冲压工艺卡模板
生产工艺流程卡模板
审核:
批准:
产品代号 零件名称 零件代号
图
** ** ** 示
冲压件
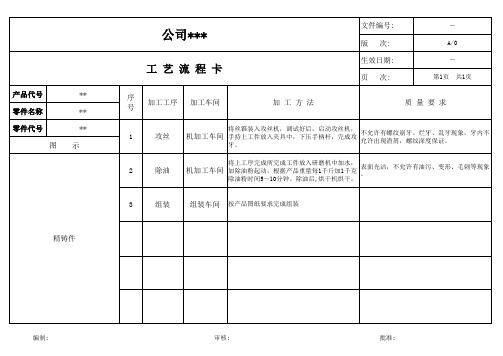
公司***
工艺流程卡
序 号
加工工序
加工车间
加工方法
文件编号: 版 次: 生效日期: 页 次:
― A/0 ― 第1页 共1页
质量要求
将冲模装入冲压机,然后将钢带装入料架,启动 不得有裂纹等不良现象,特别注意与方钢配合
1 冲压成型 冲压车间 冲床,经滚边机或矫正机校直、校平后,由送 的方孔尺寸,未注公差按GB/T1804-m执行。具
料机送入模具中冲压成型。
体以图纸及《品质检验规范》为准。
2
除毛刺
冲压车间
启动砂纸机,手持上工序所完成工入研磨机中加水,根据
3
除油
冲压车间
产品重量每1千斤加1千克除油粉,加除油粉启 动研磨机,运行5~10分钟。除油后,烘干机
表面光洁,不允许有油污、变形等现象。
不允许有螺纹崩牙、烂牙、乱牙现象,牙内不 允许出现渣屑,螺纹深度保证。
2
除油
机加工车间
将上工序完成所完成工件放入研磨机中加水, 加除油粉起动,根据产品重量每1千斤加1千克 除油粉时间5~10分钟。除油后,烘干机烘干。
表面光洁,不允许有油污、变形、毛刺等现象 。
3
组装
组装车间 按产品图纸要求完成组装
编制:
产品代号 零件名称 零件代号
图
** ** ** 示
精铸件
公司***
工艺流程卡
文件编号: 版 次: 生效日期: 页 次:
+0.010
― A/0 ― 第1页 共1页
序 号
加工工序
加工车间
加工方法
冲压工艺卡片
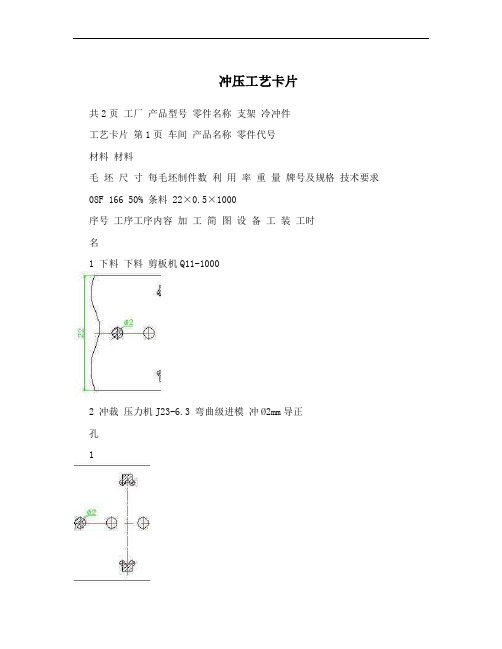
冲压工艺卡片
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
冲压生产工艺卡

冲压生产工艺卡冲压是一种利用模具对金属材料进行成形的工艺。
冲压生产工艺卡是对冲压件生产过程中所需的工艺参数、工装、模具等内容进行记录和管理的参考卡片。
下面,我将介绍冲压生产工艺卡的主要内容。
一、零件信息在冲压生产工艺卡上需要包含零件的基本信息,包括零件名称、图号、材料、规格、数量以及特殊要求等内容。
二、生产工艺流程冲压生产工艺卡需要详细描述零件的生产工艺过程,包括冲压顺序、冲压工序、模具使用顺序等。
工艺流程应根据实际生产情况进行调整,并进行不断更新和改善。
三、工艺参数冲压生产工艺卡需要记录和管理每个冲压工序的工艺参数,包括冲压压力、冲压速度、冲次、模具调整等内容。
这些参数对于保证冲压件质量、提高生产效率至关重要。
四、模具信息冲压生产工艺卡需要包含模具的基本信息,包括模具名称、型号、材料、加工精度等内容。
同时,还需要记录模具的使用次数、报废情况以及维护保养记录。
五、质量要求冲压生产工艺卡需要详细描述零件的质量要求,包括尺寸容差、表面质量、力学性能等内容。
质量要求是冲压生产中的关键指标,应严格执行并进行质量控制。
六、工装要求冲压生产工艺卡需要包含工装的基本信息,包括工装名称、构造、材料等内容。
同时,还需要记录工装的使用次数、报废情况以及维护保养记录。
七、安全措施冲压生产过程中存在一定的安全风险,因此冲压生产工艺卡需要包含相应的安全措施,包括操作规程、防护设施、应急措施等内容。
工艺卡上应标明生产过程中的安全警示和注意事项。
八、工艺示意图为了更直观地描述冲压生产过程,冲压生产工艺卡可以包含工艺示意图。
工艺示意图可以通过CAD软件绘制,清晰明了地展示出每个冲压工序的过程,有助于操作人员更好地理解和执行。
以上就是冲压生产工艺卡的主要内容,通过精心编制和管理冲压生产工艺卡,可以有效提高冲压生产过程的质量和效率,减少不良品率,降低生产成本,提高企业竞争力。
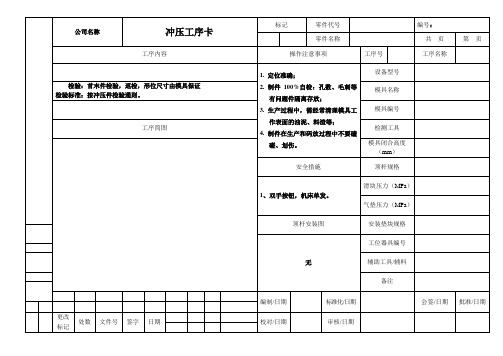
冲压工序卡-模板
模具编号
工序简图
检测工具
模具闭合高度(mm)
安全措施
顶杆规格
1、双手按钮,机床单发。
滑块压力(MPa)
气垫压力(MPa)
顶杆安装图
安装垫块规格
无
工位器具编号
辅助工具/辅料
备注
编制/日期
ห้องสมุดไป่ตู้标准化/日期
会签/日期
批准/日期
更改标记
处数
文件号
签字
日期
校对/日期
审核/日期
公司名称
冲压工序卡
标记
零件代号
编号:
零件名称
共页
第页
工序内容
操作注意事项
工序号
工序名称
1.定位准确;
2.制件100%自检:孔数、毛刺等有问题件隔离存放;
3.生产过程中,需经常清理模具工作表面的油泥、料渣等;
4.制件在生产和码放过程中不要磕碰、划伤。
设备型号
检验:首末件检验,巡检,形位尺寸由模具保证
检验标准:按冲压件检验通则。
(完整)冲压工艺卡(模板)
(完整)冲压工艺卡(模板)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)冲压工艺卡(模板))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)冲压工艺卡(模板)的全部内容。
复印机底盒冲压工艺卡。
冲压工艺流程卡
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。
电机端盖冲压工艺过程卡

单件定额(秒)
工人数量(名)
型号名称
名称图号
名称编号
01
剪床下料205.3X1500
02
落料与首次拉深
J23-100A
落料拉深复合模MJ01-00
游标卡尺
360
10
2
03
二次拉深(反拉深)
J23-80
第二次拉深模MJ02-00
游标卡尺
360
10
2
04
三次拉深
J23-80
第三次拉深模MJ03-00
游标卡尺
360
10
2
05
四次拉深
J23-80
第四次拉深模MJ04-00
游标卡尺
360
10
2
06
中间热处理(退火)
07
五次拉深(再次反拉深)
J23-80
第五次拉深模MJ05-00
游标卡尺
360
10
2
08
带压筋整形
J23-100A
压筋整形模MJ06-00
千分尺、三坐标测量仪
360
10
2
09
冲所有孔Ф13、9-Ф10
冲压工艺过程卡冲压工艺卡片产来自名称电动机文件代号
共1页
零件名称
电机端盖
厂名
材料
名称牌号
08F钢
剪后毛坯
205.3X1500
每条件数
7个
部门
形状尺寸
2500X1500X1.25㎜
每张件数
84个
材料利用率
71.4﹪
车间
零件送来部门
工种
冲
钳
零件送往部门
每产品零件数