採用噴淋,連續生産成本低,同時可使線路邊上因殘留蝕銅柱角而産生的“滲鍍”得到改善。
4.建議廠商專密配方的鈀抑制劑比普通硫脲效果好,同時比二次鑽孔成本低,並可使滲鍍不易發生,不易造成刮傷,建議使用鈀抑制劑。
機密等級: 普日期: 2003/05/01 化學鎳金前處理﹑后處理流程一﹑前處理流程功能﹕經過前處理﹐使鍍銅表面保持清潔﹐去除銅面氧化以及殘膜等雜物﹐保持銅面平整以減少或避免化學鎳金后之不良板的產生。
流程﹕放板→噴淋酸性脫脂→高壓噴淋水洗→噴淋微蝕→高壓噴淋水洗→磨刷(上下各兩組)→高壓噴淋純水洗→超音波純水洗→吹干→烘干→空調冷卻→收板備注﹕1.磨輪﹕材質為硬尼龍前上下800-1000#后上下1000-1200#2.左右擺動頻率﹕ 120來回/min以上3.擺幅±0.5〞/來回二﹑后處理流程功能﹕防止化學鎳金后由于水洗不淨而導致金面氧化。
流程﹕放板→噴淋活化酸洗→高壓噴淋純水洗→噴淋抗氧化→噴淋高厭純水洗→超音波純水洗→吹干→烘干→空調冷卻→收板機密等級: 普日期: 2003/05/01 化學鎳/金 (Electroless Nickel & Immersion gold) 製程及控制要點一. 特色1. 在綠漆之後施行選擇性鍍鎳/金, 採掛籃式作業, 無須通電.2. 單一表面處理即可滿足多種組裝須求.集可焊接、可接觸導通、可打線、可散熱等功能於一身.3. 板面平整、SMD焊墊平坦, 適合於密距窄墊的鍚膏熔焊.二.作用及反應式1. 酸性清潔劑 AC-10主成份 (1) 硫酸(2) 潤溼劑(非離子界面活性劑)作用 (1) 去除銅面輕微氧化物及污物.(2) 降低液體表面張力,將吸附於銅面之空氣排開,使藥液在其表面擴張, 達潤溼效果.反應式CuO + 2 H+→ Cu2+ + H2O2Cu + 4H+ + O2→ 2Cu2+ + 2H2O2. 微蝕主成份 (1) 過硫酸鈉(2) 硫酸作用 (1) 去除銅面氧化物.(2) 銅面微粗化,使與化學鎳鍍層有良好的密著性.機密等級: 普日期: 2003/05/01 反應式Na2S2O8+ H2O → Na2SO4+ H2SO5H2SO5+ H2O → H2SO4+ H2O2H2O2+ Cu → CuO + H2OCuO + H2SO4→ CuSO4+ H2O3. 酸洗主成份 (1) 硫酸作用 (1) 去除微蝕後的銅面氧化物.反應式CuO + H2SO4→ CuSO4+ H2O4. 預浸(CP-41P)主成份 (1) 氯化氨作用 (1) 維持活化槽中的酸度.(2) 使銅面在新鮮狀態(無氧化物)下,進入活化槽.反應式CuO + H2SO4→ CuSO4+ H2O5. 活化(CA-41)主成份 (1) 氯化鈀(2) 氯化氨作用 (1) 在銅面置換上一層鈀,以作為化學鎳反應之觸媒.反應式Cu → Cu2+ + 2 e-Pd2+ + 2 e- → Pd機密等級: 普日 期: 2003/05/01Cu + Pd 2+ + 2NH 4Cl → Cu(NH 3)2Cl 2 + Pd + 2H + 6. 化學鎳(EN-51) 主成份 (1) 硫酸鎳 (2) 次磷酸二氫鈉 (3) 錯合劑(4) pH 調整劑(氫氧化鈉) (5) 安定劑 作用 (1) 提供鎳離子.(2) 使鎳離子還原為金屬鎳.(3) 與鎳形成錯離子,防止氫氧化鎳及亞磷酸鎳沉澱,增加浴安定性,pH 緩衝. (4) 維持適當pH.(5) 防止鎳在膠體粒子或其他微粒子上還原. 反應式3NaH 2PO 2+3H 2O +3NiSO 4熱觸媒→3Na 2HPO 3+3H 2SO 4+2H 2+3Ni ° 2H 2PO 2-+Ni +++2H 2O →2HPO 32-+H 2↑+2H ++Ni ° Ni +++H 2PO 2-+H 2O →Ni °+HPO 32-+3H +H 2PO 2-+H 2O 熱觸媒→ H ++HPO 32-+2H adsNi +++2H ads -→Ni °+2H + 2H ads -→H 2↑H 2PO 2-+H 2O 熱觸媒→2H 2PO 3-+H 2↑H 2PO 2-+H ads -→H 2O +OH - +P3 H 2PO 2-熱觸媒→H 2PO 32-+H 2O +2OH -+2PH 2PO 2-ads +OH -ads -→H 2PO 3-ads +H ads +e 或 H 2PO 2- +H 2O ads -→H 2PO 3-ads +H ++e H ++e ⇔H H +H ⇔H 2↑Ni ++H 2O ⇔NiOH +ads +H +機密等級: 普日期: 2003/05/01 NiOH+ads+2e→Ni°+ OH-H2PO2-ads+e→P+2OH-H2PO2-ads+2H+e-→P+2H2O7. 浸鍍金主成份 (1) 檸檬酸(2) 金氰化鉀作用 (1) 防止鎳面鈍化(保持在可溶解狀態)以沉積出金層.反應式Ni →Ni2+ + 2 e-Au(CN)2- + e- → Au + 2 CN-Ni + Au(CN)2-→ Ni2+ + Au + 2 CN-三. 製程控制要點:1.剝Sn/Pb線路上Sn/Pb須完全剝離.2.綠漆(1)選擇耐化性良好的綠漆.(2)印綠漆前銅面適當的粗化及避免氧化.(3)適當的厚度,稍強的曝光能量及降低顯像後的側蝕.(4)顯像後充分的水洗,避免任何顯像液在銅面殘留.(5)使用較低的硬化溫度.3.刷磨或Pumice處理使用 #1000 刷輪輕刷,注意刷幅及水壓, 避免銅粉在板面殘留.4.掛架PVC樹脂或TEFLON 包覆,破損時須重新包覆.機密等級: 普日期: 2003/05/01 定時將掛架上沉積的鎳金層剝離.5.微蝕咬銅 20 – 40 μ”即可,避免過度咬蝕.6.水洗各槽水洗時間要短, 進水量要大.7.預浸及活化使用過瀘循環,加熱區避免局部過熱.防止微蝕液帶入及化鎳藥液滴入.8.化學鎳槽體須用硝酸鈍化,防析出整流器控制電壓 0.9V.防止活化液帶入.防析出棒不可與槽體接觸.防止局部過熱,加藥區須有充足的攪拌.5μm濾心連續過濾,循環量 3 – 6 cycle/hr.9.置換金如有需要可定時用活性碳濾心去除綠漆溶出物防止 Cu 污染.回收槽須定時更新10.線外水洗及烘乾水質要好,確實烘乾,待板子冷卻後才可疊板.避免與噴錫板共用水洗/烘乾機.11.包裝包裝前須防止放置於濕氣或酸氣環境.使用真空或氮氣充填包裝,內置乾燥劑.機密等級: 普日期: 2003/05/01化學鎳槽硝槽及鈍化程序一﹑將化學鎳藥液完全排出.二﹑加入50%(w/w)以上的硝酸﹐並啟動pump循環1小時後﹐靜置5小時以上。
电镀面积计算方法分析
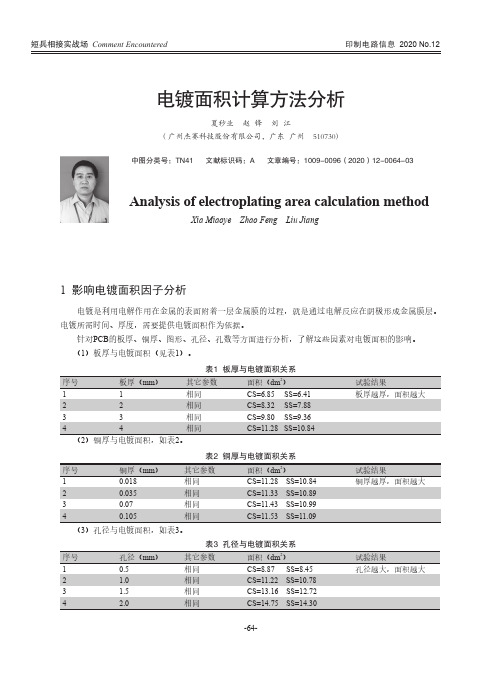
印制电路信息2020 No.12电镀面积计算方法分析夏秒业 赵 锋 刘 江(广州杰赛科技股份有限公司,广东 广州 510730)中图分类号:TN41 文献标识码:A 文章编号:1009-0096(2020)12-0064-03Analysis of electroplating area calculation methodXia Miaoye Zhao Feng Liu Jiang1 影响电镀面积因子分析电镀是利用电解作用在金属的表面附着一层金属膜的过程,就是通过电解反应在阴极形成金属膜层。
电镀所需时间、厚度,需要提供电镀面积作为依据。
针对PCB 的板厚、铜厚、图形、孔径、孔数等方面进行分析,了解这些因素对电镀面积的影响。
(1)板厚与电镀面积(见表1)。
1 1 相同 CS=6.85 SS=6.41 板厚越厚,面积越大2 2 相同 CS=8.32 SS=7.88 1 0.018 相同 CS=11.28 SS=10.84 铜厚越厚,面积越大2 0.035 相同 CS=11.33 SS=10.89 (3)孔径与电镀面积,如表3。
1 0.5 相同 CS=8.87 SS=8.45 孔径越大,面积越大2 1.0 相同 CS=11.22 SS=10.78 短兵相接实战场 Comment Encountered印制电路信息2020 No.12(4)孔数与电镀面积(见表4)。
1 2000 相同 CS=7.22 SS=6.78孔数越多,面积越大2 4000 相同 CS=8.34 SS=7.90 表5 图形与电镀面积关系1 1 相同 CS=9.48 SS=9.29 图形越多,面积越大2 2 相同 CS=10.03 SS=9.81 3 3 相同 CS=10.61 SS=10.32 2 根据流程,影响镀铜锡面积因子分析PCB 生产流程原理:开料—钻孔—沉铜—外光成像—镀铜锡—碱性蚀刻……(1)通过NPTH 孔计算面积(见表6)。
PCB常见缺陷原因与措施-PPT

16、字符模糊 17、字符印错层 18、漏印字符
19、板面沾字符油
20、字符变色 21、板厚不符 22、叠层错误 23、白斑
24、板翘
25、分层起泡
26、多孔
27、少孔 28、孔偏 29、PTH孔径超公差 30、NPTH孔径超公差
问题索引
31、NPTH孔晕圈 32、阶梯孔做反 33、孔铜不足 34、孔电阻超标 35、锡堵孔 36、孔内毛刺 37、喷锡板可焊性不良 38、沉金板可焊性不良 39、水金板可焊性不良 40、表面工艺做错 41、过孔不通 42、开路 43、 V-CUT缺陷 44、外形缺陷 45、标记缺陷
39、水金板可焊性不良
不良原因及改善措施
40、表面工艺做错
41、过孔不通
不良原因及改善措施
42、 开路
不良原因及改善措施
43、V-CUT缺陷
不良原因及改善措施
44、外形缺陷
不良原因及改善措施
45、标记缺陷
不良原因及改善措施
46、内层铜厚不符要求
47、板材用错
不良原因及改善措施
48、焊盘缺陷
17、字符印错层
不良原因及改善措施
18、漏印字符
不良原因及改善措施
19、板面沾字符油
不良原因及改善措施
20、字符变色
21、板厚不符
不良原因及改善措施
22、叠层错误
23、白斑
不良原因及改善措施
24、板翘
不良原因及改善措施
25、分层起泡
不良原因及改善措施
26、多孔 27、少孔
28、孔偏
不良原因及改善措施
1、问题索引 2、不良原因及改善措施
问题索引
1、阻焊偏位上焊盘 2、盘中孔曝油 3、阻焊脱落 4、阻焊色差 5、阻焊颜色做错 6、阻焊桥脱落 7、阻焊入孔 8、漏阻焊塞孔 9、过孔假性露铜 10、测试孔(焊盘)漏开窗 11、焊盘余胶(显影不净) 12、阻焊杂物 13、板面划伤 14、字符上焊盘 15、字符重影
制程异常分析改善汇总
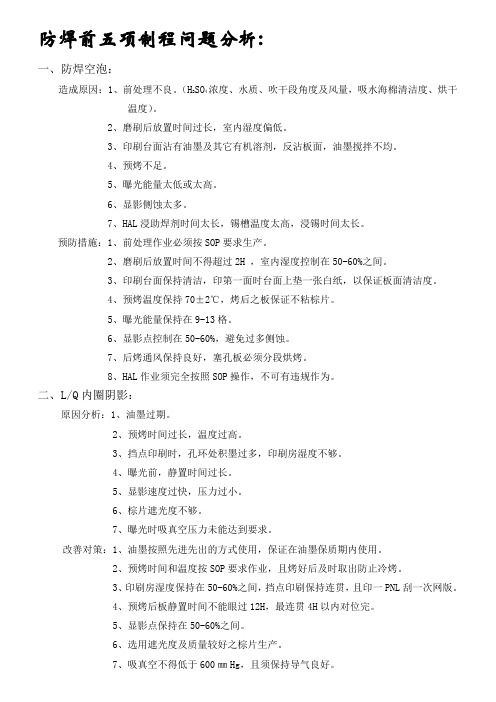
防焊前五项制程问题分析:一、防焊空泡:造成原因:1、前处理不良。
(H2SO4浓度、水质、吹干段角度及风量,吸水海棉清洁度、烘干温度)。
2、磨刷后放置时间过长,室内湿度偏低。
3、印刷台面沾有油墨及其它有机溶剂,反沾板面,油墨搅拌不均。
4、预烤不足。
5、曝光能量太低或太高。
6、显影侧蚀太多。
7、HAL浸助焊剂时间太长,锡槽温度太高,浸锡时间太长。
预防措施:1、前处理作业必须按SOP要求生产。
2、磨刷后放置时间不得超过2H ,室内湿度控制在50-60%之间。
3、印刷台面保持清洁,印第一面时台面上垫一张白纸,以保证板面清洁度。
4、预烤温度保持70±2℃,烤后之板保证不粘棕片。
5、曝光能量保持在9-13格。
6、显影点控制在50-60%,避免过多侧蚀。
7、后烤通风保持良好,塞孔板必须分段烘烤。
8、HAL作业须完全按照SOP操作,不可有违规作为。
二、L/Q内圈阴影:原因分析:1、油墨过期。
2、预烤时间过长,温度过高。
3、挡点印刷时,孔环处积墨过多,印刷房湿度不够。
4、曝光前,静置时间过长。
5、显影速度过快,压力过小。
6、棕片遮光度不够。
7、曝光时吸真空压力未能达到要求。
改善对策:1、油墨按照先进先出的方式使用,保证在油墨保质期内使用。
2、预烤时间和温度按SOP要求作业,且烤好后及时取出防止冷烤。
3、印刷房湿度保持在50-60%之间,挡点印刷保持连贯,且印一PNL刮一次网版。
4、预烤后板静置时间不能眼过12H,最连贯4H以内对位完。
5、显影点保持在50-60%之间。
6、选用遮光度及质量较好之棕片生产。
7、吸真空不得低于600㎜Hg,且须保持导气良好。
三、卡锡珠:原因分析:1、印刷塞孔不满(量产板)。
2、退洗板导通孔内油墨未剥除干净。
3、油墨本身质量问题。
4、HAL贴胶未贴好,某些孔呈半覆盖状态。
5、HAL浸助焊剂及浸锡时间过短。
改善对策:1、从印刷各条件去改善塞孔程度。
(刮刀压力、角度、确度、速度、网目T数量)2、选用适合的退洗液,尽可能洗净导通孔内油墨,保证塞孔效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三大奖项申报表
一.基本信息:
二.指标达成情况:
1.品质数据改善:
虹喜除钯药水对孔上金问题的改善,与以前使用的硫脲效果对比,NPTH孔上金问题板的返工数量降低了48%
2.成本费用节约:
实施前硫脲药水年度成本费用为13.4万元;实施后除钯药水年度成本为3.8万,年度成本节约9.6万。
三.周边评价(申请部门仅需填写序号及评价部门两列即可)
备注:周边评价部门为该提案实施以及应用中相关关联部门。
四.审核意见(详细内容请参阅总结报告):
NPTH孔上金问题改善
1.背景
P2外层蚀刻线的除钯缸使用的药水为:37%的工业级盐酸与工业级硫脲。
此药水缸的主要作用:除去蚀刻后NPTH孔孔壁上残留的胶体钯,防止后续流程沉金后出现NPTH孔内上金现象。
目前除钯药水在生产过程中存在的问题:
1.硫脲药水效果存在衰减,换缸频率1周2次,换缸频繁,且NPTH孔内除钯效果不佳。
5-7月因NPTH孔上金的缺陷问题返工,返工数量约1329块/月,大量的返工板持续影响着生产的品质及进度;
2.硫脲药水咬铜量偏大,1.20m/min的除钯速度(控制范围上限),对线路毛边咬铜约0.3mil,细线板或多次蚀刻的厚铜板容易出现线小问题;
因此,工厂提出要求,对比试用新的除钯药水,选择最佳的药水用于生产,改善NPTH孔上金问题。
2.目的
通过试用不同品牌的除钯药水,改善NPTH孔上金问题,减少返工比例,提高生产效率,降低生产成本。
3.过程实施
见附件一:《新物料试用报告-P2厂除钯剂试用报告》
4.总结
4.1创新性
通过试用物料对比,选择最佳的物料,达到改善品质,节约成本,提高效率的目的。
4.2持续性
简单易推广,NPTH孔上金问题的数量,返工比例等指标在应用转化阶段已经达成
4.3应用转化情况
已下发内部联络单《内部联络单-RD20141014-关于P2厂SES线换用除靶剂事宜》,使用虹喜除钯药水替代目前使用的硫脲药水,后续将相关的规范要求完善至作业指导书中。
5.经验教训及后续改进计划
1.经验教训:对品质成本的改善,不能只停留在原始条件的基础上做参数调整优化,可以通过试用新的物料进行效果对比,达到预期的改善效果。
2.后续改进计划:无
6.相关附件及证明材料。
附件一:《新物料试用报告-P2厂除钯剂试用报告》
附件二:《内部联络单-RD20141014-关于P2厂SES线换用除靶剂事宜》
报告人:日期审核:。