冲裁的基本原理与冲压模具的结构
冲压模具的基本结构及工作原理
冲裁模具的基础结构及处事本理之阳早格格创做一、冲裁模具按工序推拢程度可分为:简朴冲裁模、连绝冲裁模、复合冲裁模.(一)简朴冲裁模即关关模1、定义:它是指正在一次冲裁中只完毕冲孔或者降料的一个工序.2、简朴冲裁模按其导背办法可分为:(1)无导背单工序模它的特性是结构简朴,沉量沉、尺寸较小、模具制制简单、成本矮廉.但是冲模使用拆置时贫苦,模具寿命矮,冲栽件粗度好,支配也不仄安.无导背简朴冲模适用于粗度央供不下、形状简朴、批景小或者试制的冲裁件.(2)导板式简朴冲裁模模粗度下、寿命少、使用拆置帧、支配仄安,.但是制制比较搀纯.普遍适用于形状较简朴、尺寸不大的工件.(3)导柱式简朴冲裁模由于那模具准确稳当,能包管冲裁间隙的匀称,冲裁的工件粗度较下、模具使用寿命少而且正在冲床上拆置使用便当,果此导柱式冲裁模是应用最广大的一种冲模,符合大批量死产.(二)连绝冲裁模(连绝模)1、连绝冲裁模的定义:按一定的先后步调,正在冲床的滑块的一次到战中,正在模具的分歧位子上,完毕冲孔,降料导二个的上的冲后工序的冲裁模,又称及进模或者跳步模.2、连绝冲裁模的定位本理可分为:导正销定位本理、侧刃定距本理(三)复合冲裁模1、复合冲裁模的定义:正在部床滑块的一次路程中,正在冲模的共一工位上共时完毕内孔战形状二种的上工序的冲裁模.2、复合冲裁模按结构可分为:正拆式复合模、倒拆式复合模二、咱们请瞅瞅那三种模具的比较表无导背单工序模冲模的上模部分由模、凸模组成,通过模柄拆置正在冲床滑块上.下模部分由卸料板、导尺、.凸模、下模座、定位板组成,通过下模座拆置正在冲床处事台上.上模与下模不曲交导背关系,靠冲床导轨导背.导板式简朴冲裁模上模部分主要由模柄、上模板、垫板、凸模牢固板、凸模组成.下模部分主要由下模板凸模、导尺、导板、回戴式挡料销、托料板组成.那种模具的特性是上模通过.凸模利用导板上的孔迸止导背,导板兼做卸料板.处事时凸模末究不摆脱导板.以包管模具导背粗度.果而,央供使用的压力机路程不大于导板薄度.那种冲模的处事历程是:条料沿托料板、导尺从左背左收科,尾次冲裁时使用临时挡料销定位,尾次冲裁以来再往前收料,拆边越过活动挡料销后.再反背推拽条料,使挡料销后端里抵住条料拆边举止定位,凸模下止真止冲裁.导柱式简朴冲裁模该冲模利用丁对于导柱战导套真止、下模透彻导背.冲模主做时条料靠导尺战牢固挡料销(亦称定位销)真止正决定位,以包管冲裁时拆边值的匀称普遍.此冲模采与刚刚性卸料板卸掉箍正在凸模上的兴料,冲出的工件正在凸模洞心中经凸模的顶压效率,逐个真止自然漏料.倒拆式复合模正拆式复合模。
冲压模具设计手册
冲压模具设计手册1. 引言冲压模具是在工业生产中广泛使用的一种工具,主要用于对金属板材进行冲裁、冲孔、弯曲等加工工艺。
冲压模具的设计质量直接影响到产品的加工质量和生产效率。
本手册旨在提供关于冲压模具设计的基本知识和技巧,帮助读者掌握冲压模具设计的要点和注意事项。
2. 冲压模具设计的基本原理冲压模具设计的基本原理包括模具结构设计、模具材料选择、模具加工工艺等方面。
以下是一些基本原理的概述:2.1 模具结构设计冲压模具的基本结构包括上模座、下模座、导向柱、导向套等部件。
在设计过程中,需要考虑到料板的固定、导向、定位和冲击力的承受等因素。
此外,还需要根据加工工艺的要求,设计出对应的切割或冲孔结构。
2.2 模具材料选择冲压模具的材料选择是决定模具寿命和加工效果的重要因素。
一般情况下,模具材料应具备较高的硬度、强度和耐磨性。
常用的模具材料包括合金工具钢、硬质合金等。
2.3 模具加工工艺模具加工工艺主要包括数控加工、热处理、精密研磨等。
在模具设计中,需要考虑到加工工艺对模具精度和寿命的影响,选择适当的加工工艺来制造模具。
3. 冲压模具设计的注意事项在进行冲压模具设计时,需要注意以下几个方面:3.1 确定产品的工艺要求在进行模具设计之前,需要准确了解产品的工艺要求,包括板材厚度、孔径、孔间距等各项尺寸和加工精度要求。
根据这些要求,合理设计模具的结构和加工参数。
3.2 考虑材料的可加工性在选择模具材料时,需要考虑到待加工材料的性质和可加工性。
不同的材料对模具的磨损和寿命有不同的影响,因此需要选择适合加工材料的模具材料。
3.3 注意模具的可维修性设计模具时需要考虑到模具的可维修性。
模具在使用过程中,可能会出现磨损、损坏等问题,因此需要设计出易于维修和更换的模具结构和部件。
3.4 加强模具的冷却设计在模具设计中,合理的冷却系统设计可以降低加工温度,减少热应力,提高模具的使用寿命。
因此,在设计时应充分考虑到模具的冷却需求,设置合理的冷却通道。
冲压模具的基本结构及工作原理完整版
冲压模具的基本结构及工作原理Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】冲裁模具的基本结构及工作原理一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模?1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
?无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)?1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模?1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模二、我们请看看这三种模具的比较表无导向单工序模冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与下模没有直接导向关系,靠冲床导轨导向。
导板式简单冲裁模上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
冲压模具地基本结构及工作原理
冲裁模具的基本结构及工作原理一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。
但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。
一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿,适合大批量生产。
(二)连续冲裁模(连续模)1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理(三)复合冲裁模1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模二、我们请看看这三种模具的比较表无导向单工序模冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。
下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。
上模与下模没有直接导向关系,靠冲床导轨导向。
导板式简单冲裁模上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。
下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。
这种模具的特点是上模通过.凸模利用导板上的孔迸行导向,导板兼作卸料板。
工作时凸模始终不脱离导板.以保证模具导向精度。
因而,要求使用的压力机行程不大于导板厚度。
这种冲模的工作过程是:条料沿托料板、导尺从右向左送科,首次冲裁时使用临时挡料销定位,首次冲裁以后再往前送料,搭边越过活动挡料销后.,凸模下行实现冲裁。
冲压模具的基本结构及工作原理
冲压模具的基本结构及工作原理冲压模具是一种用于金属材料加工的工具,用于将金属板材或条形材料在变形压力下通过冲裁、弯曲、拉伸、压实等工艺加工成一定形状和尺寸的零件或工件。
冲压模具是冲压机的配套工具,可以分为冲裁模、成型模和冲压上下模。
冲裁模是冲压模具的主要结构,一般由上模座、上模、下模座、下模和导向装置组成。
上模座和下模座相对固定在冲压机上,而上模和下模则位于上模座和下模座之间,可以进行移动。
导向装置用于保持上模和下模的相对位置,以确保模具的稳定工作。
冲裁模具通常用于将金属板材剪切成一定形状和尺寸的零件。
成型模是用于将金属材料进行弯曲、拉伸、压实等成型工艺的冲压模具,一般由上模座、上模、下模座、下模、弯管装置和导向装置等组成。
弯管装置用于将金属板材进行弯曲成型,导向装置用于保持上模和下模的相对位置。
冲压上下模是用于将金属材料通过冲压工艺加工成一定形状和尺寸的零件的冲压模具,一般由上模座、上模、下模座和下模组成。
冲压上下模通常用于将金属板材进行冲孔、拉伸等工艺,形成一些特定的凹形或凸形结构。
冲压模具的工作原理主要是通过冲击力将金属材料加工成所需形状的零件。
在进行冲裁操作时,冲压机将上模座和下模座夹紧住,上模和下模分别位于上模座和下模座上方和下方。
冲压机的活塞以很高的速度向下移动,冲击上模,使上模和下模之间的金属板材被切割或冲裁成所需形状的零件。
通过适当的模具结构设计和材料选用,冲压模具能够实现高速、高效、高精度的加工。
总之,冲压模具是一种重要的金属加工工具,其基本结构包括冲裁模、成型模和冲压上下模。
冲压模具通过冲击力将金属材料加工成所需形状的零件,具有高速、高效、高精度等优点。
冲压模具的设计和制造需要综合考虑多个因素,以满足零件的加工要求。
图文讲解冲压模具的基本构成认识
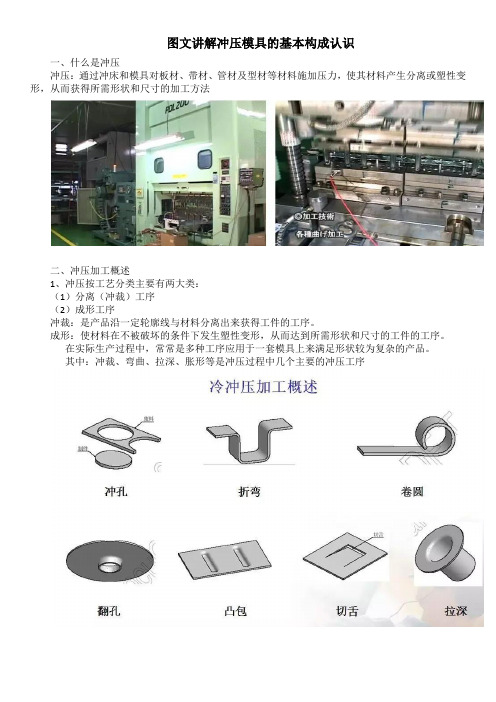
图文讲解冲压模具的基本构成认识一、什么是冲压冲压:通过冲床和模具对板材、带材、管材及型材等材料施加压力,使其材料产生分离或塑性变形,从而获得所需形状和尺寸的加工方法二、冲压加工概述1、冲压按工艺分类主要有两大类:(1)分离(冲裁)工序(2)成形工序冲裁:是产品沿一定轮廓线与材料分离出来获得工件的工序。
成形:使材料在不被破坏的条件下发生塑性变形,从而达到所需形状和尺寸的工件的工序。
在实际生产过程中,常常是多种工序应用于一套模具上来满足形状较为复杂的产品。
其中:冲裁、弯曲、拉深、胀形等是冲压过程中几个主要的冲压工序三、冲压加工的工艺特点优点:1、冲压加工可以获得极高的生产效率。
2、可以得到形状比较复杂、用其他加工方法难以加工的产品,如薄壳工件等。
3、产品的尺寸精度与模具的精度相关,因此,尺寸较稳定,互换性较高。
4、材料利用率较高,冲压耗能少,单位产品的成本较低。
5、冲压生产操作简单,易于实现自动化和机械化。
6、适合于大批量的生产。
缺点:1、冲压模具一般比较复杂,模具加工周期较长,且成本较高。
2、模具加工要求较高,不易制作。
综上所述:在进行模具设计时,需要很强的想象力和创造力,在理论和经验方面,对设计者和加工者的要求都很高。
四、模具的基本结构上盖板材质:45#(不需要热处理),T=20.00mm代码:PA硬度要求:自身硬度,无特别要求主要作用:是使托脱料弹簧的压力得以平衡,协调性好;将上模固定于冲床上。
加工机种:铣床、磨床材质:45#(不需要热处理),T=40.00mm代码:UP硬度要求:自身硬度,无特别要求主要作用:放置外导套、限位柱以及卸料弹簧,上模座厚度大小与卸料弹簧的长度有直接的关系加工机种:铣床、磨床、慢走丝上垫板材质:SLD,T=12.00mm代码:PB硬度要求:HRC58~62(需深冷处理)主要作用:承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷或变形。
加工机种:铣床、磨床、中走丝。
冲裁模具的基本结构及工作原理

冲裁模具的基本结构及工作原理1. 引言冲裁模具(也称为冲压模具)是一种用于金属材料冲剪加工的重要工具。
它由一组高硬度的模具部件组成,用于在压力下将金属材料切割、冲孔或折弯成所需形状。
冲裁模具被广泛应用于汽车、电子、家电等行业中,对产品的加工速度和精度起着重要作用。
本文将介绍冲裁模具的基本结构和工作原理。
2. 冲裁模具的基本结构冲裁模具主要由上模、下模和导向机构组成。
其中上模和下模分别承担压力传递和材料加工的任务,导向机构则用于引导模具的移动和定位。
上模是冲裁模具中的重要部件,通常由压块、压板和模具座组成。
压块用于将压力从冲裁机传递到上模,压板则用于固定模具座和压块,以确保稳定的压力传递。
下模是冲裁模具中的另一个重要部件,它通常由底板、模具和切口组成。
底板用于承受压力,模具则用于切割和冲孔金属材料,切口则用于探测和定位工件。
导向机构用于引导和定位模具的移动。
它通常由导向柱和导向套组成。
导向柱固定在冲裁机上,导向套则固定在上模或下模中。
3. 冲裁模具的工作原理冲裁模具的工作原理可以简单描述为以下几个步骤:步骤1:备料操作员将待加工的金属材料放置在冲裁机的工作台上,并将其固定。
步骤2:模具定位操作员使用导向机构将上模和下模对准,并确保其准确的定位和稳定性。
步骤3:施加压力操作员启动冲裁机,将压力传递到上模。
上模通过压块将压力传递给下模,使下模切割或冲孔金属材料。
步骤4:材料加工下模的切口切割或冲孔金属材料,完成所需的加工过程。
步骤5:去料加工完成后,操作员将下模移开,将加工好的件取出。
4. 常见冲裁模具的应用冲裁模具的应用范围广泛,以下是几种常见的冲裁模具及其应用:切割模具切割模具用于将金属材料切割成所需形状,常用于汽车制造业和家电制造业中的薄板件加工。
冲孔模具冲孔模具用于在金属材料上冲出孔洞,常用于电子产品制造业和家具制造业等领域。
弯曲模具弯曲模具用于将金属材料折弯成所需形状,常用于管道加工和钣金加工等领域。
冲裁模工作原理
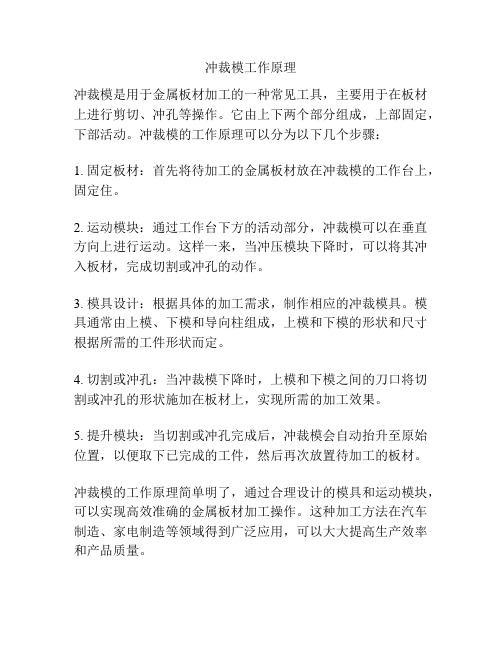
冲裁模工作原理
冲裁模是用于金属板材加工的一种常见工具,主要用于在板材上进行剪切、冲孔等操作。
它由上下两个部分组成,上部固定,下部活动。
冲裁模的工作原理可以分为以下几个步骤:
1. 固定板材:首先将待加工的金属板材放在冲裁模的工作台上,固定住。
2. 运动模块:通过工作台下方的活动部分,冲裁模可以在垂直方向上进行运动。
这样一来,当冲压模块下降时,可以将其冲入板材,完成切割或冲孔的动作。
3. 模具设计:根据具体的加工需求,制作相应的冲裁模具。
模具通常由上模、下模和导向柱组成,上模和下模的形状和尺寸根据所需的工件形状而定。
4. 切割或冲孔:当冲裁模下降时,上模和下模之间的刀口将切割或冲孔的形状施加在板材上,实现所需的加工效果。
5. 提升模块:当切割或冲孔完成后,冲裁模会自动抬升至原始位置,以便取下已完成的工件,然后再次放置待加工的板材。
冲裁模的工作原理简单明了,通过合理设计的模具和运动模块,可以实现高效准确的金属板材加工操作。
这种加工方法在汽车制造、家电制造等领域得到广泛应用,可以大大提高生产效率和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1,按加工的形式或內容分為: ①,沖裁模--------將一部分材料與另一部分材料分離的模 具。(切邊﹑下料模) ②,彎曲模--------將坯料彎曲成一定形狀的模具。(折彎模) ③,拉延模--------將坯料拉延成開口空心的零件或進一步改變空心工件形狀或尺
innovative Display Solution Provider
2,塑性變形階段
塑性变形、外力作用超出材料的强度极限,产生断 裂纹。当凸模继续压入,压力增加,材料内部的应力 也随之加大,在材料内的应力达到屈服极限时便开 始进入塑性变形阶段。在这一阶段中随着凸模挤入 材料的深度逐渐增加,材料的塑性变形程度也逐渐 增大。由于刃日处间隙的存在,材料内部的拉应力 及弯矩也都增大,使变形区材料硬化加剧,直到刃口 附近的材料由于拉应力及应力集中的作用开始出现 微裂纹,此时,冲裁变形力也达到最大值。微裂纹的 出现说明材料开始破坏,塑性变形阶段也告结束。
材料 SKD11 SKD11
SKD11
Solution Provider
熱處理 HRC58-62 HRC58-62
HRC58-62
性能
冲模零部件
工艺构 件
部件
定义
所含零件
凸模
工作零件
它是指直接进行冲裁分离工件的零件。 凹模
凸凹模
定位板定位销
定位零件
它是指能保证条料在送进和冲裁时在 挡料销
模具上有正确位置的零件。
innovative Display Solution Provider
二、 普通冲裁件的断面特征:
<1>塌角带 由主单性变形阶段产生初始塌角,带动边塑性变形阶段。 <2>光亮带 产生于塑性变形阶段,断面较光洁平整,是质量最佳的一段。 <3>断裂带 撕裂造成的,表面粗糙而无光泽,并带有锥度。 <4>毛刺区 产生微裂时便产生毛刺。
Div. KS RD LCD RD Center
LCD BU
Author Report No.
JH.YANG 沖壓模具及工藝
Approved by Issued Date 01.18.2010
innovative Display Solution Provider
Hale Waihona Puke 一、相關概念: 在常溫狀態下﹐把坯料放入模具中﹐通過壓力機和模具對坯料施加壓力﹐使坯料 分離或變形﹐制成需要的零件,這種模具裝備稱為冷沖模;
寸的模具。(拉伸模) ④,成形模--------將沖裁﹑彎曲或拉延的工件﹐進一步改變其局部形狀的模具。
innovative Display Solution Provider
2,按照模具結構分:
①,簡單沖裁模(工程模)-------在沖床每一次行程中只能完成同一種 沖裁工序的模具。這類模具有沖孔模,下料模U曲模、V曲模、拉深 模、切断模、铆接模、整形模等
、 常用冲压材料:
冲压用板料
黑色金属 有色金属 非金属
碳素结构钢板如SECC SPCC SPTE SGCC 低合金结构钢板如Q345。Q295 电工硅钢板 如D12 D41 不锈钢板 如SUS 304 SUS 430 其他 纯铜板 如T1。 T2 黄铜板 如 H62,H68 铝板 如1050A(23), 1035(L4)5052 钛合金板 镍铜合金板 其他 绝缘胶木板 纸板 橡胶板 有机玻璃层压板 纤维板 毛毡
innovative Display Solution Provider
三、沖裁凸模、凹模間間隙的設定: 沖裁模的凸模橫段面,一般都小於凹模孔,凸模和凹 模間有適當空隙,稱為間隙。普通材料的沖裁單邊間 隙面為材料厚度的5 %~6 %。通常情况下,模间隙 越小则光亮带比重越大,毛刺也越长。
innovative Display Solution Provider
导正销
导尺,侧刃
卸料板
压料,卸料及 出件零部 件
下料模
沖孔模
innovative Display Solution Provider
②,復合沖裁模(復合模)-------在沖床每一次行程中﹐在模具同一位
置上能完成几個不同的沖裁工序的模具。
innovative Display Solution Provider
③,連續沖裁模(連續模)-------在沖床每一次行程中﹐按一定的順序
﹐在模具的不同位置完成兩種或兩種以上的沖裁工序的模具。
innovative Display Solution Provider
二、沖裁的基本原理:
冲裁时材料分离过程可分为三个阶段:
1,彈性變形階段
板料在凸模压力作用下.首先产生弹性压缩、拉伸等 变形,此时凸模略微挤入板料内,板料的另一面也略微 挤入凹模刃口内,凸模端部下面的材料略有弯曲,凹模 刃日上面的材料开始上翘,间隙越大,弯曲和上翘越严 重,板料在凸、凹模刃口处形成初始塌角,这时材料内 部应力尚未超过弹性极限,当外力去掉后材料能恢复 原状。此阶段称为弹性变形阶段。
三、沖壓模具的結構:
innovative Display
NO 1 2 3 4 5 6 7 8 9 A B C D E F G H I J K
零件名稱 上模架板 上模固定板 凹模 上卸料板 下卸料板 凹凸模 下模固定板 下模架板 墊鐵 模柄 凸模 彈簧 外導柱 限位快 內導柱 導料銷 檔料銷 卸料螺釘 彈簧頂絲 限位柱
断面质量受冲裁条件的不同而不同,如:刃口间隙,刃口形状,锋利 程度,冲裁力、润滑条件,板料质量(表面质量),板料种类(性能)。 冲压生产要求冲裁件有较大的光亮带,尺量减少断裂带区域的宽度。 材料塑性愈好,光亮带愈大,断裂带愈小,同时,圆角毛刺亦增大。
innovative Display Solution Provider
innovative Display Solution Provider
3,剪裂階段:
断裂分离阶段微裂纹不断向材料 内扩展延伸,重合,材料断裂分 离。凸模继续下降,已产生的上、下 微裂纹不断扩大并向材料内部延伸, 当上、下裂纹相遇重合时,断开始分 离产生粗糙的断裂带,当凸模再往下 降,将冲落部分挤出凹模洞口,至 此,凸模回升完成整个冲裁过程。