【CN110076882A】一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法【专利】
【CN110076882A】一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法【专利】
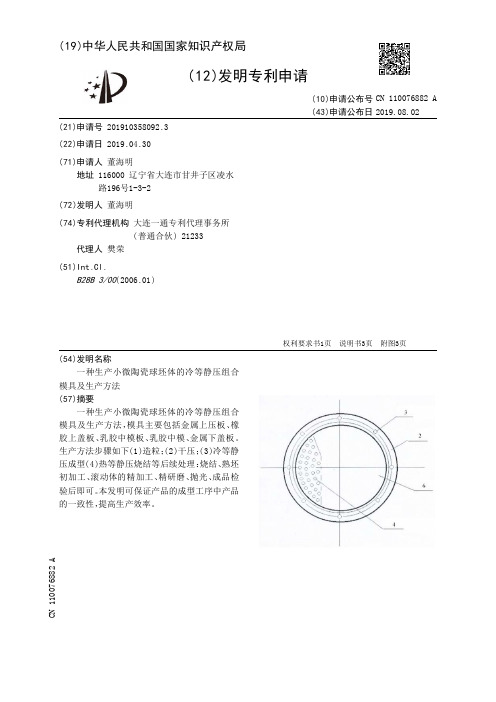
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910358092.3(22)申请日 2019.04.30(71)申请人 董海明地址 116000 辽宁省大连市甘井子区凌水路196号1-3-2(72)发明人 董海明 (74)专利代理机构 大连一通专利代理事务所(普通合伙) 21233代理人 樊荣(51)Int.Cl.B28B 3/00(2006.01)(54)发明名称一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法(57)摘要一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法,模具主要包括金属上压板、橡胶上盖板、乳胶中模板、乳胶中模、金属下盖板。
生产方法步骤如下(1)造粒;(2)干压;(3)冷等静压成型(4)热等静压烧结等后续处理:烧结、熟坯初加工、滚动体的精加工、精研磨、抛光、成品检验后即可。
本发明可保证产品的成型工序中产品的一致性,提高生产效率。
权利要求书1页 说明书3页 附图3页CN 110076882 A 2019.08.02C N 110076882A1.一种生产小微陶瓷球坯体的冷等静压组合模具,主要包括金属上压板、橡胶上盖板、乳胶中模板、乳胶中模、金属下盖板,其特征在于:金属下盖板与金属上压板均为圆环形平板,在金属下盖板上部设有乳胶下压板,在金属上压板下部设有乳胶上压板,在乳胶上压板和乳胶下压板之间设有乳胶中模板,在乳胶中模板上设有通孔,通孔的孔径比陶瓷毛坯球直径大,在金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板上均设有紧固螺丝孔,且紧固螺丝孔的位置相对应,金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板通过紧固螺丝相连接。
2.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:乳胶中模板上的通孔的孔径比陶瓷毛坯球直径大四分之一。
3.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板的外径相同,且均小于冷等机内缸径。
用于陶瓷管冷等静压成型的模具[实用新型专利]
![用于陶瓷管冷等静压成型的模具[实用新型专利]](https://img.taocdn.com/s3/m/76ac273978563c1ec5da50e2524de518964bd31a.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201720604296.7(22)申请日 2017.05.26(73)专利权人 姜冬英地址 102600 北京市大兴区黄村镇香海园54#1803室(72)发明人 姜冬英 (74)专利代理机构 北京瀚群律师事务所 11581代理人 安筱琼(51)Int.Cl.B28B 21/82(2006.01)(54)实用新型名称用于陶瓷管冷等静压成型的模具(57)摘要本实用新型涉及一种对外径尺寸要求较为严格的管状陶瓷材料的冷等静压成型模具,用于陶瓷管冷等静压成型的模具包括金属模具、橡胶模具和密封结构,所述橡胶模具为管状模具,并且在金属模具的内部,粉体填装在金属内壁和橡胶模具外壁之间的空间,然后再密封进行压制。
本模具压制的陶瓷管外壁光滑均匀,尺寸精确,适合于对外径要求较高的陶瓷管成型。
权利要求书1页 说明书2页 附图1页CN 207172397 U 2018.04.03C N 207172397U1.一种用于陶瓷管冷等静压成型的模具,包括金属模、橡胶模和密封装置,其特征在于:金属模在外,橡胶模在内,粉体填充在金属模内壁和橡胶模外壁之间的空间,所述橡胶模的中部具有容纳液压介质的容纳空间。
2.根据权利要求1所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模和橡胶模均为管状。
3.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模和橡胶模的一端均为封闭端。
4.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模具材料为不锈钢或碳钢。
5.根据权利要求4所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模具的内壁镀铬。
6.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:橡胶模具材料为氯丁橡胶、硅橡胶、聚氯乙烯和聚氰酯其中的一种。
权 利 要 求 书1/1页CN 207172397 U用于陶瓷管冷等静压成型的模具技术领域[0001]本实用新型涉及陶瓷材料的成型技术,用于陶瓷材料的冷等静压成型,进一步涉及一种对外径尺寸要求较高的陶瓷管的冷等静压成型。
陶瓷管壳的冷等静压成型模具[实用新型专利]
![陶瓷管壳的冷等静压成型模具[实用新型专利]](https://img.taocdn.com/s3/m/8db4b330d15abe23492f4d19.png)
专利名称:陶瓷管壳的冷等静压成型模具专利类型:实用新型专利
发明人:浦雪琴,朱军
申请号:CN02258101.4
申请日:20021026
公开号:CN2578077Y
公开日:
20031008
专利内容由知识产权出版社提供
摘要:一种陶瓷管壳的冷等静压成型模具,包括内模和外模,金属圆管形内模套装于橡胶管形外模内,内模和外模通过两端的橡胶塞装配组合成一体,所述的内模和外模之间留有加料空腔,采用上述冷等静压模具成型的陶瓷管壳坯体强度高,可加工性好、烧成变形小、收缩小、烧成后产品的各向均一性好、致密均匀,大大提高了产品的机械强度、耐高温性能和机电性能,可进行连续批量生产。
申请人:江苏省陶瓷研究所有限公司
地址:214221 江苏省宜兴市丁蜀镇
国籍:CN
代理机构:宜兴市天宇专利事务所
代理人:曹卫华
更多信息请下载全文后查看。
冷等静压烧结陶瓷球

冷等静压烧结陶瓷球
冷等静压烧结陶瓷球是一种通过冷等静压成型技术制成的陶瓷球。
等静压成型是通过施加各项同性压力而使粉料一边压缩一边成型的方法。
冷等静压则是在常温下对工件进行成型的等静压法。
这种方法可以实现均匀快速的冷却过程,提高生产效率。
在冷等静压烧结过程中,陶瓷粉末被放入模具中,然后在高压下进行压制。
压制后的陶瓷球具有较高的密度和均匀的微观结构,因此具有较高的机械性能和稳定性。
然后,这些陶瓷球在高温下进行烧结,使其结构更加紧密,提高其硬度和耐磨性。
冷等静压烧结陶瓷球具有许多优点,如高密度、高强度、高硬度、高耐磨性、低热膨胀系数和良好的化学稳定性等。
因此,它们被广泛应用于各种领域,如耐磨材料、密封材料、填料、研磨介质等。
一种生产烧结粉末过滤管的冷等静压成型模具[实用新型专利]
![一种生产烧结粉末过滤管的冷等静压成型模具[实用新型专利]](https://img.taocdn.com/s3/m/96a5d35869dc5022abea0042.png)
专利名称:一种生产烧结粉末过滤管的冷等静压成型模具专利类型:实用新型专利
发明人:王建永,汤慧萍,葛渊,张清,李增峰,汪强兵,朱纪磊,杨华斌
申请号:CN200720031817.0
申请日:20070518
公开号:CN201020537Y
公开日:
20080213
专利内容由知识产权出版社提供
摘要:本实用新型提供了一种生产烧结粉末过滤管的冷等静压成型模具,主要由定位底座、芯棒、穿孔钢套、加长螺套和定位装粉器组成。
其特征是把芯棒、钢套的下端固定在定位底座上;定位装粉器设计为同心环行,其内环孔与芯棒上端头配合,而外环内壁设计有螺纹,与加长螺套上端外壁螺纹配合。
这种设计采用上、下、内、外的刚性配合,完全保证了要装粉的环行间隙的厚度均匀、压坯内外表面同心和垂直。
这种模具的定位装粉器内有均匀分布的孔和目数较大的金属筛网,在装粉时可以不停旋转,保证粉末均匀地下落到环形四周,从而使得装粉均匀。
申请人:西北有色金属研究院
地址:710016 陕西省西安市51号信箱
国籍:CN
代理机构:西安创知专利事务所
代理人:谭文琰
更多信息请下载全文后查看。
一种等静压成球模具[实用新型专利]
![一种等静压成球模具[实用新型专利]](https://img.taocdn.com/s3/m/832150bccd22bcd126fff705cc17552707225eaf.png)
(10)授权公告号 CN 201950210 U(45)授权公告日 2011.08.31C N 201950210 U*CN201950210U*(21)申请号 201120026604.5(22)申请日 2011.01.27B22F 3/03(2006.01)B30B 11/30(2006.01)B30B 9/22(2006.01)(73)专利权人山东鲲鹏新材料科技股份有限公司地址255071 山东省淄博市张店区沣水镇大高村西(72)发明人李军远 颜吉祥赵亮(54)实用新型名称一种等静压成球模具(57)摘要一种等静压成球模具,属于模具领域,具体涉及一种等静压模具。
其包括上模和下模,上模和下模的成型腔扣合组成球形空腔,特征在于在下模上开设喇叭口,上模插入下模中,上模和下模上的成型腔为两个不等大的球冠形空腔。
这种模具生产出的研磨球外表浑圆,内部各项应力均衡,使用寿命和耐用强度得到显著提高。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书 1 页 说明书 2 页 附图 1 页1.一种等静压成球模具,包括上模和下模,上模和下模的成型腔扣合组成球形空腔,其特征在于在下模上开设喇叭口,上模插入下模中,上模和下模的成型腔为两个不等大的球冠形空腔。
2.根据权利要求1所述的一种等静压成球模具,其特征在于上模成型腔的球冠高度为上、下模扣合组成的球形成型腔直径的1/3-1/5。
3.根据权利要求1或2所述的一种等静压成球模具,其特征在于上、下模为橡胶材质制作。
一种等静压成球模具技术领域[0001] 本实用新型属于模具领域,具体涉及一种等静压模具。
背景技术[0002] 目前,用粉末压制成型的研磨球,其所用模具多为刚性材质制作,在上下模上分别开设半球状成型腔,在下模上放置原料粉末,扣合上模后利用压机将上下模压紧在一起,从而使得型腔内的粉末压实成球体。
这种成型方式生产出的研磨球,其质量依赖于粉末的放置量合适且均一恒定,否则成型的球体致密度不均,严重时会因为缺料产生凹槽或因放料过多压制成椭球体,影响研磨质量。
用于陶瓷粉末压制成型的干袋式冷等静压机成型装置[实用新型专利]
![用于陶瓷粉末压制成型的干袋式冷等静压机成型装置[实用新型专利]](https://img.taocdn.com/s3/m/cf33b7f36bd97f192379e926.png)
专利名称:用于陶瓷粉末压制成型的干袋式冷等静压机成型装置
专利类型:实用新型专利
发明人:苏貔貅,段松荣
申请号:CN201920908293.1
申请日:20190617
公开号:CN210308319U
公开日:
20200414
专利内容由知识产权出版社提供
摘要:本实用新型属于压机技术领域,具体涉及用于陶瓷粉末压制成型的干袋式冷等静压机成型装置,包括预应力式压制成型主机、加料机构、取料机构和电脑控制监控系统,预应力式压制成型主机下侧安装有四工位转动转盘,四工位转动转盘连接有转动伺服电机,四工位转动转盘连接有高精度定位器,加料机构安装有自动加料及测量系统,加料机构安装有与四工位转动转盘相对应的加料震动系统,取料机构安装有与四工位转动转盘相对应的取模具机械手,取料机构安装有与取模具机械手相对应的取料机械手,取料机构设有成品出线传送带,自动加料及测量系统、加料震动系统、转动伺服电机和取料机械手均与电脑控制监控系统电连接,电脑控制监控系统设有电器操作柜。
申请人:株洲君合工业智能设备有限公司
地址:412000 湖南省株洲市荷塘区金山路475号力洲生产车间四
国籍:CN
代理机构:合肥律众知识产权代理有限公司
代理人:白凯园
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910358092.3
(22)申请日 2019.04.30
(71)申请人 董海明
地址 116000 辽宁省大连市甘井子区凌水
路196号1-3-2
(72)发明人 董海明
(74)专利代理机构 大连一通专利代理事务所
(普通合伙) 21233
代理人 樊荣
(51)Int.Cl.
B28B 3/00(2006.01)
(54)发明名称
一种生产小微陶瓷球坯体的冷等静压组合
模具及生产方法
(57)摘要
一种生产小微陶瓷球坯体的冷等静压组合
模具及生产方法,模具主要包括金属上压板、橡
胶上盖板、乳胶中模板、乳胶中模、金属下盖板。
生产方法步骤如下(1)造粒;(2)干压;(3)冷等静
压成型(4)热等静压烧结等后续处理:烧结、熟坯
初加工、滚动体的精加工、精研磨、抛光、成品检
验后即可。
本发明可保证产品的成型工序中产品
的一致性,
提高生产效率。
权利要求书1页 说明书3页 附图3页CN 110076882 A 2019.08.02
C N 110076882
A
权 利 要 求 书1/1页CN 110076882 A
1.一种生产小微陶瓷球坯体的冷等静压组合模具,主要包括金属上压板、橡胶上盖板、乳胶中模板、乳胶中模、金属下盖板,其特征在于:金属下盖板与金属上压板均为圆环形平板,在金属下盖板上部设有乳胶下压板,在金属上压板下部设有乳胶上压板,在乳胶上压板和乳胶下压板之间设有乳胶中模板,在乳胶中模板上设有通孔,通孔的孔径比陶瓷毛坯球直径大,在金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板上均设有紧固螺丝孔,且紧固螺丝孔的位置相对应,金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板通过紧固螺丝相连接。
2.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:乳胶中模板上的通孔的孔径比陶瓷毛坯球直径大四分之一。
3.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板的外径相同,且均小于冷等机内缸径。
4.应用生产小微氮化硅陶瓷球坯体的冷等静压组合模具生产小微陶瓷球坯体方法,其特征在于:
(1)造粒:超细加工粉料,将混合辅料后的陶瓷粉体喷雾造粒,通过控制力度分布,将粉体的堆积密度达到0.7-0.78克/立方厘米,添加硬脂酸锌辅料,造粒后可提高粉体的流动性;
(2)干压:采用自动干粉压制设备,将粉料在干压模具中预成型,在干压后,坯体的密度要达到1.2克/立方厘米-1.5克/立方厘米;
(3)静压成型:使用小微陶瓷球坯体冷等静压组合模具,把陶瓷毛坯球放入乳胶中模板的通孔内,等静压成型后,陶瓷毛坯球的提及密度达到1.7克/立方厘米-2.1克/立方厘米;
(4)烧结等后续处理:烧结、熟坯初加工、滚动体的精加工、精淹、抛光后即可。
2。