农铵吨包装元器件分布图(相关文字未标注)
硫酸铵包装设备使用说明书

DXQFEHHJ538-2589-D型包装设备使用说明书潜山外贸总公司安徽派克机电设备有限公司ANHUI PAIKE MECHANICAL AND ELECTRICAL EQUIPMENT CO.,LTD一、概述DXQFEHHJ538-2589-D型包装设备是我公司技术人员结合从业数年积累的行业丰富经验,同时在参照国内外同类产品的基础上设计开发的,它的设计、安装、调整与计量鉴定、平常维护都依据国际法制计量组织(OIML.R61)国际建议《重力式自动装料秤》、执行的标准QB/T2501、检定规程《定量自动衡器》TJG731—91。
它吸取了同类产品的优点,特别适合石油、化工、饲料、种子等行业使用,重要用于粉料与颗粒物料的包装,具有线性好、计量精度高、质量可靠、长期稳定、操作简朴、调试方便、具有自检功能等特点,深受用户好评。
二、技术指标计量范围1-100 Kg /包(可调)包装速度5~15包/分钟称重精度优于1‰包装精度优于1.5‰包装袋规格600mm×1000mm电源电源AC220V 50Hz功率0.05Kw气源0.4~0.7 Mpa; 气耗≤80NL三、设备结构及作原理DXQFEHHJ538-2589-D型包装设备重要有电气控制及机械两部分组成。
其中机械部分重要有辅料斗、粗细给料装置、计量下料斗、夹袋等若干单元组成。
电气控制部分重要有称重控制系统、主控制板、程序控制、数据采样、信号解决、称重模块、功率驱动板、电源、汽缸、电磁阀结合的若干单元组成。
该设备的重要组成部分图片如下:二楼平台的辅料斗、粗细给料装置、计量下料斗部分一楼的夹袋部分一楼的电气控制柜该设备是半自动化定量包装系统的一种,它集机、电、气、称重控制器控制为一体。
定量包装物料经给料机构进入称量装置。
重量通过称重传感器输出称重电压信号,信号通过称重控制器上适时显示,同时,称重控制器输出各种控制信号,控制气动机构产生各种动作,以完毕粗、细给料、夹袋、卸料、超差报警等功能。
打包机图纸已翻译版
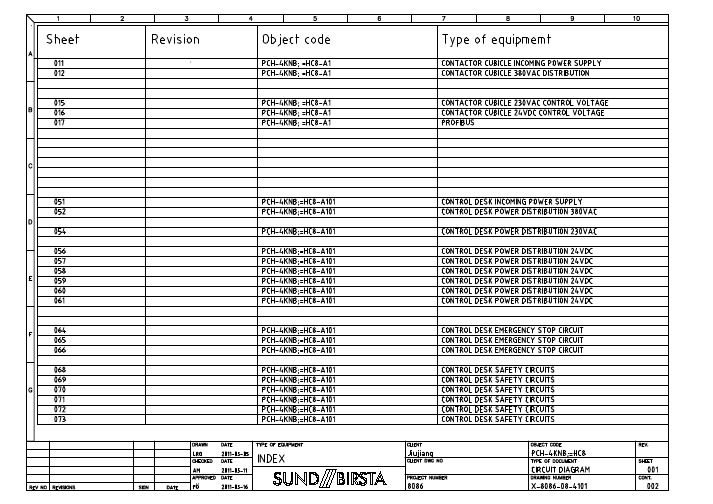
总进线柜
光纤通讯模块A101操作台
上站:
下站:A112-HY 液压油箱分站
操作台
从外部UPS来的230v电源
电压等级选择必须拨到恰当位置!!
PLC,触屏,通讯接口等的24v供电
24v输出部分的供电
操作台此设备我厂未用
安全停车接触器
安全停车接触器
安全停车接触器
安全停车接触器
安全停车时,用于外部输出模块的供电被这几个接触器切断,所有外部输出模块失去电源!!
光纤总线终端
触屏plc317控制柜上的
触屏扩展外接端口用于监控
插鼠标等外用设备以及提供220v电源
终端供电模块
终端供电模块
8通道数字量输出模块,0.5A容量
操作台该部分为台面的18位旋钮,只使用
其中5点,根据这5点的输入状态
在程序中形成BCD编码,用于动作
选择
启动定制功能
扭结功能BCD码组合选择(同上)操作台
启动选择的扭结功能
该部分我厂设备未用
该部分我厂设备未安装。
蔬菜包装标准表格及附图

26
香
菇
打包
菇形完整、不发黑、饱满有弹性、茎杆较短,每盒约重400g-500g。
1、挑拣:将商品放在加工台上,挑拣出发黑的、畸形的、用剪刀剪去根部底部。2、码盒:将修剪好的商品码放于型号为2015盒内(根部向下,不得裸露于外面)码盒完毕后放入传送带内。3、打包:用型号为300×500保鲜膜进行了打包作业。4、装筐:经检验要合格后,以每层6盒,每筐4层交叉码放,每筐重约10kg
22
大
葱
捆扎
葱白粗细均匀,无须,柄脆嫩,坚韧,无中空现象,根部切割整齐,去除老皮,每把约400g—500g。
1、分把:以3-4根为一把(可根据商品的长短进行调整)2、挑拣:摘除黄叶、烂叶、剥去老皮3、对齐:将商品在加工台上进行整理。4、捆扎:用绿胶带在离根12公斤的位置捆扎一道,在离根部30公分的位置捆扎第二道,捆扎紧凑。捆扎完毕后,用剪刀对根部进行修整,并将商品以根部向后摆放在传送带上。5、经检验合格后,进行装筐作业,每层8把,每筐5层,交叉码放,每筐重约10kg。
24
毛
豆
装袋
豆体呈浅绿色、有毛刺、豆体不发黄、米粒均匀、无腐烂,每袋约500-600g。
1、挑拣:将商品放在加工台上,挑拣出腐烂的,果粒有饱满的。2、装袋:以500g左右为标准,放入装袋机内进行装袋作业。3、装筐:经检验合格后,进行装筐作业。以每层8包,每筐4层,每筐重约13kg。
25
扁
豆
角
装袋
豆体呈浅绿色、豆体不发黄、米粒均匀、无腐烂,每袋约500-601g。
电子元器件供应链关系图及其详解

电子元器件供应链关系图及其详解在元器件管理和供应商管理中,有的人会把供应链中的一些概念或关系混淆。
我也在相关文章上有所介绍,不过介绍得不是非常清晰。
本文将结合图示来更清晰地作一个介绍。
01供应商关系图首先是供应商关系图,举例如下:图1供应商关系图在实际的市场中,供应商关系比图1复杂得多,不过图1足以说明大部分的情况。
本关系图中,图中的箭头表示元器件的流向。
图中箭头起始端所在的公司的就是其终端所指的公司的直接供应商,一般情况下说供应商就是指直接供应商。
比如说整机厂G公司,其供应商有C、E、F、D 几家公司。
而元器件生产厂A和B公司不是G公司的直接供应商,最多算是G公司的间接供应商。
对于整机厂H公司来说,其供应商除了E、D公司,元器件生产厂A也是其(直接)供应商。
值得注意的是,图中表示贸易商E公司和F公司之间会相互调货,所以他们互为对方的供应商。
元器件生产厂,顾名思义,就是生产元器件的厂家,或者元器件的品牌拥有者(元器件生产可能请人代工)。
整机厂则是元器件生产厂的终端客户。
元器件生产厂的销售模式有多种多样。
有的元器件厂既供货给终端客户,又供给代理商;有的只供给代理商而不直接供货给终端客户。
同时,有的元器件厂会直接供货给贸易商,有的元器件厂不供货给贸易商(贸易商只能从其代理商处进货)。
一般元器件厂有多个代理商时,要求其不同的代理商不能做同一家整机厂的供应商,以免恶性竞争,不过现实操作时并没有那么严格。
值得注意的是,图1中有个冒牌货制造处I,那里可能冒牌A 品牌或B品牌的元器件,通过贸易商销售给整机厂。
冒牌货制造处I有可能是直接生产元器件的厂家,但是其元器件的标示不打自己的牌子,而是冒牌别的名牌;也有可能是小作坊之类的处理处,专门买一些三流的品牌的元器件,然后通过改丝印或改标签等,冒牌成名牌产品;也有拿旧货进行翻新处理之后冒充新出厂日期的。
冒牌货制造处I之类地方出来的元器件可以统称假冒伪劣产品。
代理商和(普通)贸易商都是贸易类公司,他们不生产元器件,只是从元器件厂家那里进货,然后卖给自己的下游客户,属于中间商。
食品工厂设计常用图样之专题四 管道布置ppt课件
中Ⅰ系列)
管道 等级
隔热 型式
SL1305-100 EL×××.×××
SL1305-100B1A(H) BOP EL×××.×××
标高(以管道中心线为基准)
3.1.4 图名
管道布置图 EL×××.×××平面
Page 21 2019年7月5日9时34分
标高(以管底为基准)
管道布置图
A-A、B-B、…剖视
一组视图
管 尺寸、标注
道 管口表
布 置
分区索引图
图 方向标
标题栏
Page 2 2019年7月5日9时34分
2 管道布置图的视图
2.1 绘制管道布置图的一般要求
2.1.1 图幅
管道布置图的图幅应尽量采用A0。 比较简单的也可采用A1或A2。 同区的图应采用同一种图幅。 图幅不宜加长或加宽。
Page 32 2019年7月5日9时34分
5 化工管道图阅读
Page 33 2019年7月5日9时34分
5 化工管道图阅读
Page 34 2019年7月5日9时34分
A-A
5 化工管道图阅读
A
A
Page 35 2019年7月5日9时34分
5 化工管道图阅读
A-A
Page 36 2019年7月5日9时34分
3.2.6 仪表控制点
标注用指引线从仪表控制点的安装位置引出。 也可在水平线上写出规定符号。
Page 24 2019年7月5日9时34分
3 管道布置图的标注
3.2.7 管道支架
水平向管道的支架标注定位尺寸。
垂直向管道的支架标注支架顶面或支承面的标高。
在管道布置图中每个管架应标注一个独立的管架 编号。
元器件封装查询图表,图文并茂,一目了然

元器件封装查询图表,图⽂并茂,⼀⽬了然元器件封装查询A.名称Axial描述轴状的封装名称 AGP(AccelerateGraphical Port)描述加速图形接⼝名称AMR (Audio/MODEM Riser)描述声⾳/调制解调器插卡B.名称BGA(Ball Grid Array)描述球形触点阵列,表⾯贴装型封装之⼀。
在印刷基板的背⾯按阵列⽅式制作出球形凸点⽤以代替引脚,在印刷基板的正⾯装配LSI 芯⽚,然后⽤模压树脂或灌封⽅法进⾏密封。
也称为凸点阵列载体(PAC)名称 BQFP(quad flat package with bumper) 描述带缓冲垫的四侧引脚扁平封装。
QFP 封装之⼀,在封装本体的四个⾓设置突(缓冲垫)以防⽌在运送过程中引脚发⽣弯曲变形。
C.陶瓷⽚式载体封装名称C-(ceramic)描述表⽰陶瓷封装的记号。
例如,CDIP 表⽰的是陶瓷DIP。
名称 C-BEND LEAD 描述名称CDFP描述名称 Cerdip描述⽤玻璃密封的陶瓷双列直插式封装,⽤于ECL RAM,DSP(数字信号处理器)等电路。
带有玻璃窗⼝的Cerdip⽤于紫外线擦除型EPROM 以及内部带有EPROM 的微机电路等。
名称 CERAMIC CASE 描述名称 CERQUAD(Ceramic Quad Flat Pack) 描述表⾯贴装型封装之⼀,即⽤下密封的陶瓷QFP,⽤于封装DSP 等的逻辑LSI 电路。
带有窗⼝的Cerquad ⽤于封装EPROM 电路。
散热性⽐塑料QFP 好,在⾃然空冷条件下可容许 1.5~2W 的功率名称 CFP127 描述名称CGA(Column Grid Array)描述圆柱栅格阵列,⼜称柱栅阵列封装名称 CCGA(Ceramic Column Grid Array)描述陶瓷圆柱栅格阵列名称 CNR 描述CNR 是继AMR 之后作为INTEL 的标准扩展接⼝名称 CLCC 描述带引脚的陶瓷芯⽚载体,引脚从封装的四个侧⾯引出,呈丁字形。
元件配线图
元件配线图在PCschematic ELautomation中,可以为当前的设计方案创建元件配线图。
本章节叙述了——在元件配线图中 (1)——配线图中的“*” (2)——配线图的形式符合IEC1083-3标准 (2)——为同一个设计方案生成多个配线图 (2)——创建元件配线图 (2)——创建元件配线图时的选项设置 (3)——标签“常规” (4)——标签“标准” (5)——标签“页面” (7)——标签“符号” (8)——标签“线” (11)——更新已有的元件配线图 (12)在元件配线图中元件配线图可以作为一个单独的PCschematicELautomation设计方案创建,也可以添加到当前的设计方案中。
创建了配线图后,可以移动其中的线和符号,像在常规页面中一样,对它进行编辑。
——如果对创建出的配线图形式不满意,可以改变它的设置,再重新创建一个。
元件配线图也可以像常规页面一样打印出来。
配线图中的“*”使用元件配线图配线时,会发现有的线的 旁边有一个“*”。
这意味着这条线的另一 端已在另一个地方接上了。
如果从配线图的第一页开始,按照先后顺 序为元件配线,就可以很好地理解“*” 的含义。
配线图的形式符合IEC1083-3标准创建的配线图符合IEC1083-3标准。
为同一个设计方案生成多个配线图可以为同一个设计方案生成多个配线图。
要更新元件配线图时,必须选中设计方案中包含配线图的一个页面,再选择工具=>元件配线图。
创建元件配线图要创建元件配线图,就选择工具=>元件配线图。
这时会出现创建新的元件配线图对话框。
下面会详细叙述。
更新元件配线图如果选中的页面包含已创建的元件配线图,会进入更新元件配线图对话框。
相关叙述见12页“更新元件配线图”。
向设计方案中添加元件配线图如果没有选中设计方案的配线图页面,则会创建新的元件配线图。
当创建了元件配线图后,会被提示是否要把它添加到设计方案中:回答“是”——把元件配线图添加到设计方案中 如果回答“是”,将会把元件配线图添加到设计方案中,包括一个章节划分页面连接布置。
M2U1 表面组装元器件(6)-PPT
ห้องสมุดไป่ตู้ M2U1 表面组装元器件(六) 4.已吸湿MSD的烘干 五、湿敏元器件的保管与使用
⑴ 需烘干条件:开封时,HIC>30%的MSD;
开封后,MSD未在规定时间内用完; 超过存储的MSD。
⑵ 烘干方法:
① 低温烘干法:T=(40±2)℃,RH<5%,t=192h ② 高温烘干法:T=(125±5)℃,t=5~48h
即表示目前的湿度。
RH≤30% ——包装内元器件安全 RH>30%——包装内元器件已有吸湿的危险,使用前需对包 装内元器件进行烘干
M2U1 表面组装元器件(六) 2.开封使用
五、湿敏元器件的保管与使用
生产场地环境:T<30℃,RH<70%;
在规定的现场使用寿命内使用完:
注:SMT生产环境为T=25±3℃,RH为40%-70%。 (RH太低,容易产生静电,RH高则易吸潮)
M2U1 表面组装元器件(六) 1.元器件的四种包装 形式
⑶ 托盘包装
Tray
四、表面组装元器件包装
又称华夫盘,单层或多层。 主要包装共面性要求高或大 尺寸的IC器件。
可供烘烤除湿使用。
M2U1 表面组装元器件(六) 1.元器件的四种包装 形式
⑷ 散装
Bulk 供无极性无引脚的SMC;
四、表面组装元器件包装
容器可以再循环使用;
不利于自动化拾取。
M2U1 表面组装元器件(六)
四、表面组装元器件包装
2.元器件包装的选用原则
尽量选用编带包装 对于大尺寸、细间距IC等共面性要求高的,尽
量选用托盘包装
小批量生产,可选择管状包装,散装
M2U1 表面组装元器件(六) 3.IPC规定的部分包 装具体规格尺寸
GB191-2000包装储运图示标志
包装储运图示标志Packaging-Pictorial marking for handling of goodsGB 191-2000代替GB 191-1990前言本标准等效采用国际标准ISO780-997《包装——搬运图示标志》。
包装标志标准是基础性标准,因此应尽可能与国际标准一致,以尽快适应国际贸易的需要。
相对于GB191-1990,本标准中有以下几点做了适当的修改:1、依据新的国际标准,将标志由原来的12个增加到17个,考虑到标准使用的方便性,将个别标志的使用方法在标准中加以说明。
2、本标准主要包括标志图形、颜色、尺寸以及标志的使用方法。
本标准自实施之日起,代替GB191-1990《包装储运图示标志》。
本标准同中国包装总公司提出。
本标准由全国包装标准化技术委员会归口。
本标准主要起草单位:铁路部标准计量研究所。
本标准参加起草单位:交通部标准计量研究所、全军包装工作办公室、中国出口商品包装研究所、机械部机械科学研究院。
本标准主要起草人:张锦、熊才启、郭宝华、李建华、黄雪。
本标准1963年10月首次发布,1973年9月第一次修订,1985年6月第二次修订,1990年12月第三次修订。
ISO前言国际标准化组织(ISO)是各国国家标准化机构(ISO成员团体)共同组织的世界性联合机构。
国际标准的制订工作是由ISO各技术委员会进行的。
每一成员团体都有权派代表参加其所关心的课题的技术委员会。
各政府性或非政府性的国际组织,凡与ISO有联系的,也都参加这项工作。
有关电工标准化方面的内容,ISO与国际电工委员会紧密合作。
< 技术委员会通过的国际标准,在ISO理事会采纳为国际标准以前,先分发给各成员团体征求意见。
按ISO程序,至少应有75%成员团体投票通过。
ISO780国际标准是由ISO/TC 122包装技术委员会制订的。
此第四版取消和代替了第三版(ISO 780:1985),作了技术性修改。
本标准中的附录A只作为提示性文件。
蔬菜包装标准表格及附图
18
山
药
打包
灰褐色、呈椭圆形、无腐烂、无破裂、茎根粗直、不带泥土,每盒约400g-500g。
11
油
麦
菜
捆扎
新鲜、叶翠绿、无腐烂、无枯萎、根部干净,约400g-500g
1、分把:以4-5棵为一把(可根据商品的大小进行调整)。2、挑拣:摘除黄叶、烂叶、挑拣出腐烂的、断裂的。3、对齐:将商品在加工台上进行整理。4、捆扎:用绿色胶带在离根部12公分的位置捆扎一道,捆扎紧凑,捆扎完毕后,用剪刀对商品根部进行修整。5、装筐:经检验合格后,进行装筐作业,以每层8把,每筐4层交叉码放,每筐重约10kg。
14
白
萝
卜
翻筐
(挑拣)
通体白色、直身、大小均匀、无黑心、无损伤和畸形、无开裂、无锈斑、无定量。
1、挑拣:将商品摆放在加工台上,挑拣出损伤的、畸形的、断裂的、无锈斑的商品,将好的商品摆放在传送带上。2、装筐:经检验合格后,用白色周转筐,以每层4根,每筐4层、每筐重约15kg为标准。
15
胡
萝
卜
装袋
通体红色,长圆锥形,大小均匀根部微呈绿色,表皮整洁,无损伤、无黑斑、无腐烂,每袋装500g-600g。
13
芹
菜
捆扎
深绿色叶片、叶柄脆嫩多汁、无腐烂、无黄叶、无变软。根部切割,整齐不带泥,每把约450g-500g
1、分把:以2-3棵为一单位(可根据棵形大小、调整)。2、挑拣:将商品放在加工台上,摘除黄叶、烂叶、挑拣出腐烂、断裂的。3、对齐:将商品用手在加工台上整理。4、捆扎:用绿色脐带在离根部12公分的位置,捆扎一道,在离根部30公分位置,捆扎第二道,捆扎紧凑,捆扎完毕后,用菜刀对商品的根部进行修整,并将商品以根部向后摆放在传递带上。5、装袋:因芹菜长度过长,无法使用周转筐,采用塑料袋装袋作业,以每袋重15kg标准
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
农铵吨包装元器件分布图
电气控制柜
第一排
左起:
1.台达变频器
上端子:A12,B12,C12
下端子:前端子
设备位号:仪表位号:
RB OUT5_1
RC OUT5
MO与M4短接
M3 AM3
M4 AM4
GND COM
后端子
1U2
2V2
3W3
2.24V电源模块
第二排
1.3个空气开关:
上端子下端子
1. A A1(并)
B B1(并)
C C1(并)
2. A1 L
N N
3. A1 A12
B1 B12
C1 C12
2.4个断路器:
上端子下端子
1. A1 A11
B1 B11
C1 C11
2. 未接A13
未接B13
未接C13
3. 未接A14
未接B14
未接C14
4. 未接A15
未接B15
未接C15 3. 2个中间继电器:
KA1:线圈24V+(并),OUT4-
输出AM3,COM(并)用8与12的常开触点KA2:线圈24+(并),OUT5(并)
输出AM4,COM(并)用8与12的常开触点
第三排
左起:4个固态继电器
1.线圈:24V+,OUT3
输出:上端子下端子
A11 U1
B11 V1
C11 W1
2. 线圈:24V+(并),OTU5_1
输出:上端子下端子
A13 U3
B13 V3
C13 W3
3. 线圈:24V+(并),Y1
输出:上端子下端子
A14 U4
B14 V4
C14 W4
4. 线圈:24V+(并),Y2
输出:上端子下端子
A15 U5
B15 V5
C15 W5
第四排
左起第二个端子排:
10芯电缆(实际采用了九芯)
上端子颜色标识(红)下端子颜色标识(各种颜色)COM 灰
24V+ 棕
OUT3 绿
OUT4 黄
OUT5 蓝Y1 白Y2 紫L 红N 黑
仪表控制柜控制柜面板:
第一排
电源指示:24V,COM
称重输送指示:24V,Y1
出包输送指示:24V,Y2
加料完成指示报警:24V,Y0
第二排
输送启动按钮:COM,X1
输送停止按钮: COM,X2
仪表启动按钮: COM,IN1
仪表停止按钮:COM,IN2
第三排
称重输送点动按钮:X3,COM
出包输送点动按钮:X4,COM
余料放空按钮:OUT5,COM
OUT4,COM
OUT3,COM
GM9904(称重控制器)后部端子排接线图:
上排左起:
1.空端子排
2.后部面板上的接线端子标注与仪表位号不符
接线端子标注仪表位号OUT5 OUT6
OUT4 OUT5
OUT3 OUT4
OUT2 OUT3
OUT1 OUT1
3.后部面板上的接线端子标注与仪表位号不符
接线端子标注仪表位号OUT12 0UT9
下排左起:
1.传感器接线
仪表颜色接线端子标注四线制:红+
黑_
蓝G+
黄G_
黑粗GND
仪表位号接线端子标注2. 24V+ 24V+
COM COM
IN1 IN1
IN2 IN2
仪表位号接线端子标注3.IN6 IN6
仪表位号接线端子标注4.N(红)N
接地(黄绿)G
L(红)L
XC1_16T_E(PLC)
上端子:
仪表位号设备标识
前排1. L L
2.空PG
3.OUT6 XO
4.X2 X2
5.X4 X4
6.OUT9 X6
后排1. N N
COM
3.X1 X1
4.X3 X3
5.空X5
6.OUT1 X7
下端子:
仪表位号设备标识
前排1. 空
2.Y0
3.Y2(并)
(并)
5.Y5
6.空
后排1. 空
(并)
3.Y1(并)
4.空
5.Y4
6.空
仪表控制柜端子排
10芯电缆(实际采用了九芯)
上端子颜色标识(红)下端子颜色标识(各种颜色)L 红
N 黑
OUT5 蓝
Y1 白
Y2 紫
OUT4 黄
24V+ 棕
COM 灰
OUT3 绿
3芯电缆(实际接两根)
上端子颜色标识(红)下端子颜色标识(各种颜色)IN6 红
COM 黑
4芯电缆(实际采用3根)
上端子颜色标识(红)下端子颜色标识(各种颜色)OUT3 黑
Y4 绿
24+ 黄。