钢结构焊接工艺评定报告
建筑钢结构焊接工艺评定报告_20151121

370-500
≥21
/
≥27
合格证
0.18/ 0.12
0.44/ 0.53
0.20/ 0.21
0.016/ 0.023
0.019/ 0.018
245/ 330
430/
450
32/ 37.5
/
92
复验
0.12/
0.12
0.55/0.44
0.32/
0.17
0.016/
0.021
0.013/
0.030
焊接位置
平焊
接头形式
角焊
焊接工艺参数
见焊接工艺评定指导书
清根工艺
碳弧气刨
焊接设备型号
KR2500
电源及极性
直流正接
预热温度(℃)
/
层间温度(℃)
≤300℃
后热温度(℃)及时间(min)
/
焊后热处理
/
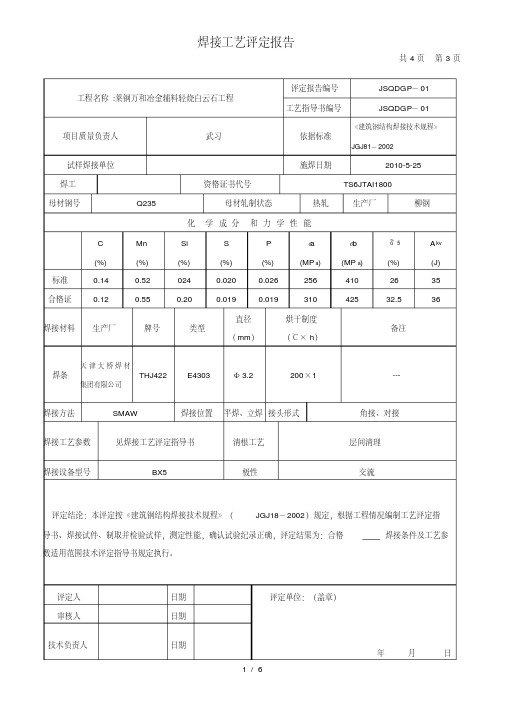
评定结论:本评定按《建筑钢结构焊接技术规程》(JGJ81)规定,根据工程情况编制焊接工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数适用范围按本评定指导书执行。
15~20
150-180
21-23
150~200
/
/
3
GMAW
ER50-6/φ1.2
15~20
150-180
21-23
150~200
/
/
施焊环境室内√/ຫໍສະໝຸດ 外环境温度(℃)18
相对湿度
70%
预热温度(℃)
/
层间温度(℃)
≤300℃
后热温度(℃)
/
时间(min)
钢结构焊接工艺评定报告书
弯曲 角度
评定 结果
20-1
370
595
母材
合格
20-3
侧弯
D=2a
180°
合格
20-2
365
575
母材
合格
20-4
侧弯
试样编号 缺口位置 试验温度 (℃ ) 冲击功 A kv( J) 评定结果:
20-7
焊缝
20
82
D=2a 合格
180°
合格
20-8
焊缝
20
80
20-9
焊缝
20
83
20-10
热影响区
JGJ18-2002 )规定,根据工程情况编制工艺评定指
导书、焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格 数适用范围技术评定指导书规定执行。
焊接条件及工艺参
评定人 审核人
技术负责人
日期 日期
日期
评定单位:(盖章)
1/6
年
月
日
焊接工艺评定指导书
共4页 第4页
工程名称
莱钢万和冶金辅料轻烧白云石工程
焊条或焊丝
接 次 方法 牌号
φ( mm)
工 1 SMAW THJ422
艺
SMAW THJ422 2
参
SMAW THJ422
3 数
3.2 ㎜ 3.2 ㎜ 4.0 ㎜
电流 (A )
130 130
160
电压 (V)
26 26
27
热输入 备注
( kJ/cm)
---
---
---
---
---
---
焊前清理
有
层间清理
(定稿版)焊接工艺评定报告书
钢结构焊接工艺评定试验报告1、试验目的干海子特大桥主梁为多种跨径钢管桁架连续梁,墩身结构大部为钢管格构墩,大桥钢结构重量约为1万多吨,钢管钢板之间存在大量的对接焊缝和相贯线角焊缝。
则焊接工艺评定试验是控制干海子特大桥焊接质量至关重要的环节之一。
焊接工艺是保证焊接质量的重要措施,是焊工操作的唯一技术依据,焊接工艺评定结果是编制大桥焊接工艺作业指导书的基本依据。
通过焊接工艺评定试验,达到以下目的:1、验证拟定的焊接工艺的正确性、可行性;2、确定钢结构焊接工艺的适用范围;3、确定焊接使用的材料、牌号、规格;4、确认工艺流程及各道焊接工序操作的要求及数据参数控制;5.为编制施工焊接作业指导书提供依据。
6、通过评定选择合适的坡口形状和尺寸、焊接材料、焊接方法、施焊条件及工艺参数,以保证焊接接头的力学性能达到设计要求。
2、试验采用标准及试验内容以雅泸高速公路C20合同段干海子钢管混凝土桁架梁桥设计文件及有关施工验收规范和设计施工指南为依据,以有效指导该桥钢结构部分施工为目的,结合现场的实际情况拟定出焊接工艺评定试验的施焊试件和制取试样种类,检验和测定试样焊接接头是否具有所要求的使用性能。
本次焊接工艺评定试验及检验采用的标准及规范1)GB985-88《气焊、手工电弧焊及气体保护电弧焊坡口的基本形式与尺寸》2)GB/T3323-2005 《金属熔化焊焊接接头射线照相》3)GB/T5117-95 《碳钢焊条》4)GB5118-95《低合金钢焊条》5)GB12470-2003《埋弧焊用低合金钢焊丝和焊剂》6)GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》7)TB1558《对接焊缝超声波探伤》8)TB10212-98《铁路钢桥制造规范》9)GB2649-1989《焊接接头机械性能试验取样方法》10)GB/T2650-2008《焊接接头冲击试验方法》11)GB/T2651-2008《焊接结构拉伸试验方法》12)GB/T2652-2008《焊缝及熔敷金属拉伸试验方法》13)GB/T2653-2008《焊接结构弯曲试验方法》14)GB/T2654-2008《焊接接头硬度试验方法》15)《公路钢管混凝土桥梁设计与施工指南》(四川省交通厅公路规划勘察设计研究院)16)GB/T19869.1-2005/ISO 15614-1:2004《钢.镍及镍合金的焊接工艺评定试验》17)JG/T203-2007《钢结构超声波探伤及质量分级法》焊接工艺评定试验内容、试件的形式及覆盖范围等见表2.1。
钢结构焊接工艺评定报告

焊接工艺评定试验结束后,应将试验结果填写在焊接工艺评定报告中。
通常,为便于比较,应预先准备焊接工艺鉴定说明,作为焊接工艺鉴定报告的附件。
完整的焊接工艺鉴定报告应记录鉴定试验所需的所有重要参数,包括以下部分:1.评估报告编号和相应的设计文件编号;2.评估项目名称;3.鉴定试验中使用的焊接方法和焊接位置;4.产品的技术标准;5.试样的槽形和实际槽尺寸;6.试件焊接接头的焊接顺序和焊接水平;7.如果使用非标准和非标准材料,则应列出实际化学成分测试结果和机械性能的测量数据。
8.对于用于焊接试件的焊接材料,应列出该批焊接材料的品牌,规格和再测试结果,包括化学成分和机械性能。
9.评估焊接前试件的实际预热温度,夹层温度和后加热温度。
焊接后热处理的实际加热温度和保持时间。
10.记录焊接参数,例如焊接电流,电弧电压和焊接速度。
11.样品力学性能的测试结果应主要表明样品编号,样品形式,检验报告编号,被测样品的接缝强度和弯曲性能以及其他性能的测试结果。
12.评估结论为合格或不合格。
13.编制者,校对者和审阅者的签名是完整的。
14.为了确保过程报告的正确性和合法性,公司负责人应具有批准说明。
15.焊接工艺鉴定报告的格式应符合建筑钢结构焊接技术规范。
关键字:郑州钢结构设计安装,开封钢结构格栅设计安装,平顶山钢结构煤气塔设计安装,洛阳钢结构楼梯设计安装,商丘钢结构车棚设计安装,安阳钢结构仓库设计安装,新乡钢结构屋面设计安装,许昌钢结构隔断设计与施工,鹤壁钢结构板房屋设计与施工,焦作钢结构幕墙装饰施工,Pu阳轻钢结构结构结构设计与安装,Lu河钢结构住宅项目,三门峡钢结构工程设计,周口钢结构工程案例,驻马店钢结构工程建设,南阳钢结构工程,信阳钢结构设计安装,济源钢结构工程。
钢结构焊接工艺评定报告

钢结构焊接工艺评定报告一、引言钢结构焊接工艺评定报告旨在对钢结构焊接工艺进行全面评定,确保焊接质量符合相关标准和要求。
本报告将从焊接材料、焊接方法、焊接设备以及焊接质量等方面进行评定和分析。
二、焊接材料评定1. 焊接材料的选择根据钢结构的材质和要求,选择适合的焊接材料。
应注意焊接材料的强度、塑性、韧性等性能是否与基材相匹配,以确保焊接接头的强度和稳定性。
2. 焊接材料的质量评定对焊接材料进行质量评定,包括焊丝的化学成分、机械性能、焊缝的拉伸强度、冲击韧性等指标要求。
焊接材料的质量评定是确保焊接接头质量稳定的重要环节。
三、焊接方法评定1. 焊接方法的选择根据钢结构的形状、尺寸和结构要求,选择合适的焊接方法。
常用的焊接方法包括手工电弧焊、气体保护焊、埋弧焊等。
不同的焊接方法适用于不同的焊接工况和要求。
2. 焊接方法的操作规程评定对焊接方法的操作规程进行评定,包括焊接电流、电压、焊接速度、焊接角度、焊接顺序等方面的要求。
操作规程的评定是确保焊接过程稳定和焊接质量可控的重要环节。
四、焊接设备评定1. 焊接设备的选择根据焊接方法的要求,选择适合的焊接设备。
焊接设备的选择应考虑焊接工况、焊接电流、电压、焊接速度等因素,确保焊接设备能够满足焊接要求。
2. 焊接设备的性能评定对焊接设备的性能进行评定,包括焊接电流的稳定性、焊接电压的调节范围、焊接速度的可调性等方面的要求。
焊接设备的性能评定是确保焊接过程稳定和焊接质量可控的重要环节。
五、焊接质量评定1. 焊接接头的外观质量评定对焊接接头的外观质量进行评定,包括焊缝的均匀性、焊缝的凹凸度、焊缝的表面质量等指标要求。
外观质量评定是确保焊接接头外观美观和焊缝质量良好的重要环节。
2. 焊接接头的力学性能评定对焊接接头的力学性能进行评定,包括焊接接头的拉伸强度、屈服强度、冲击韧性等指标要求。
力学性能评定是确保焊接接头强度和稳定性的重要环节。
六、结论通过对钢结构焊接工艺的全面评定,可以得出结论:焊接材料的选择合理,焊接方法的操作规程符合要求,焊接设备的性能稳定可靠,焊接质量满足相关标准和要求。
焊接工艺评定报告

xxxxxxxxxx钢结构工程焊接工艺评定报告报告编号:编制:审核:审批:xxxxxxxx公司xxxx年xx月xx日焊接工艺评定报告目录焊接工艺评定报告焊接工艺评定指导书第2页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接平焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 平焊ER50-6 ΦCO2 15 125 21 8 /2 平焊ER50-6 ΦCO2 15 125 21 8 /3 平焊ER50-6 ΦCO2 15 125 21 8 /4 平焊ER50-6 ΦCO2 15 125 21 8 /5 平焊ER50-6 ΦCO2 15 125 21 8 /6 平焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第3页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015055焊接方法平焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 平焊Φ15 125 21 8 /2 平焊Φ15 125 21 8 /3 平焊Φ15 125 21 8 /4 平焊Φ15 125 21 8 /5 平焊Φ15 125 21 8 /6 平焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名杨和良资格代号苏D 级别/ 施焊日期记录审核焊接工艺评定指导书第4页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056母材钢号Q345B 板厚或管径X壁厚25/25轧制或热处理状态热轧生产厂江西萍钢实业股份有限公司焊接材料生产厂牌号型号类型烘干制度(℃×h)备注焊条/ / / / / / 焊丝常州华通焊业股份有限公司ER50-6 Φ/ / / 焊剂或气体常州合众工业气体有限公司CO2 / 气体/ / 焊接方法二氧化碳气体保护焊焊接位置对接横焊焊接设备型号NBC-500 电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)备注牌号Φ(mm)1 横焊ER50-6 ΦCO2 15 125 21 8 /2 横焊ER50-6 ΦCO2 15 125 21 8 /3 横焊ER50-6 ΦCO2 15 125 21 8 /4 横焊ER50-6 ΦCO2 15 125 21 8 /5 横焊ER50-6 ΦCO2 15 125 21 8 /6 横焊ER50-6 ΦCO2 15 125 21 8 /技术措施焊前清理磨光机打磨道间清理磨光机打磨背面清根/其他:编制审核焊接工艺评定记录表第5页共8页工程名称常州科技金融中心(钢结构)指导书编号ZDS2015056焊接方法横焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 横焊Φ15 125 21 8 /2 横焊Φ15 125 21 8 /3 横焊Φ15 125 21 8 /4 横焊Φ15 125 21 8 /5 横焊Φ15 125 21 8 /6 横焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措施焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/其他/焊工姓名 杨和良 资格代号苏D 级别 / 施焊日期记录审核焊接工艺评定指导书第6页 共8页工程名称 常州科技金融中心(钢结构) 指导书编号 ZDS2015057 母材钢号 Q345B板厚或管径X 壁厚25/25轧制或热处理状态 热轧 生产厂 江西萍钢实业股份有限公司 焊接材料 生产厂 牌号 型号 类型 烘干制度 (℃×h )备注 焊条 // / / / / 焊丝 常州华通焊业股份有限公司 ER50-6 Φ / / / 焊剂或气体 常州合众工业气体有限公司 CO2 /气体//焊接方法 二氧化碳气体保护焊焊接位置 对接立焊 焊接设备型号NBC-500电源及极性 直流反接预热温度(℃) / 层间温度(℃) /后热温度(℃) 及时间(min )/焊后热处理/接头及坡口尺寸图焊 接 顺 序 图焊接工艺参数道次 焊接方法 焊条或焊丝 焊剂或保护气 保护气体流量(L/min )电流(A ) 电压(V ) 焊接速度(cm/min )热输入(kJ/cm ) 备注 牌号 Φ(mm ) 1 立焊 ER50-6 Φ CO2 15 125 21 8 / 2 立焊 ER50-6 Φ CO2 15 125 21 8 / 3 立焊 ER50-6 Φ CO2 15 125 21 8 / 4 立焊 ER50-6 Φ CO2 15 125 21 8 / 5 立焊 ER50-6 Φ CO2 15 125 21 8 / 6 立焊ER50-6Φ CO2 15 125 21 8 / … 立焊 ER50-6ΦCO215 125218/技术措施焊前清理 磨光机打磨道间清理磨光机打磨背面清根 /其他:编制审核焊接工艺评定记录表工程名称常州科技金融中心(钢结构)指导书编号ZDS2015057焊接方法立焊焊接位置对接设备型号NBC-500电源及极性直流反接母材钢号Q345B 类别/ 生产厂江西萍钢实业股份有限公司母材规格—25mm 供货状态四切接头尺寸及施焊道次顺序焊接材料焊条牌号型号规格(mm)生产厂批号烘干温度(℃)时间(min)焊丝牌号ER50-6规格(mm)Φ批号711285生产厂常州华通焊业股份有限公司焊剂或气体牌号CO2 型号规格(mm)生产厂常州合众工业气体有限公司烘干温度(℃)时间(min)施焊工艺参数记录道次焊接方法焊条(焊丝)直径(mm)保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(KJ/cm)备注1 立焊Φ15 125 21 8 /2 立焊Φ15 125 21 8 /3 立焊Φ15 125 21 8 /4 立焊Φ15 125 21 8 /5 立焊Φ15 125 21 8 /6 立焊Φ15 125 21 8 / …立焊Φ15 125 21 8 / 施焊环境室外环境温度(℃)35 相对湿度/预热温度(℃)/层间温度(℃)/ 后热温度(℃)/ 时间(min)/后热处理/技术措焊前清理清除油污、浮锈、毛刺层间清理用钢丝刷或砂轮机清理背面清理/焊接工艺评定检验结果。
钢结构焊接工艺评定报告

钢结构焊接工艺评定报告焊接:现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。
焊接工艺评定:焊接工艺评定为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
钢结构焊接工艺:钢结构焊接制造(即焊接结构生产)是从焊接生产的准备工作开始的,它包括结构的工艺性审查、工艺方案和工艺规程设计、工艺评定、编制工艺文件(含定额编制)和质量保证文件、定购原材料和辅助材料、外购和自行设计制造装配-焊接设备和装备;然后从材料入库真正开始了焊接结构制造工艺过程,包括材料复验入库、备料加工、装配-焊接、焊后热处理、质量检验、成品验收;其中还穿插返修、涂饰和喷漆;最后合格产品入库的全过程。
钢结构从下料、组对、焊接、检验等工艺钢结构手工电弧焊焊接施工工艺标准依据标准:《建筑工程施工质量验收统一标准》GB50300-2001《钢结构工程施工质量验收规范》GB50205-2001《钢焊缝手工超声波探伤方法和探伤结果分级法》GB11345《钢熔化焊对接接头射线照相和质量分级》GB3323《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.1《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T3034.2《建筑钢结构焊接技术规程》JGJ811、范围本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。
2、施工准备2.1材料及主要机具2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。
按要求施焊前经过烘焙。
严禁使用药皮脱落、焊芯生锈的焊条。
设计无规定时,焊接Q235钢时宜选用E43系列碳钢结构焊条;焊接16Mn 钢时宜选用E50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。
按说明书的要求烘焙后,放入保温桶内,随用随取。
酸性焊条与碱性焊条不准混杂使用。
2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。
2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉条、测温计等。
钢结构焊接工艺评定报告
钢结构焊接工艺评定报告一、引言。
钢结构是工业和民用建筑中常见的结构形式,而焊接是钢结构连接的重要工艺。
钢结构焊接工艺评定报告旨在对钢结构焊接工艺进行全面评定,确保其符合相关标准和要求,保障结构的安全稳定。
二、评定对象。
本次评定的焊接工艺对象为某工业厂房的钢结构,主要包括横梁、纵梁、柱子等主要构件的焊接工艺。
三、评定内容。
1. 焊接材料的质量评定,对焊接所使用的焊条、焊丝等材料进行质量评定,包括材料的牌号、规格、质量证明等。
2. 焊接工艺参数的评定,对焊接工艺中的焊接电流、电压、焊接速度等参数进行评定,确保其符合设计要求。
3. 焊接接头的质量评定,对焊接接头的外观质量、焊缝形状、焊透性等进行评定,确保焊接接头的质量达到标准要求。
4. 焊接工艺的操作规程评定,对焊接工艺的操作规程进行评定,包括操作步骤、安全注意事项等,确保操作规程的合理性和可行性。
5. 焊接工艺的检测评定,对焊接工艺的检测方法和检测结果进行评定,确保焊接工艺的可靠性和稳定性。
四、评定方法。
1. 实地调研,对焊接现场进行实地调研,了解焊接工艺的具体情况。
2. 检测分析,对焊接材料、焊接接头等进行检测分析,获取相关数据。
3. 文件资料查阅,查阅相关文件资料,包括焊接工艺规程、质量检测报告等。
五、评定结果。
经过评定,钢结构焊接工艺符合相关标准和要求,焊接材料质量良好,焊接工艺参数合理,焊接接头质量达到标准要求,操作规程合理可行,检测结果可靠稳定。
六、评定建议。
针对评定中发现的问题和不足,提出相应的改进建议,包括优化焊接工艺参数、加强操作规程管理、提高检测手段和水平等。
七、结论。
本次钢结构焊接工艺评定报告得出结论,钢结构焊接工艺符合相关标准和要求,但仍需不断改进和提高,以确保钢结构的安全稳定。
八、附录。
1. 相关文件资料。
2. 检测分析报告。
3. 评定建议书。
以上为本次钢结构焊接工艺评定报告的全部内容。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
先确定你的产品需要按照什么样的标准:例如国内的钢结构按照JGJ 81-2002《建筑钢结构焊接技术规程》,JB/T 6963-1993《钢制件熔化焊工艺评定》,
有的需要出口美国一般需要按照AWS D.1.1钢结构焊接规范,出口欧洲一般按照EN 288金属材料焊接程序的技术规范和鉴定,在国内也有很多厂家会按照美标或欧标交货,看你们的合同。
具体报告怎么做这些标准里面都有样板的表格,按照相应规范里面的规定选择材料、厚度、设计坡口,焊接方式等等,做个焊接工艺评定的指导书,然后让焊工按此焊接试板,记录数据,将试板做实验,一般是拉伸、弯曲、冲击,对照标准写个报告(有样本的)就行了。
钢结构焊接制造(即焊接结构生产)是从焊接生产的准备工作开始的,它包括结构的工艺性审查、工艺方案和工艺规程设计、工艺评定、编制工艺文件(含定额编制)和质量保证文件、定购原材料和辅助材料、外购和自行设计制造装配-焊接设备和装备;然后从材料入库真正开始了焊接结构制造工艺过程,包括材料复验入库、备料加工、装配-焊接、焊后热处理、质量检验、成品验收;其中还穿插返修、涂饰和喷漆;最后合格产品入库的全过程。