武汉理工大学材料成型CAE综合实验实验报告
材料成型CADCAE综合实践报告

由以上分析结果可得制件充填均匀,几乎总
是充满,流动前沿温度,气穴等分布合理。熔接
痕较可以接受。但是,冷却水管的冷却效率不高,
其温差只有0.33度,还有就是制件的翘量较,最
大的地方高达1mm,由于该产品是台灯的底座,
需要和壳体进行装配,故精度要求较高。针对以
不足,以下提出解决方案。
④方案二
由方案一可得,产品主要存在的问题有翘曲量过大,冷却回路效率不高。翘曲,可能是由于顶出温度过高,导致收缩温度不均一起的,或者是冷却不均匀引起的。冷去效率不高可能是因为,冷却回路离制件太远。故针对以上可能进行如下改进:
6
如图所示图为所创建的CAD模型图,具体请参见源文件(文件夹taideng)
7
①前处理
对模型进行处理,去掉一些倒角,以便缩短分析时间同时对结果影响不大。网格采用双层面网格,边长为3mm。冷却水道的网格为圆柱状长度为15mm。网格经修改过后,无相交重叠单元,无配向不正确单元,连通性良好,修改后的参数如下
②浇口位置、成型窗口分析
由浇口位置分析可得建议的交口位置在节点10871附近,然后将浇口设置在节点10871进行成型窗口分析,得出:推荐模具温度65度,推荐熔体温度277.96度,推荐注射时间0.4432秒。以下是分析结果:
③
根据上述分析结果,设置分析条件如下:熔体温度720度,开模时间8秒,模具表面温 度65度,开模温度75度,分析类型为填充+保压+翘曲+冷却,冷却水管及浇口形式布置如下图所示。
EMX:Expert Moldbase extension,模具专家系统扩展,是PROE软件的模具设计外挂,是PTC公司合作伙伴BUW公司的产品。EMX可以使设计师直接调用公司的模架,节省模具设计开发周期,节约成本,减少工作量。
板料成形CAE分析
板料成形CAE分析实验报告班级:学号:姓名:板料成形CAE分析一、实验目的和要求:通过本实验的教学,使学生基本掌握有限元技术在板料塑性成形领域的应用情况,拓宽学生的知识面,开阔视野,使学生对塑性成形过程的数值模拟技术有深刻的理解,预测板料弯曲成形的性能。
二、教学基本要求:学会使用Dynaform数值模拟软件进行板料弯曲成形过程的仿真模拟,对模拟结果具有一定的分析和处理能力。
三、实验内容提要:掌握前处理的关键参数设置,如零件定义、网格划分、模型检查、工具定义、坯料定义、工具定位和移动、工具动画、运行分析。
了解后处理模块对模拟结果的分析,如读入d3plot 文件、动画显示变形和生成动画文件、成形极限图分析、坯料厚度变化分析等。
四、实验步骤1、导入零件模型,保存文件打开下拉菜单File->Import,如图2所示,在F:\dynaform\BLANK_CAE目录下分别导入文件punch.igs,binder.igs,die.igs和blank.igs。
图1 导入文件窗口3、更改零件层名打开下拉菜单Parts->Edit,对应不同的零件更改层名,改好层名后保存文件。
图2 修改层名窗口4、进行网格划分以blinder为例进行说明。
(1)、点击,只选择binder1(红色),点击OK退出。
图3(2)、选择Preprocess—>Element进入如图3界面。
选择,在surf mesh中将max size 改为5.图4 图5(3)、依次选select surfaces—>displayed surf-->0k-->apply,然后依次退出各个页面。
网格化后的零件如图6所示。
图6网格化后的零件4、检查工具。
仍然以binder为例。
(1)、点击preprocess—>model check,出现如图7界面。
图7(2)、点击,选择cursor pick part,点击工具的小格单元,出现如图8界面。
材料成型及控制工程专业综合实验报告

材料成型及控制工程专业综合实验报告实验报告:材料成型及控制工程专业综合实验一、实验目的:1.掌握材料成型及控制工程的基本原理;2.学习并了解材料成型及控制工程的实际应用;3.提高实验操作技巧和实验数据分析能力。
二、实验仪器和材料:1.数控铣床:用于完成加工实验;2.数控线切割机:用于完成线切割实验;3.材料样品:使用铝合金和塑料材料。
三、实验内容:1.数控铣床实验:a.将铝合金材料夹在数控铣床上,设定加工参数;b.进行铣削操作,实现铝合金材料的加工成型;c.调整加工参数,观察对加工结果的影响。
2.数控线切割机实验:a.将塑料材料放置在数控线切割机上,设定切割参数;b.进行线切割操作,实现塑料材料的切割成型;c.调整切割参数,观察对切割结果的影响。
四、实验过程:1.数控铣床实验:a.将铝合金材料夹在数控铣床上,设定加工参数,包括切削速度、进给速度、转速等;b.打开数控铣床电源,进行加工操作,观察铝合金材料的加工成型情况;c.根据加工结果,调整加工参数,观察对加工结果的影响。
2.数控线切割机实验:a.将塑料材料放置在数控线切割机上,设定切割参数,包括切割速度、电弧电压、电弧电流等;b.打开数控线切割机电源,进行切割操作,观察塑料材料的切割成型情况;c.根据切割结果,调整切割参数,观察对切割结果的影响。
五、实验结果及分析:1.数控铣床实验结果:a.观察到不同的加工参数对铝合金的加工效果有明显影响,例如切削速度过快会导致切削不够充分,切削速度过慢则会导致切削效果不理想;b.通过不断调整加工参数,得以实现较为满意的加工成型结果。
2.数控线切割机实验结果:a.观察到不同的切割参数对塑料材料的切割效果有明显影响,例如切割速度过快可能导致切割不完全,切割速度过慢则可能引起材料熔化;b.通过不断调整切割参数,得以实现较为满意的切割成型结果。
六、实验总结:材料成型及控制工程是一门综合性很强的工程学科,通过本次实验,我们了解到了材料成型和控制工程的基本原理和实际应用情况。
材料成型及控制工程专业综合实验报告
材料成型及控制工程专业综合实验报告变形程度和屈服强度之间的关系分析^p 可得:三次项的判定系数R2为0.6251,结合理论知识和实际误差,本设计选用三次项模型曲线作为变形程度和屈服强度之间的关系曲线。
WordWord文档实验中由各组实验数据分析^p 可得:铝板的屈服强度和抗拉强度随着变形程度变化的大致趋势是先减小后增大,而延伸率随着变形程度的增加大致呈现先增大后减小。
理论上分析^p :塑性变形改变了金届内部的组织结构,在晶粒内部出现滑移带和孚生带,同时晶粒外形发生变化,晶粒的位向也发生改变。
如:出现纤维状组织,形成变形织构。
因而改变了金届的力学性能。
随着变形程度的增加,金届的强度,硬度增加,塑性和韧性相应的下降。
原因主要是由丁加工硬化的结果。
即,是由丁塑性变形引起位错密度增大,导致位错之间交互作用增强,大量位错形成位错缠结,不动位错等障碍,形成高密度的位错林,使其余位错运动阻力增大,丁是塑性变形抗力提高,金届塑性降低。
实际实验结果与理论差别的原因:(1)实验设计变形程度相对偏小,导致实验结果不是很明显。
(2)轧制试样在轧制时由丁轧机弹跳值的影响导致变形不均匀。
(3)在钳工加工过程中加工精度不高,是拉伸件表面光滑程度不均,加工过程中使工件表面产生划伤。
(4)数据处理精度不高,每次进行数据测量时应该多次测量取平均值,数据读取时应该有同一个学生读取,以尽可能的减少测量误差。
7实验小结本次综合实验的课题变形程度对铝板冷轧变形力和机械性能的影响。
通过本次综合实验的训练让我们进一步掌握材料成型过程中力能参数的检测,变形后金届性能测试的原理,方法和技术,熟练地掌握相关仪器设备的使用与操作方法,巩固材料成形理论知识,进一步提高了我们对专业知识的综合运用分析^p ,解决实际问题的能力。
本次设计是老师给出课题,让我们自己去设计,自己去动手做。
实验主要分为轧制实验和拉伸实验,实验设计的基本思路是:首先,设计实验方案,再根据设计的实验参数运用剪切机剪取六块铝板试样,进行轧制实验。
材料成型CAE实验报告
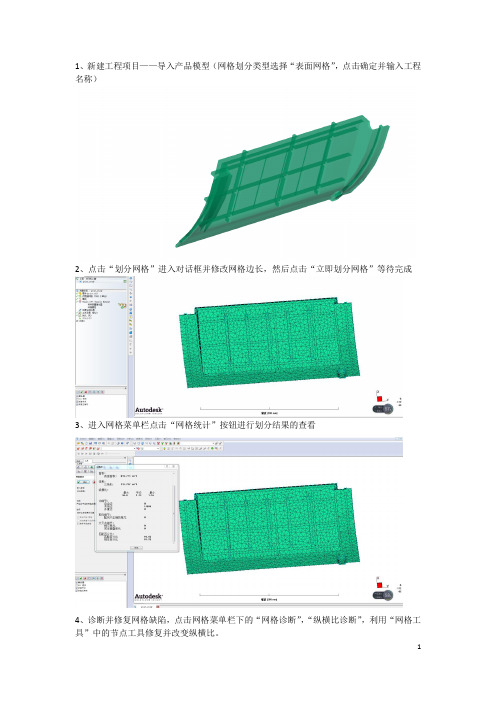
1、新建工程项目——导入产品模型(网格划分类型选择“表面网格”,点击确定并输入工程名称)
2、点击“划分网格”进入对话框并修改网格边长,然后点击“立即划分网格”等待完成
3、进入网格菜单栏点击“网格统计”按钮进行划分结果的查看
4、诊断并修复网格缺陷,点击网格菜单栏下的“网格诊断”,“纵横比诊断”,利用“网格工具”中的节点工具修复并改变纵横比。
5、点击“网格统计”查看结果,重复第3、4步骤直至符合要求为止。
6、选择分析项目,选择“浇口位置”分析,然后点击“立即分析”按钮并查看分析日志
7、复制工程项目并修改名称,在复制的项目中重新选择分析项目“冷却+填充+保压+翘曲”,然后选择“分析材料”为PC
8、利用“创建柱体单元”功能手动设置注射位置并对其划分网格且边长为10
9、利用“网格诊断”中的“连通性诊断”对连通性进行查看
10、双击“创建冷却系统”进入“冷却回路向导”设置相关的参数
11、设定成型工艺参数,并点击“立即分析”进行分析
12、查看分析日志,同时对分析结果的各分析项目进行查看与判读,也可以进行分析结果报告制作。
CAE预作实验报告

•2)打开前处理文件界面分别增加工具体,topdie和bottomdie(workpiece已经存在)。
•3)在各个工具体上相应导入几何体(就是前面所导出的stl文件。
•4)检查上述几何体几何状况。
•5)对坯料进行网格划分(有热传导情况模具也应划分网格)
四、实验步骤
•1.三维造型与模具设计
•1)对指定的二维产品图,使用ugNX2.0造型;
•2)根据产品模型,确定成形工艺并将成形模具工作部分和所需坯料进行造型;
•3)将所得三维模型转换为STL格式,取好相应的文件名,比如。Topdie.stl, botdie.stl, billet.stl。
•2.网格划分和前处理
(2)利用DEFORM-3D有限元分析软件,模拟金属的流动规律和力能关系,能够有效帮助设计人员优化工艺参数和模具设计,减少模具的前期开发费用,减少了设计人员的工作量,从而有利于缩短模具的设计开发周期。本课题在模拟分析基础上,进行了详细的模具设计与加工制造,采用了组合凸、凹模结构和电火花复位修复加工,提高了模具的实际使用寿命,取得了良好的经济效益和社会效益。
重庆理工大学
材料成形CAE报告
课程名称材料成形CAE
姓名×××
班级×××
学号×××
日期×××
2011年11月
实验课程名称:材料成形CAE
院系
材料科学与工程
专业班级
材料成形与控制工程
姓名
×××
成绩
工艺产品名称
档位齿轮成形工艺分析
指导教师
胡建军
(实验报告应包括以下6个方面内容,表格不够可加页)
一、实验目的
•2塑性有限元的基本概念
材料成型CAE

《材料成型CAE》Moldflow注塑工艺分析报告班级:班学号:姓名:[实验目的]1、学习Moldflow软件进行分析操作的基本流程;了解软件的用户界面,各个菜单项的功能、操作等。
2、掌握模型网格的划分和网格缺陷处理的基本方法,学会运用网格工具和网格诊断工具。
3、掌握模型浇系统的设置,能够完成模型流动、冷却和翘曲的分析。
[实验环境]Moldflow Plastic Insight 6.0[实验内容]1、导入CAD模型启动UG NX 6.0,将要导入的CAD模型另存为20060330335.stp文件;打开Moldflow Plastic Insight 6.0并将该模型stp文件导入,将导入类型设为“Fusion”。
2、网格划分【网格】|【生成网格】|【立即划分】,划分完成后确定。
3、网格诊断与修改诊断:【网格】|【纵横比诊断】,输入参数最小值为8,【选项】中诊断结果到【文字描述】,显示结果中若大于8.000000的网格数量不为零,将【文字描述】换为【图像显示】选项,即可观察到图中不合格的网格所在位置。
修改:通过【网格】|【网格工具】|【合并节点】,直到纵横比诊断中【文字描述】为:大于8.000000的网格数量为0。
采用【网格诊断】,查看连通区域、自由边、三角形网格纵横比、匹配百分比等;保证联通区域为1,交叉边细节为0等。
4、浇口的设定最佳浇口位置:双击任务下的【充填】,选择【浇口位置】后确定;选择材料:【材料】|【搜索】,输入“ABS”后搜索,在结果中选择所需材料;选定材料后双击【立即分析】;分析完成后,在结果中勾选“Best gate location”查看最佳浇口位置。
设置浇口:根据上述分析结果,【设定注射位置】,将鼠标移向窗口区域,在图中合适位置设置浇口。
5、流动分析设置浇注系统:【建模】|【浇注系统向导】;流动分析【Flow】后在【立即分析】,完成后查看分析结果,主要包括Fill time(填充时间)、Pressure(压力)、Temperature at flow front(流动前沿温度)、Weld lines(熔接线)、Air traps(气穴)和Frozen layer fraction(冷凝层因子)等。
材料成型CAE综合实验报告

学生实验报告书实验课程名称:材料成型CAE综合实验3)1200℃3.摩擦因子其中固定材料为10钢,变形温度20℃,挤压速度10mm/s,凹模锥角90,挤压凸模D1=64mm ,挤压凹模d1=24mm,划分网格数1000,模拟总步数100步,每步下压0.2mm1)0.12)0.23)0.44.挤压速度其中固定材料为10钢,变形温度20℃,摩擦因子0.1,凹模锥角90,挤压凸模D1=64mm ,挤压凹模d1=24mm,划分网格数1000,模拟总步数100步,每步下压0.2mm1)10 mm/s2)20 mm/s3)40 mm/s5.凹模锥角其中固定材料为10钢,变形温度20℃,摩擦因子0.1,挤压速度10mm/s,挤压凸模D1=64mm ,挤压凹模d1=24mm,划分网格数1000,模拟总步数100步,每步下压0.2mm。
1)60。
2)90实验课程名称:材料成型CAE综合实验第二部分:实验调试与结果分析(可加页)一、调试过程(包括调试方法描述、实验数据记录,实验现象记录,实验过程发现的问题等)实验数据记录1. 研究反挤压杯形件毛坯内部的金属流动分区和流线分布1)如正挤压成形有限元实验一样建立反挤压模型,其中设定变形温度20℃,摩擦因子0.1,挤压速度10mm/s,反挤压凹模D2=106mm,反挤压凸模d2=52mm,高径比1,划分网格数1000,模拟总步数200步,每步下压0.3mm2)生成数据库,进行DEFORM后处理,得到如下结果金属流动分区流线分布2. 研究反挤压杯形件毛坯内部的多物理场分布应力场应变场应变速率3. 研究坯料高径比分别为0.5、 1 和 2对成形力和金属流动的影响建立三组不同高径比模型,选择材料10钢,变形温度20℃,摩擦因子0.1,挤压速度10mm/s,反挤压凹模D2=106mm,反挤压凸模d2=52mm,划分网格数1000,模拟总步数200步1)高径比为0.5(每步下压0.15mm)成形力流线分布金属流动分区2)当高径比为1(每步下压0.3mm)3)高径比为2(每步下压0.2mm)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验课程名称:材料成型CAE综合实验实验项目名称自主设计焊接接头冷却过程的温度场和应力场实验成绩实验者专业班级组别同组者实验日期年月日第一部分:实验预习报告(包括实验目的、意义,实验基本原理与方法,主要仪器设备及耗材,实验方案与技术路线等)(一)实验目的对焊接接头应力及温度场分析是材料成型CAE中较为复杂的问题,它涉及到热与结构耦合等问题。
在焊接过程中,焊接接头的温度场会直接影响到焊接接头最终的组织和性能,是焊接过过程数值模拟的主要任务;焊接接头的应力场则对焊接结构产品的使用性能至关重要。
通过对焊接接头温度场和应力场的有限元模拟,学习用ANSYS对实际工程问题进行数值分析的过程。
(二)基本原理和方法1)基本原理:有限元法是一种离散化的数值计算方法。
离散后的单元和单元之间只通过节点相联系,所有场变量(位移、应力、温度等)都通过节点进行计算。
对于每个单元,选取适当的插值函数,使得在子域内部、子域分界面上以及子域与外界分界面上都满足一定的条件。
然后把所有单元的方程都组装起来,就得到整个结构的方程组。
求解方程组,就可以得到方程的近似解。
用ANSYS软件进行有限元分析,整个过程(以结构分析为例)可分为:前处理:建立几何模型;对几何模型进行离散化处理等。
加载求解:根据作用力等效原则将每个单元所受的载荷移置到该单元的节点上;根据边界条件修改刚度方程,消除刚体位移;求解整体刚度方程,得到节点位移;根据相应方程求解应力和应变等。
后处理:利用计算机图形方式,将计算结果以变形网格、等值线、彩色云图、动画等方式进行显示与分析等。
2)方法:方法:命令流的执行通常从输入框中读入:将“Filename.txt”中的命令采用复制的方式,粘贴到输入框中,按“Enter”键即可执行。
一次可复制一条、多条直至整个命令流文件。
(三)实验内容某一圆环由环形钢板和铁板焊接而成,焊接材料为铜,如图为其纵截面的1/2。
圆盘初始温度为800℃,将圆环放置于空气中进行冷却,周围空气为30℃,对流系数为120W/(m2℃)。
求5min后圆环内部的温度场和应力场分布。
(材料参数见表)各种材料的属性见下表:材料温度℃弹性模量EX GPa屈服强度GPa切变模量GPa导热系数W/(m℃)线胀系数1/℃比热容J/(kg℃)密度kg/m3松PX比钢30 206 1.40 20.6 49.81.10×10-5465 7840 200 192 1.33 19.8 44.8400 175 1.15 18.3 39.4600 153 0.92 15.6 34.0800 125 0.68 11.2 29.0铜30 103 0.9 10.3 3991.66×10-5386 8930 200 99 0.85 9.8 389400 90 0.75 8.9 379600 79 0.62 7.5 366800 58 0.45 5.2 352铁30 118 1.04 11.8 80.51.18×10-5455 7870 200 109 1.01 10.2 63.5400 93 0.91 8.6 50.3600 75 0.76 6.9 39.4800 52 0.56 5.1 29.6第二部分:实验过程记录(可加页)(包括实验原始数据记录,实验现象记录,实验过程发现的问题等)等效应力场等值线图合位移场等值线图温度场等值线图教师签字_________附:finish/clear,start/prep7 !进入前处理器et,1,plane13 !选择单元类型为plane13keyopt,1,1,4 !keyopt,1,3,1mp,alpx,1,1.1e-5 !输入钢的线膨胀系数mp,dens,1,7840 !输入钢的密度mp,c,1,465 !输入钢的比热mptemp,,30,200,400,600,800 !定义钢的温度mpdata,ex,1,,2.06e11,1.92e11,1.75e11,1.53e11,1.25e11 !输入不同温度的弹性模量mpdata,prxy,1,,0.3,0.3,0.3,0.3,0.3 !输入不同温度的泊松比mpdata,kxx,1,,49.8,44.8,39.4,34.0,29.0 !输入不同温度的导热系数tb,bkin,1,5 !指定材料模型tbtemp,30 !设定温度点tbdata,1,1.40e9,2.06e10 !输入钢的屈服强度和切变模量tbtemp,200tbdata,1,1.33e9,1.98e10tbtemp,400tbdata,1,1.15e9,1.83e10tbtemp,600tbdata,1,0.92e9,1.56e10tbtemp,800tbdata,1,0.68e9,1.12e10mp,alpx,2,1.66e-5 !输入铜的线膨胀系数mp,dens,2,8930mp,c,2,386mpdata,ex,2,,1.03e11,0.99e11,0.90e11,0.79e11,0.58e11mpdata,prxy,2,,0.3,0.3,0.3,0.3,0.3mpdata,kxx,2,,399,389,379,366,352tb,bkin,2,5tbtemp,30tbdata,1,0.90e9,1.03e10tbtemp,200tbdata,1,0.85e9,0.98e10tbtemp,400tbdata,1,0.75e9,0.89e10tbtemp,600tbdata,1,0.62e9,0.75e10tbtemp,800tbdata,1,0.45e9,0.52e10mp,alpx,3,1.18e-5 !输入铁的线膨胀系数mp,dens,3,7870mp,c,3,455mpdata,ex,3,,1.18e11,1.09e11,0.93e11,0.75e11,0.52e11mpdata,prxy,3,,0.3,0.3,0.3,0.3,0.3mpdata,kxx,3,,80.5,63.5,50.3,39.4,29.6tb,bkin,3,5tbtemp,30tbdata,1,1.04e9,1.18e10tbtemp,200tbdata,1,1.01e9,1.02e10tbtemp,400tbdata,1,0.91e9,0.86e10tbtemp,600tbdata,1,0.76e9,0.69e10tbtemp,800tbdata,1,0.56e9,0.51e10k,1,1 !创建关键点k,2,1.7k,3,2.4k,4,1,0.3k,5,1.5,0.3k,6,1.7,0.3k,7,2.4,0.3a,1,2,5,4a,2,3,7,6larc,5,6,2,0.3 !生成圆弧线al,2,8,9lsel,s,,,2,8,2lsel,a,,,9lesize,all,,,10lsel,s,,,1,7,2lesize,all,,,16mat,1amesh,1mat,2amesh,3mat,3amesh,2nummrg,all !合并同位置或等效实体numcmp,all !压缩实体编号allselfinish/solu !进入求解器antype,transtrnopt,full !指定分析类型timint,1,struct !打开结构分析时间积分选项timint,1,therm !打开热分析时间积分选项tintp,0.005,,,-1,0.5,0.2time,300 !定义计算终止时间deltim,30,15,60 !指定最大、最小时间步长autots,on !打开自动时间步长kbc,1 !设置加载方式outres,,allbfunif,temp,800 !施加温度载荷lsel,s,,,1,9,2lsel,a,,,4,6,2nsll,s,1sf,all,conv,120,30 !施加对流载荷lsel,s,,,1,5,4nsll,s,1d,all,uy !施加位移载荷allselsolve !开始计算finish/post1 !进入后处理器set,last !读取最终求解结果plnsol,temp !绘制温度场等值线图plnsol,u,sum !绘制合位移场等值线图plnsol,s,eqv !绘制等效应力场等值线图finish第三部分结果与讨论一、实验结果分析(包括数据处理、实验现象分析、影响因素讨论、综合分析和结论等)二、小结、建议及体会三、思考题实验结果分析:(1)由于坡口较大,导致根部应力过大,由图可充分看出焊缝根部出现应力集中,这和实际的应力场符合,同时图中的温度场的分布也符合实际的焊接温度场分布,说明建立的模型是正确的;(2)本实验中采用命令流法,可以自主修改坡口的基本参数,从而设计最合适的坡口来满足焊接条件,这样有很高的实用性。
小结、建议及体会:通过本次实验,我接触到了运用命令流APDL编程的方式对自主设计的焊接接头的温度场和应力场进行数值模拟分析方法,发现相对于ANSYS中的GUI法来讲,命令流法减少了工作量,不需进行重复的工作,对于复杂有限元模型的分析而言更为简洁,但须清楚每一指令的含义,这样操作起来就会方便快捷很多,通过对实验一命令流相关命令的格式及功能的初步理解,结合实例,尝试进行对焊接接头温度场应力场模型分析的编程,我对于运用命令流进行有限元分析有了初步的掌握。
实验课程名称:材料成型CAE综合实验实验项目名称自主设计焊接桁架的应力场和挠度实验成绩实验者专业班级组别同组者实验日期年月日第一部分:实验预习报告(包括实验目的、意义,实验基本原理与方法,主要仪器设备及耗材,实验方案与技术路线等)(一)实验目的1)学习ANSYS命令流法:弄清各相关命令语句的含义和使用方法。
2)通过对实验三的命令流文件(2. 焊接桁架.txt)进行自主修改,并上机调试运行,初步熟悉用ANSYS命令流进行有限元分析的方法。
(二)基本原理和方法1)基本原理:有限元法是一种离散化的数值计算方法。
离散后的单元和单元之间只通过节点相联系,所有场变量(位移、应力、温度等)都通过节点进行计算。
对于每个单元,选取适当的插值函数,使得在子域内部、子域分界面上以及子域与外界分界面上都满足一定的条件。
然后把所有单元的方程都组装起来,就得到整个结构的方程组。
求解方程组,就可以得到方程的近似解。
用ANSYS软件进行有限元分析,整个过程(以结构分析为例)可分为:前处理:建立几何模型;对几何模型进行离散化处理等。
加载求解:根据作用力等效原则将每个单元所受的载荷移置到该单元的节点上;根据边界条件修改刚度方程,消除刚体位移;求解整体刚度方程,得到节点位移;根据相应方程求解应力和应变等。
后处理:利用计算机图形方式,将计算结果以变形网格、等值线、彩色云图、动画等方式进行显示与分析等。