脉冲燃烧控制系统
摩托车脉冲点火原理

摩托车脉冲点火原理摩托车脉冲点火系统是一种常见的点火系统,它通过产生脉冲信号来控制点火时机,从而实现引擎的点火。
一、摩托车脉冲点火系统的组成摩托车脉冲点火系统由以下几个主要部分组成:1. 脉冲发生器:脉冲发生器是摩托车脉冲点火系统的核心部件。
它由一个磁性元件和一个线圈组成。
当磁性元件经过脉冲发生器时,会产生一个短暂的磁场变化,从而激发线圈产生高电压脉冲信号。
2. 线圈:线圈是脉冲点火系统中的另一个重要组成部分。
它由一根绕制密集的导线构成。
当脉冲信号通过线圈时,线圈会产生强大的磁场,进而将电能转化为高压电能。
3. 火花塞:火花塞是点火系统的输出装置。
它位于汽缸顶部,并通过火花塞线与脉冲点火系统相连接。
当脉冲信号到达火花塞时,火花塞会产生火花,点燃混合气体,从而引爆燃烧室内的混合气体。
二、摩托车脉冲点火原理的工作过程摩托车脉冲点火系统的工作过程可以分为以下几个步骤:1. 电源供给:当摩托车启动时,点火系统会从电源获得所需的电能。
电源可以是摩托车的电瓶或发电机。
2. 脉冲发生:脉冲发生器中的磁性元件随着曲轴旋转,当其经过脉冲发生器时,会产生一个短暂的磁场变化。
这个磁场变化会激发线圈产生高电压脉冲信号。
3. 脉冲放大:线圈接收到脉冲信号后,会将其放大为一个更高的电压。
这个高压电能将被传送到火花塞。
4. 火花点燃:高压电能经过火花塞线传送到火花塞。
当脉冲信号到达火花塞时,火花塞会产生火花,点燃混合气体,从而引爆燃烧室内的混合气体。
5. 燃烧:混合气体在火花的作用下燃烧,产生高温高压气体。
这些气体会推动活塞运动,驱动发动机工作。
三、摩托车脉冲点火原理的优点摩托车脉冲点火系统相比传统的机械点火系统具有以下几个优点:1. 准确性高:脉冲点火系统通过电子控制,可以精确地控制点火时机,使点火更加准确。
2. 能耗低:脉冲点火系统能够根据实际需要产生脉冲信号,不会浪费能量,从而降低能耗。
3. 可靠性强:脉冲点火系统由电子元件组成,不受机械磨损的影响,具有较高的可靠性和稳定性。
天然气烧嘴说明
AIO 65RG-200/135(90KW) AIO 80HB-300/135(150KW) AIO 100HB-200/135(230KW) AIC 100HB-300/135(150KW)Ast65-D:Ast-65+AIC-06+EG12*SO*GMO 正面Ast65-D:Ast-65+AIC-06+EG12*SO*GMO外形尺寸图AF10: DN100AGV系列燃气减压阀连接尺寸图:H1H2LAGV 15-50AG 25R02NT31AG 25R02LT31AG 40R02NT31AG 80FAGK15AGK25AGK40空燃比例阀是实现空气和燃气固定比例的安装在燃气进气管路中的一种阀门。
我们在前面讲过,要现实完全燃烧,需要的空气和氧气必须是AT31-60T3E AT31选型表AT50-60T20E19 a b cdef V minabc e d旧电磁头新电磁头拧紧ACK 80AT31+AKL80AT50+AKL100AKL-S手动型AT50+AKR200AKR200-S手动型d e c h a r g e D p [m b a r ]3040506080100%线性阀配合执行器用于调整燃气或者空气的流量,是一种流量跟阀门开度成线性比例关系的一种阀门。
0度时流量为0,90度是流量为最大。
可以配合AT31执行器配套使用,可选择三点式,或者连续信号控制,调整方便。
调节范围25:1从而达到烧嘴功率线性输出的目的线性流量调节阀是基于旋转阀芯的工作原理,流量调节柱形阀芯上有特使设计的线性流量通道。
通过调节阀芯的旋转来获得相应的流量AXF-25为简易线性阀,阀芯为筒材质,外形尺寸见AKL25。
AFX-40/30阀芯为筒材质。
AFX-25阀芯为塑料,线性度比AXF-25高。
AFX-25为近似线性,如下图所示AFX-25线性阀AXF-25线性阀AXF-40/32流量和开度关系示意图:100流量曲线表AFS 244-5/1W AFS 258-5/1WAL-SMBAIC06-C-1选型表AFW 15-TAFW15-T是一种对烧嘴火焰状态进行监测,给外部开关量信号的一种检测器。
脉冲燃烧技术在步进加热炉中的应用
1 . 1 脉冲燃烧技术控制的原理 近年来 ,在轧钢加热炉上采用脉冲燃烧技术
改善 了炉 内火焰 温度 分布 ,进而改 善 了炉 膛 内的
煤气供热时有时无 ,造成对管网压力的冲击 ,以 及炉子的断续供热造成的炉压等问题 ,采用对各 个烧嘴 的开 闭时 间及其开 关顺 序进行 控制 。脉 冲
冶 金 能
源
V0 1 . 3 2 No . 4
EN E RGY F OR ME T A L L UR GI C AL I ND US r R Y
J u l y . 2 0 1 3
脉 冲燃 烧 技术 在 步 进 加 热炉 中的应 用
赵 钰
( 山西 太钢 工程技术 有 限公 司)
1 脉 冲燃烧 技术
嘴前 的空 气 、煤 气 管道上 配备 有 电磁 阀及空 煤气 比例控制 设备 ,可 以有效 地保证 每个 烧嘴 的最佳 空燃 比 ,从而保 证烧 嘴最 佳燃烧 状 态 ,这就 保证 了不 同热 负荷 时炉 温的均 匀性 。
为了避免采 用 这 种 方 式供 热 时 ,由于 空 气 、
燃烧控 制采用 间断 燃烧 的方式 ,使 用脉宽调 制技 术 ,通过 调节 燃 烧 时 间 的 占空 比 ( 通 断 比 )来 实现加热 炉 的温度控 制 。这个 系统 并不调节 某个 区域 内燃 料输 人 的大小 ,而是 调节 在给定 区域 内
温度分布 ,有利于钢坯的均匀加热。 早在 2 0世纪 6 0年代 ,为了满足 加热及 热 处 理工艺对温度均匀性的严格要求 ( ≤± 5 。 , 甚至
目前钢 铁行业 高端 产 品对炉 内温 度场 的均匀 性要求 较高 。特 别是 在适应 对不 同品种 、不 同温 度钢种 加 热 时 ,燃 烧 气 氛 的稳 定 可 控 性 要 求 较
浅谈无段流量调节脉冲控制加热炉调试要点
2)将空气总管压力调节阀和煤气总管压力调节阀的设定值分别设为8.5 kPa和7.5 kPa,同时将总管压力稳定在上述设定值。3)逐个测量每个脉冲烧嘴前空气、煤气孔板前后压差,通过调节烧嘴前手动阀门的开度,使空气、煤气孔板前后压差稳定在表1中的计算值附近。
(2)数据测试与分析。在加热炉各脉冲烧嘴调平的基础上,分别改变空气、煤气总管的压力,测试各脉冲烧嘴的空燃比及空气过剩系数变化范围,为自动控制提供基础数据。注意,在数据测试过程中,烧嘴前的空气、煤气手动阀门开度需保持不变。1)数据测试。根据本项目特点,空气总管的压力分别设定为7.0、7.5、8.0、8.5、9.1 kPa,煤气总管的压力分别设定为7.0、7.5、8.0、8.5、9.0 kPa。通过测量烧嘴前空气、煤气孔板的压差,再由公式(1)算出对应的空气、煤气流量。2)数据分析。数据分析的目的主要有两点,一是对前期调平过程的检验,二是将测试的数据提供给自动化控制系统,作为控制的原始数据。数据分析的内容主要包括空燃比和空气过剩系数。本项目燃料为天然气,理论空燃比为10.042,分析结果:①当空气、煤气总管压力波动一致时,烧嘴的空燃比、空气过剩系数基本保持一致;②当空气、煤气总管压力在7.0~9.0 kPa波动时,对应的四个烧嘴的空燃比在9~11.8波动,对应的空气过剩系数在0.9~1.18波动。为分析全炉的数据,可将所有烧嘴的数据进行算术平均。为了便于叙述,此处仍以上述烧嘴为例,分析结果:a通过调整空气、煤气总管压力,可调整全炉的空气过剩系数。b若煤气总管压力设定为7.5 kPa,空气总管压力在7~9 kPa波动时,空气过剩系数在1.00~1.13波动,对应的残氧值波动幅度在0%~2.4%。c若空气、煤气总管压力同时波动时,全炉的空气过剩系数可在0.9~1.16调整。
全炉膛气脉冲在线控制系统的设计
中,所 占体积比重也极小,根本不会发生再爆炸
收稿 日期:0 6 4 6 20 —0 —2 万 翼 (9 3 )硕士 ;2 08 江苏省徐州市 。 18- , 2 10
.
的可能 ,因此具有较高的可靠性 。 整套 装置 结构 简单 ,维 护方便 ,投 资少 ,费
维普资讯
扫,最下侧一排爆炸筒放在空预器处 ,用于空预
全炉膛气脉冲在线除灰系统 ,是一个利用可 燃气体爆轰所产生的冲击波 ,实现对过热器和屏 的冷段以及省煤器进行吹灰清堵的方法。可以保
证锅炉受热面的清洁,降低传热热阻 ,提高锅炉
效率 , 并抑制 了锅炉烟道烟阻的上升 ,节约引、 送风机的能耗 ,是一种新 型的较蒸 汽吹灰更有 效 、经济的在线除灰方法。全炉膛气脉冲在线吹 灰系统 ,综合利用爆炸冲击波的动能 、声能和热
( 国矿 业大 学 机 电工 程学 院 ) 中
摘 要 根据气脉 冲吹灰的工作原理 ,编制电厂燃 煤锅炉全 炉膛燃气 脉冲在线 吹灰控制程序 , 燃气脉 冲系统 除灰 技术
通过使用 V B语言来实现气 脉冲吹灰 系统 自动控制 。
关键词 电站锅炉
Th e in o h n-i e f e a o r ls se i h e r h ed sg f t e o ln u lg s c nto y tm n t e h a t
W a Ch n Nig P n e Z a gW e XioDo g n Yi e n e gW i h n i a n
( hn i rt f nn n ehooy C iaUnv syo igadT cn l ) ei Mi g
Ab ta t Ac o dn o t e p i cp f f e a u s h rmo a e h oo y, On l e c n r l sr c c r i g t h rn la o u l g s p l a e v l c n lg l es t —n i o to
高天混合煤气采用大小火脉冲燃烧控制系统实际生产中的问题及处理
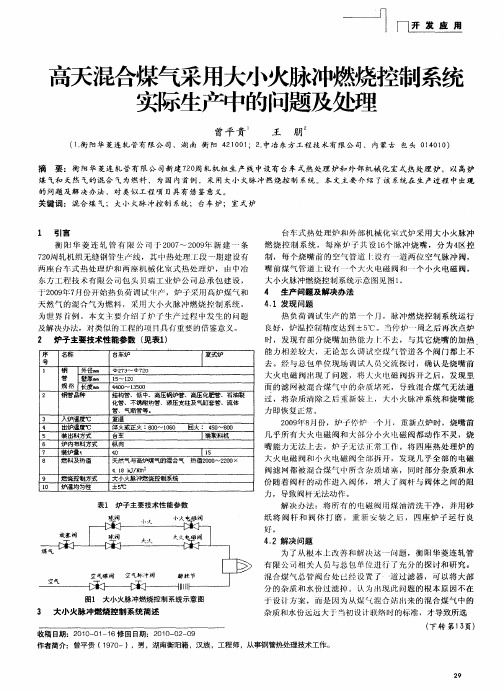
台车式 热处理 炉和外 制 系 统 , 每 庳 炉 子 共 设 1 个 脉 冲 烧 嘴 , 分 为 4 控 6 区 制 , 每 个 烧 嘴 前 的 空 气 管 道 }设 有 道 两 位 空 气 脉 冲 阀 , :
去 。 经 与 总 包 单 位 现 场 调 试 人 员 交 流 探 讨 , 确 认 是 烧 嘴 前
2 炉子主要技术性能参数 ( 见表1 )
序 号 l 名 称
钢 外径 m m 管 壁厚 m m 规 格 长度 一 。
色车 炉
<2 3 击7 0 I7N > 2 l~ 10 5 2 q 0~ IS0 4 0 3 0
大 小 火 脉 冲 燃 烧 控 制 系 统 示 意 图 址 i 。 4 生 产 问题 及 解 决 办 法 4 1 发 现 问题 . 热 负 荷 调 试 生产 的第 一 个 厂 , 脉 冲 燃 烧 控 制 系 统 运 行 J 良好 ,炉 温 控 制 精 度 达 到 ±5 。 当停 炉 ‘ 之 后 再 次 点炉 ℃ 周 时 , 发 现 有 部 分 烧 嘴 加 热 能 力 } 去 , 与 其 它 烧 嘴 的 加 热 : 不 能 力相 差 较 大 ,无 论怎 么 调 试空 气 管 道 各 个 阀 门 都 上 不
嘴 前 煤 气 管 道 上 设 有 一 个 大 火 电 磁 阀 和 个 小 火 电磁 阀 ,
于20年7 0 9 月份 开 始 热 负 荷 调 试 乍产 , 炉 子 采 用 高 炉 煤 气 和 天 然 气 的混 合 气 为 燃 料 , 采 用 大 小 火 脉 冲 燃 烧 控 制 系 统 , 为世 界 例 。本 文 丰 要 介 绍 了 炉 了 牛 产 过 程 中 发 生 的 问题 及 解 决 办 法 ,对 类 似 的工 程 的项 目具仃 重 要 的 借 鉴 意 义 。
脉冲控制原理

脉冲控制原理
脉冲控制原理是一种电子控制技术,利用脉冲信号来控制电路或系统的行为。
通过调节脉冲信号的频率、占空比和幅值,可以实现对电路或系统的开关、调节和保护等功能。
脉冲控制原理广泛应用于各种电子设备和系统中,包括电源供应、电机控制、通信系统、工业自动化等领域。
在电源供应中,脉冲控制原理可以实现高效能的能量传输和变换,提高能源利用率;在电机控制中,脉冲控制原理可以实现电机的精确控制和节能运行;在通信系统中,脉冲控制原理可以实现数据的高速传输和抗干扰能力;在工业自动化中,脉冲控制原理可以实现对机械设备的精确定位和运动控制。
脉冲控制原理的基本原理是利用脉冲信号的高低电平来控制电路或系统的行为。
脉冲信号由高电平和低电平组成,在高电平时电路或系统执行某种操作,在低电平时电路或系统执行其他操作。
通过调节脉冲信号的频率和占空比,可以控制电路或系统的工作状态。
脉冲控制原理的实现方式有多种,常见的包括计数器、定时器、触发器等电子元件。
计数器可用于产生脉冲信号,定时器可用于调节脉冲信号的频率和占空比,触发器可用于控制电路或系统的开关操作。
这些电子元件可以组合使用,形成复杂的脉冲控制电路,实现对电路或系统的精确控制。
总的来说,脉冲控制原理是一种利用脉冲信号来控制电路或系统行为的技术。
通过调节脉冲信号的频率、占空比和幅值,可
以实现对电路或系统的开关、调节和保护等功能。
脉冲控制原理广泛应用于电子设备和系统中,具有高效能、精确性和可靠性的特点。
电子燃气灶工作原理
电子燃气灶工作原理电子燃气灶是一种使用电力来点燃天然气或液化气的厨房设备。
它采用了先进的电子技术,使燃气的点火和火焰控制更加方便和安全。
下面,我将详细介绍电子燃气灶的工作原理。
一、燃气供应系统电子燃气灶的燃气供应系统由气源管道、调压器和电磁阀组成。
气源管道将天然气或液化气引入调压器,并通过调压器将气压控制在合适的范围内。
然后,电磁阀控制燃气的流动,保证燃气的供应稳定可靠。
二、火焰控制系统电子燃气灶的火焰控制系统主要包括电子点火装置和火焰传感器。
电子点火装置通过电子芯片和高压电脉冲,将电能转化为火花,点燃燃气。
当火焰传感器检测到火焰,它会发送信号给点火装置,停止高压电脉冲。
同时,火焰传感器还可以监测火焰的状况,当火焰异常时,它会发出警报并关闭燃气阀门,确保安全使用。
三、温度控制系统电子燃气灶配备了温度控制系统,用于调节和维持燃烧的温度。
这个系统主要由温度传感器和控制芯片组成。
温度传感器可以实时监测炉灶的温度,并将数据传输给控制芯片。
控制芯片根据设定的温度值,控制电磁阀的开关,调节燃气的流量,以达到预期的加热效果。
四、操作界面电子燃气灶通常设计有触摸屏或旋钮操作界面,用于设置火力大小和其他功能。
触摸屏通过电容或电阻技术,感应用户的操作,并将指令传递给控制芯片。
旋钮通过旋转的方式,调节电位器的阻值,改变电流大小,实现火力的控制。
总结:电子燃气灶的工作原理是通过燃气供应系统、火焰控制系统、温度控制系统和操作界面的协同工作,实现对燃气的点火、火焰控制和温度调节。
它的主要优点在于点火方便、火力控制精准、温度稳定,提供了一个更安全、高效的烹饪环境。
随着科技的不断进步,电子燃气灶的工作原理也在不断改进,带给用户更好的使用体验。
以上就是电子燃气灶的工作原理的相关介绍,希望对您有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
脉冲式比例大小火燃烧控制系统
11
10
1、点火电极
2、控制器
3、监测电极
4、燃气烧嘴10、助燃风机13、反馈管
5、连接软管8、燃气电磁阀11、脉冲阀14、脉冲控制器
6、手动切断阀9、空/燃比例阀12、手动蝶阀15、温控表
7、手动调节阀16、热电偶
温度控制系统由热电偶、温控表、脉冲控制器等组成。
热电偶16检测的实测温度与仪表15的设定温度比较,经过PID运算,输出相应4~20mA信号,此信号传给脉冲控制器14来精确控制烧嘴助燃空气脉冲阀11的动作控制助燃风大/小,通过空气反馈管13连锁空/燃比例9控制燃气的大/小,使之空燃比最佳供给烧嘴燃烧。
达到高精度控温,对不同的工艺曲线,系统均能使烧嘴在最佳状态下工作,并使实际温度曲线和理论工艺曲线趋于一致。
烧嘴采用脉冲大小火燃烧控制,从燃料燃烧的角度看,烧嘴只有三种工作状态,大火、小火,关闭。
烧嘴总在最佳状态工作,燃料燃烧充分。
烧嘴火焰的出口速度高,约100米/秒,在炉膛内对流换热系数大,传热效率高。
高速的燃烧气流对炉内的气流进行充分的搅拌,强化气体的循环和对流传热,提高了炉温均匀性和传热效果,缩短了加热时间。
可编程序脉冲控制器控制烧嘴实现大小火按时间比例交替、脉冲燃烧,以满足各种加热温度和速度的需要。
升温时,温控表根据升温曲线输出信号,脉冲控制
烧嘴的大/小火。
并可根据曲线中的低温段控制需要控制烧嘴的开关来辅助控温,达到精确控制。