台达20PM教育训练资料_第一天
TMP培训资料
- On time in full , case fill 按时交货率 - Conformance to plan (% of SKUs) 计划完成率 - Stock of raw/packaging material (weeks cover) 原材料和包材的库存 - Stock of finished product (weeks cover) 产品的库存 - Work in process (tons) 在线生产量
与TPM有关的两大管理系统
• 5S系统 • 视觉化管理系统 (VCS) • 5S和VCS系统是开展TPM活动的基础
开展TPM的三大工具
• One Point Lesson 一点课 基础知识(常识) / 出现的问题 / 改进改善个案
• Activity Board 活动板 以视觉冲击的形式,在工作现场展示我们需要的所有信息
• Total Product Management 产品全面管理
• Total Profit Management 全员效益管理
• Total Plant Management 全员车间管理
• Tapping People‘s Minds 开发人的思维
• Teams Produce More 更多的产出
• Predictive Maintenance 预测维护 (PM)
• Plant Maintenance / Process Maintenance 生产制造维护 (PM)
TPM的发展历史
• Preventative Maintenance 预防性维修 • Corrective Maintenance 纠正性维护 • Maintenance Prevention 维修的预防 • Planned Maintenance 计划维护 (PM) • Predictive Maintenance 预测维护 (PM) • Plant Maintenance / Process Maintenance 生产制造维护 (PM)
PM系统培训考试资料及答案
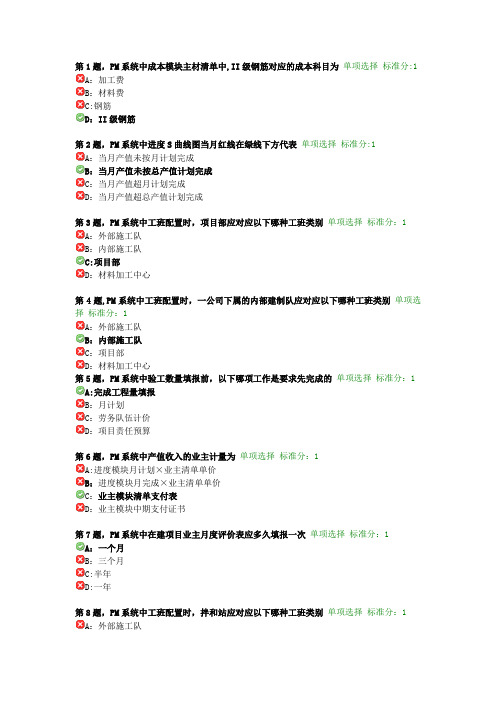
第1题,PM系统中成本模块主材清单中,II级钢筋对应的成本科目为单项选择标准分:1 A:加工费B:材料费C:钢筋D:II级钢筋第2题,PM系统中进度S曲线图当月红线在绿线下方代表单项选择标准分:1 A:当月产值未按月计划完成B:当月产值未按总产值计划完成C:当月产值超月计划完成D:当月产值超总产值计划完成第3题,PM系统中工班配置时,项目部应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第4题,PM系统中工班配置时,一公司下属的内部建制队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第5题,PM系统中验工数量填报前,以下哪项工作是要求先完成的单项选择标准分:1 A:完成工程量填报B:月计划C:劳务队伍计价D:项目责任预算第6题,PM系统中产值收入的业主计量为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第7题,PM系统中在建项目业主月度评价表应多久填报一次单项选择标准分:1 A:一个月B:三个月C:半年D:一年第8题,PM系统中工班配置时,拌和站应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第9题,PM系统内间接费成本金额为单项选择标准分:1A:其他合同结算金额B:间接费预算金额C:间接费支付金额D:其他直接费支付金额第10题,PM系统中进度S曲线图中计划产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第11题,PM系统中产值收入的实际产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第12题,PM系统中计划工程量预算成本采用的工程量正确的是单项选择标准分:1 A:工程量模块截至上期完成工程量填报+当期月计划B:工程量模块截至当期的月计划C:工程量模块截至当期完成工程量填报D:工程量模块截至上期的月计划+当期完成工程量填报第13题,PM系统中计划工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第14题,PM系统中进度S曲线图绿色线条代表单项选择标准分:1 A:计划总产值B:月计划产值C:实际产值D:业主计量第15题,PM系统内周转材料成本金额为单项选择标准分:1A:周转材料结算金额B:周转材料预算金额C:周转材料摊销金额D:直接填报第16题,PM系统中进度S曲线图中实际产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第17题,PM系统中进度S曲线图红色线条代表单项选择标准分:1A:计划总产值B:月计划产值C:实际产值D:业主计量第18题,PM系统中进度工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第19题,PM系统工程量模块-对下工程量计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:进度模块-进度计划第20题,PM系统中产值收入的计划产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第21题,PM系统中周转材料成本与下列那些数据有关单项选择标准分:1 A:周转材料的摊销B:周转材料合同C:周转材料付款D:周转材料结算第22题,PM系统进度模块-进度计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:对下工程量计划第23题,PM系统中工班配置时,合格分包商名册中外部施工队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第24题,PM系统内劳务成本凭证计算方式为单项选择标准分:1A:劳务模块劳务合同单价×工程量模块验工数量B:劳务模块劳务合同单价×工程量模块完成工程量填报C:成本模块预算单价×工程量模块验工数量D:验工计价金额第25题,PM系统中完成工程量填报前,以下哪项工作是必须先完成的单项选择标准分:1 A:验工B:对下工程量分解C:业主清单D:材料型号配置第26题,PM系统六算对比中标清单总价来源是单项选择标准分:1A:业主模块工程量清单B:工程量模块对上工程量分解C:工程量模块对下工程量分解D:公司则分成本分解第27题,PM系统中变更工程填报时,必须先从哪项工作开始单项选择标准分:1 A:变更方案立项B:待报变更C:已报待批变更D:相关制度办法第28题,PM系统中关于施工组织设计说法正确的是单项选择标准分:1 A:施工组织设计在PM系统内完成审批即可。
中达20PM教育训练资料_第六天NEW

4軸共用一組 差動輸入埠
FP clr0 clr1 clr2 clr3
RP
FP
RP
FP
RP
FP
RP
ch0
ch1
ch2
ch3
4組高速差動輸出 Max 1000kHz
ps ︰4軸左右極限只能用其他輸入點
4軸運作 JOG POU
正反轉不能 同時TRUE
只能設定一 種波型輸出
4軸運作 - MPG POU
不能設為0
程式執行
運作特性 可使用指令
正常RUN
循環運作 (1)基本指令 (2)應用指令 1
主程式呼叫
呼叫一次執行一次 (1)基本指令 (2)應用指令
數量
256 個 使用者需求使用
中斷 時間中斷(D1401) 外部端子X0 外部端子X1 外部端子X2 外部端子X3 外部端子X4 外部端子X5 外部端子X6 外部端子X7
中斷編號 I0 I1 I2 I3 I4 I5 I6 I7 I8
程式架構
主程式 程式開頭 程式結束 擺放順序 O100 M102 任意 副程式 Pn (n:0 ~ 255) SRET 任意 運動程式
運動控制型主機 DVP20PM培訓資料-6
DVP20PM教育訓練大綱
第六天
20. 10PM規格與功能介紹 21. 10PM 功能塊(POU)應用 實機操作
DVP20PM教育訓練大綱
第六天
10PM規格與功能介紹 10PM 功能塊(POU)應用
實機操作
外觀
外觀
10PM三大功能
PWM Ch0 Ch1 Ch2 Ch3 Ch4 Ch5 軸脈波 計數器/計時器 K1M1200(計數設定) C200(計數裝置) K1M1204 C204 K1M1208 C208 K1M1212 C212 K1M1216 C216 K1M1220 C220 D1816(參數設定) D1846(運轉命令) D1896 D1926 D1976 D2006 D2056 D2096
加工中心教育训练
切削中心机教学手册 (FANUC SERIES)前言为使服务部同仁简易明了VMC 机台之FANUC控制器程序教学,需注意之重点及写法:编辑此手册,方便服务部同仁参考.页次1.M code 功能一览表.------------------------------------- 32.标准M功能说明.---------------------------------------- 53.G code 功能一览表.------------------------------------- 74.标准G功能说明.---------------------------------------- 105.特殊G功能说明.---------------------------------------- 326.FANUC 0M 工件试切削步骤.------------------------------ 417.FANUC 15M 工件试切削步骤.----------------------------- 418.FANUC 0M 操作一览表.----------------------------------- 429.程序范例.---------------------------------------------- 462033VMC M Code 菜单M Code功能机种备注M00 程序停止M01 选择性停止M02/M30 程序结束并复置M03 主轴正转(顺时针方向)M04 主轴反转(逆时针方向)M05 主轴运转停止M06 自动刀具交换M07 油雾冷却开 option M08 切削冷却液ONOFFM09 M07/M08M10 第4th轴夹持及伺服机构关闭M11 第4th轴松开及伺服机构开M13 主轴CW及切削液ONM14 主轴CCW及切削液ONOFFM15 M13/M14M17 中空刀具切削液ON option OFF option M18 M17M19 主轴定位M23 主轴 CW & 油雾冷却 ON option M24 主轴 CCW & 油雾冷却 ON optionOFF option M25 M23/M24M29 刚性攻牙M33 主轴 CW及吹气机能ON option M34 主轴 CCW及吹气机能ON optionOFF option M35 M33/M34M41 主轴低速齿轮文件指令M42 主轴高速齿轮文件指令M43 主轴中速齿轮文件指令M49 换刀臂维修模式刀臂式M49 转动刀库至主轴刀具号码相同位置斗立式M50 预备刀,刀套下刀臂式M50 刀库移至主轴位置斗立式M51 换刀臂CCW650扣刀刀臂式M51 主轴松刀(Z轴第二原点位置) 斗立式M52 主轴松刀刀臂式M52 刀库转动至指定T Code 位置斗立式M53 换刀臂下,交换刀具(650转至2950),刀刀臂式臂上M53 主轴夹刀斗立式M54主轴夹刀刀臂式M54 刀库回到待命位置斗立式M55换刀臂回到00刀臂式M55 主轴刀号与刀库位置比对斗立式M56 预备刀,刀套上刀臂式M56 M55 OFF 斗立式M60 刀库回到第一刀套刀臂式M94 镜像功能取消M95 X 轴镜像M96 Y 轴镜像M98 呼叫子程序M99 回到主程序标准M功能说明M00 程序停止格式 M00 ;M01 选择性停止格式 M01 ;注: 此功能需要外部条件配合。
台达20pm运动功能块

格式
设定值
Execute 启动功能块
BOOL
TRUE / FALSE
Enable
启动功能块
BOOL
TRUE / FALSE
输出引脚
名称
说明
格式
设定值
Done
功能块动作完成
BOOL 功能块完成时
Valid
输出值有效
BOOL Enable 上升沿时
Busy
功能块动作执行中
BOOL Execute 上升沿时
Error 引脚主要目的在显示此运动功能块在启动过程中发生错误。
单一运动功能块的输入引脚除上列的 Execute 和 Enable 外,会有其它提供给用户作运动数据输入的引脚,这接数据 /状态引脚会有以下特性:
z 输入数据取用时机:
功能块启动为 Execute 时:数据在 Execute 上升沿触发被取用,要让变更数据再次生效需在修改后输入参 数后再次让 Execute 上升沿触发。
功能块启动为 Enable 时:‘Valid’、‘Busy’、‘Error’输出会尽快跟着‘Enable’下降沿被重置。 z Done 输出特性:
‘Done’ 输出会在被命令的运动成功完成时被设置 z Busy 输出特性:
功能块启动为 Execute 时:每个运动功能块会有一个 Busy 输出用来反应运动功能块尚未完成,并且新的输 出状态(值)可预期会产生。Busy 在‘Execute’上升沿被设置,在 Done’、‘Aborted’、‘Error’ 被设置时会被 重置。
功能叙述 轴运行至指定的绝对位置 轴运行至与当前的相对位置 轴以两段速度运行至指定的绝对位置 轴以两段速度运行至与当前的绝对位置 轴以外部触发点当单段速运动起始点 轴以外部触发点当两段速运动起始点 轴以指定速度连续运动 轴跟随手轮运动 轴跟随电子齿轮功能运动 轴运行原点回归动作 轴运动停止 轴参数设定 1 轴参数设定 2 显示轴当前位置与速度 显示轴目前的运动状态以及错误状态 设定轴当前位置 多轴绝对直线插补 多轴相对直线插补 多轴插补停止 高速计数器设定及启动 高速定时器设定及启动 高速比较器功能设定 重置高速比较器设定 高速捕捉功能设定 遮蔽功能设定 设定中断程序功能
中达电通经销商PLC网络、20PM培训圆满结束

而 适用 于各 种 不 同类 型 、不 同尺 寸段 的轴 承, 包括 内径 在 20 0 mm 至 9 0 0 mm 范 围内、重量 为 1吨至 3 5吨 的圆锥滚
子轴承 ( 别是大尺 寸四列、双 列圆锥 滚子轴承 ) 以及 圆柱 特 滚子轴 承。
捉功能,高速制袋 功能,单轴运动 固定角度停止功能 ,输入 端子数字 滤 波 功 能, 中 断 功 能 ,C n p n a o e
获得 了中华人 民共 和国国家知 识产权局 的专利认 证,专利 号
为 Z 0 2 0 0 9 .。 该 产 品 由 铁 姆 肯 公 司 中 国 本 土 工 L 2 1 0 0 5 39 0
网 络 班 主 要 介 绍 了 以 太 网
的 架 构、 名 词、 指 令 , 台 达 产
品 功 能 (V E 0 一 L R U D PN 1S, T —
程 师设计,在 国内生产 制造,并最 终通过 验证获得 国家实 用 新型 专利 证书,成为铁姆肯公 司本 土创新的里程碑。
E 0 , ID 5 6 与 案 例 分 享 , N 1 F 90) 台 达 网 络 产 品 搭 配 应 用, 软 件
随着近年 来我 国冶金 、采矿 、水泥、发 电等行业 的快 速 发展,对 大型设备 需求 日益 增长,起 重设备 吊装工具 的市 场 需 求也 随之不断提 高。 目前, 一些工业操 作现场 经常会使 用 自制 的简 易安装 吊具,存在 一定的安全 隐患,其 便携性 与操
Cad CI4 2应 用 以 及 1 P 介 r A 0 M 0
绍 ( 4轴输 出、6组计 数及 中断使
■— — 用 ( OU ) P )。
本 次 经 销 商 技术 人 员培 训 的
中达电通经销 商P C L 网络 、 0 M培训圆满 结束 2P
台达20PM G码资料

Z軸
Z軸
目標點 ( x,y,z)
目標點
圓心 ( y,z)
目標點 ( x,y,z) X軸
圓心
R(半徑)
R(半徑)
( y,z)
X= 0
目標點 圓心 起始點 X軸
起始點
圓心
R(半徑)
起始點
X= 0
R(半徑)
起始點 X= 0
X= 0
Y軸
Y軸
G19
CCW(逆時針運轉)
G3 X Y Z R
G19
CW(順時針運轉)
G2 X Y Z J K
圓心
(I,K)
圓心
(I,K)
目標點 ( x,y,,y,z)
(I,K)
圓心
圓心
(I,K)
目標點 ( x,z)
Y軸
Y= 0
起始點
X軸
G18 G3 X Y Z I K
Y= 0 CCW(逆時針運轉)
起始點
X軸
G18 G2 X Y Z I K
Y= 0 CW(順時針運轉)
螺旋補間在G19模式(YZ平面)下,假如X軸無變化量(X=0),螺旋補間運作同YZ軸兩軸圓弧補間。中心點
02
CW
順時針螺旋移動(設定半徑長度)
03
CCW
逆時針圓弧移動(設定半徑長度)
03
CCW
逆時針螺旋移動(設定半徑長度)
17
NULL
XY平面設定
18
NULL
XZ平面設定
19
NULL
YZ平面設定
適用機種
20D 20M
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
✓
中达20PM教育训练资料_第二天

進入建立 CAM表按紐
將建立CAM 表資料匯到 系統安裝檔 將建立CAM表位置 資料匯到速度資料 以速度資料產生位 置資料及加速度資 料
將系統安裝檔裡 面CAM表資料匯 入進來
PMSoft建立CAM Data(續)
角度(Angle):主軸角度/位移 行程(Stroke):從軸角度/位移 凸輪曲線(CAM Curve):目前區段所使用的函數 解析度(Resolution):可設定範圍從10~2048點
運動控制主機 DVP20PM培訓資料
DVP20PM教育訓練大綱
第二天
7.電子凸輪功能 8.虛軸CAM By pass功能-多軸應用 9.電子凸輪曲線平滑功能 10.高速比較與捕捉功能
7.電子凸輪功能
7.1 機械凸輪與電子凸輪簡介
7.2 20PM運作流程與CAM表建立
7.2.1 使用PM-Soft建立 CAM表內容 7.2.2 DTO指令寫入建立CAM Data
(4) CAM Data (resolution 10~2048) 週期性 CAM啟動
同步訊號輸出
從軸 主軸
7.4 非週期凸輪
20PM
(1) 端子 極性
(2) 接收脈 主動輪脈 波型式 波輸入 設定 非週期CAM啟動 (3) 輸入 倍率 從動輪 脈波輸 出 (3) 輸出 倍率 (2) 輸出 波型
(4) CAM Data (resolution 10~2048) 非週期性 CAM致能
(4) 輸出 波型
(9)
(1) CAM Data (resolution 10~2048) (8) (7) 非週期性 或 週期性 CAM致能 CAM啟動
同步訊號輸出
輸出脈波波形 與伺服驅動器 設定要搭配
輸入倍率設定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
pulse/sec
度
pulse/sec
um m deg 10-4inch
cm/min 10deg/min inch/min
(注二)
(注三)
b2
位置資料倍率設定
b5
b4
說明
0
100
0
0
正向脈波+反向脈波
1
101
0
1
脈波+方向
0
102
1
103
1
0
1
1
A/B相脈波(2相2)
參數設定(物理量說明)
兩個物理量說明:
設定輸入 端極性
bit#
X軸-輸入端子狀態
bit#
Y軸-輸入端子狀態
0
PG0
8
PG0
1
MPGB
9
MPGB
2
MPGA
10
MPGA
3
LSN
11
LSN
4
LSP
12
LSP
5
DOG
13
DOG
6
STOP
14
STOP
7
START
15
START
D1800
當bit#為 On ,表示有訊號輸入。反之當bit#為 Off ,表示無訊號輸入。
A
Y0 Y1 C0 C1
DVP - 20PM
Y2 Y3 C2 C3
A0+ A0B0+ B0-
DC5V~DC24
A1+ A1B1+ B1-
DVP - 20PM
訊號電壓 5 ~24DC 輸入電流 6mA ~ 15mA ON電流 3mA or more OFF電流 2.7mA less
(Y1 ~Y3常琌20PM块 翴 パㄏノ パ穎皌 ㄤ癸莱 c(com)璶钡
×
×
2 O100控制Oxn啟動
2st-int ×
2st
×
1st-int ×
× D1846[11] D1926[11] D2006[11] 1 此區分別為x 軸 y軸手動功能
×
2 Ox啟動時,x-y軸手動功能無法啟動 D1846[10] D1926[10] D2006[10] 3 O100和Ox程式控制製x-y軸手動功能
(2)電晶體(T)接點回路配線
DVP-**-**-**-T
觸
發
LED
回
路
電壓 電流 AC 250VAC 75VA DC 30VDC 2A
POWER
端 子 說 明 附應特性
Y0 ~ Y7
普通輸出 點(R/T)
10ms/50us
C0 ~ C3
輸出AD
Y0
0. 3A以下
C0
100 ~ 240VAC電源輸入端
XY軸零點輸入訊號
DVP-20PM00M
A0+ B0+ A1+ B1+ CLR0+ CLR1+ FP0+ RP0+ FP1+ RP1+ FP2+ RP2+ Y2 Y3 Y4 Y6 A0- B0- A1- B1- CLR0- CLR1- FP0- RP0- FP1- RP1- FP2- RP2- C2 C3 Y5 Y7
輸出訊號連接端
DVP20PM00M端子配置
+24V輸出連接端
XYZ軸控制輸入訊號
輸入訊號連接端
24G +24V S/S0 STOP0 LSP0 PG0- S/S1 STOP1 LSP1 PG1- X0 X2 X4 X6
L
N
START0 DOG0 LSN0 PG0+ START1 DOG1 LSN1 PG1+ S/S2 X1 X3 X5 X7
實機操作
1.硬體規格架構說明
DVP20PM00D與00M差異 • 外觀-尺寸相同 • 00D代表2個軸,00M 代表3個軸 • 端子配置
• 訊號連接
DVP20PM00D/M外觀
80
164
174
82.2
DVP20PM00D/00M端子配置比對圖
DVP20PM00D端子配置
+24V輸出連接端
XY軸控制輸入訊號
× D1846[9] D1926[9] D2006[9]
1st
×
× D1846[8] D1926[8] D2006[8]
ZRN
×
× D1846[6] D1926[6] D2006[6]
MPG ×
× D1846[5] D1926[5] D2006[5]
變速度 ×
Jog-
×
× D1846[4] D1926[4] D2006[4] × D1846[3] D1926[3] D2006[3]
(1) 直流形式 SINK模式(電流流入共同端)
DC24
S/S2
Sinking
X0 X1
40mA
端子
說明
輸入響應
X0 ~ X7
普通輸入點
S/S2 輸入點信號共用端
10ms -
PS: 軟體濾波D1020 (出廠值為10msec建議改成0msec)
(2) 直流形式 SOURCE模式(電流流出共同端)
訊號電壓
讀取輸入 端狀態
bit#
X軸-輸入端子狀態 bit#
Y軸-輸入端子狀態
0
PG0
8
PG0
:
:
:
:
7
START
15
START
參數設定 (輸入訊號極性2)
D1804
設定下表內之輸入端子的極性為a接點時,請將bit# On。若為b接點時,則將bit# Off即可。
設定輸入 端極性
bit#
Z軸-輸入端子狀態
Jog+
×
Start
×
× D1846[2] D1926[2] D2006[2] × D1846[1] D1926[1] D2006[1]
Stop
×
× D1846[0] D1926[0] D2006[0]
參數設定 (輸入訊號極性)
D1799
設定下表內之輸入端子的極性為a接點時,請將bit# On。若為b接點時,則將bit# Off即可。
0
PG0
1
MPGB
2
MPGA
3
LSN
4
LSP
5
DOG
6
STOP
7
START
D1805
當bit#為 On ,表示有訊號輸入。反之當bit#為 Off ,表示無訊號輸入。
讀取輸入 端狀態
bit#
Z軸-輸入端子狀態
0
PG0
:
:
7
START
參數設定(單位 倍率及脈波設定)
(1)單位、 倍率及脈波設定
D1816 (X-軸) D1896 (Y-軸) D1976 (Z-軸)
正/反轉模式︰正轉方向脈 波輸出; 脈波/方向︰脈波輸出端;AB相 模式︰A相輸出
200KHz 500KHz
RP0+ RP0RP1+ RP1-
正/反轉模式︰反轉方向脈 波輸 出;
脈波/方向︰方向輸出端;AB相 模式︰B相輸出
500KHz
端子 FP0+,FP0-,FP1+,FP0-,CLR0+,CLR0RP0+,RP0-,RP1+,RP0- ,CLR1+,CLR1-
端子
說
明
A0+、A0-、A1+、A0-
手搖輪A相脈波輸入+, - (差動信號輸入)
B0+、B0-、B1+、B1-
手搖輪B相脈波輸入+, - (差動信號輸入)
• ※有兩組手輪輸入裝置,通常使用一組手輪,用輸入訊號切換控制兩軸
附應特性 200KHz 200KHz
訊號連接 -脈波輸入連接圖(OPEN)
DC5V~DC24
CLR0+ CLR0 -
5~24V DC
FP1+ FP1 RP1+ RP1 -
CLR1+ CLR1 -
5~24V DC
X-Axis 伺服驅動器 Y-Axis 伺服驅動器
端子
說明
附應 特性
CLR0+ CLR0CLR1+ CLR1-
FP0+ FP0FP1+ FP1-
清除信號(Servo驅動器內部偏差 計數器清除信號
端子
說
明
附應特性
A0+、A0-、A1+、A0-
手搖輪A相脈波輸入+, - (差動信號輸入)
200KHz
B0+、B0-、B1+、B1-
手搖輪B相脈波輸入+, - (差動信號輸入)
200KHz
※有兩組手輪輸入裝置,通常使用一組手輪,用輸入訊號切換控制兩軸
訊號連接 -伺服驅動連接圖
DVP-20PM
FP0+ FP0 RP0+ RP0 -
DVP-20PM00D
A0+ B0+ A1+ B1+ CLR0+CLR1+ FP0+ RP0+ FP1+ RP1+ Y0 Y1 Y2 Y3 Y4 Y6 A0- B0- A1- B1- CLR0- CLR1- FP0- RP0- FP1- RP1- C0 C1 C2 C3 Y5 Y7
兩組手輪連接端
XY軸伺服連接端
DC5V or DC24V
TRANSISTOR OUTPUT
訊號連接 -手輪連接圖(差動)
筳瞒絬
A0+