fanuc系统硬件连接图
fanuc系统硬件连接图

说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配综合接线图(i说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注: 1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配说明:代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆注:1.根据线标K*可由后面章节查看该端口的管脚连接图2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池3.电机与放大器的最大电流必须匹配DC24Vii ipositioncoder24V24V接近开关制动插脚,制动插脚i 电源i 电源。
数控机床系统连接与调试-项目3 FANUC 数控机床硬件连接

项目3 FANUC 数控机床硬件连接
3.相关参数设置
数控机床模拟主轴相关参数设置 见表3-3所示。
项目3 FANUC 数控机床硬件连接
3.2.2数控机床串行主轴控制 1.串行主轴认知
在FANUC 0i系列数控系统中,FANUC CNC控制器与FANUC主轴伺服放大器之间数据 控制和信息反馈采用串行通信进行。
项目3 FANUC 数控机床硬件连接
2.串行主轴硬件连接
数控机床为串行主轴时,JA41连接的是主轴指令信号,如果主轴放大器是βiSVSP 伺服放大器,则JA41连接在JA7B接口,而数控系统的JA40接口空着,而主轴的速 度反馈则连接到βiSVSP主轴放大器的JYA2接口上。
图3-10 数控系统与串行主轴模块连接示意图
图3-6三菱变频器
项目3 FANUC 数控机床硬件连接
表3-2三菱变频器参数设置说明
项目3 FANUC 数控机床硬件连接
(4)变频器在数控机床主轴上的应用
三菱变频器数控机床主轴连接如图2-3所示,其中M是变频主轴电动机。KA11、KA12 是继电器,控制变频器正、反转信号。变频器上C、B端子为系统提供变频工作状态 信息,一般接入PLC输入点,产生报警提示。模拟信号来自数控系统JA40端口。
项目3 FANUC 数控机床硬件连接
2.变频器认知 (2)三菱变频器的端子功能
以三菱变频器为例,讲解变频器各端子的功能,见图3-5所示。
图3-5三菱变频器的端子
项目3 FANUC 数控机床硬件连接
(3)三菱变频器的设置画面与参数
三菱变频器的外观与设置画面如图3-6所示,相关参数设置说明见表3-2所示。
图3-13伺服放大器光缆连接
数控系统FANUC-0i Mate C系统的组成与连接
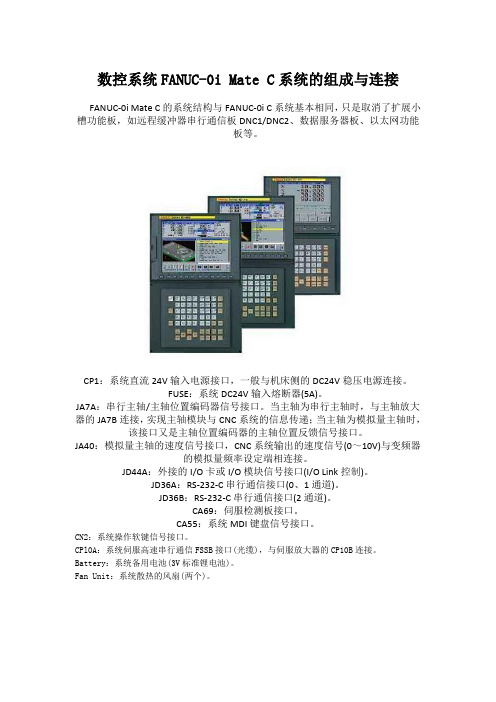
数控系统FANUC-0i Mate C系统的组成与连接FANUC-0i Mate C的系统结构与FANUC-0i C系统基本相同,只是取消了扩展小槽功能板,如远程缓冲器串行通信板DNC1/DNC2、数据服务器板、以太网功能板等。
CP1:系统直流24V输入电源接口,一般与机床侧的DC24V稳压电源连接。
FUSE:系统DC24V输入熔断器(5A)。
JA7A:串行主轴/主轴位置编码器信号接口。
当主轴为串行主轴时,与主轴放大器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码器的主轴位置反馈信号接口。
JA40:模拟量主轴的速度信号接口,CNC系统输出的速度信号(0~10V)与变频器的模拟量频率设定端相连接。
JD44A:外接的I/O卡或I/O模块信号接口(I/O Link控制)。
JD36A:RS-232-C串行通信接口(0、1通道)。
JD36B:RS-232-C串行通信接口(2通道)。
CA69:伺服检测板接口。
CA55:系统MDI键盘信号接口。
CN2:系统操作软键信号接口。
CPl0A:系统伺服高速串行通信FSSB接口(光缆),与伺服放大器的CP10B连接。
Battery:系统备用电池(3V标准锂电池)。
Fan Unit:系统散热的风扇(两个)。
下图为一台采用FANUC-0i Mate C系统的数控铣床电气系统连接图。
机床的伺服放大器采用可靠性强、价格性能比卓越的βi系列伺服驱动模块。
该伺服驱动模块集电源模块、主轴模块、伺服模块为一体的伺服驱动单元,使机床的电气系统所占空间大大缩小。
而且伺服电动机采用价格性能比卓越的βis进给伺服电动机及βi串行主轴电动机,在具有充足的性能和功能的前提下,充分体现了价格性能比卓越的特点。
下图为FANUC-0i Mate的总连接图。
FANUC-0i Mate总连接。
FANUC_0i-D_数控系统基本连接
FANUC_0i-D_数控系统基本连接实验三 FANUC OiD数控系统基本连接一、实验目得1、了解数控系统得各基本单元。
2、了解数控系统得硬件连接。
二、实验内容1、FANUC 0i MateD数控系统基本组成与连接。
2、电气图形符号、部件功能。
3、电气控制原理与对应得操作过程。
三、实验设备1、FANUC 0i MateTD数控车床。
2、万用表、十字/一字螺丝刀(中、小型各一套)四、实验要点1、数控车系统组成、电气关系。
2、数控车床伺服控制系统得组成与连接。
3、机床各电气控制部件实体与电气图形符号对应关系等。
五、实验具体要求1、在进行实物识别时,最好不要给机床及数控系统上电。
只有在需要验证控制过程及各控制部件得响应状态时,才给机床与系统上电,并告知小组其她同学,此时不要触碰任何电气控制部件,避免意外触电。
2、对机床进行基本操作,观察与验证各控制部件得工作过程与状态。
六、相关知识与技能FANUC OiD系统可控制4个进给轴与一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i MateD系统可控制3个进给轴与1个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机与外置I/O模块。
1、FANUC 0i Mate TD数控车实训电控柜2、FANUC 0i D/0i Mate D 控制单元接口图上图为0iMD系统控制单元背板连接布置图,各连接器接口作用见下表:3、FANUC Oi/0i MateD整个系统间得部件连接4、FANUC I/O LINK连接(1)0i Mate 用I/0 单元(2)0i 用I/0 单元5、系统电源得接通顺序按如下顺序接通各单元得电源或全部同时接通。
(1)机床得电源(200VAC)。
(2)伺服放大器得控制电源(200VAC)。
(3)I/O设备;显示器得电源;CNC控制单元得电源(24VDC)。
6、系统电源得关断顺序按如下顺序关断各单元得电源或全部同时关断。
硬件连接(xie)2011-12-11
学习情境二:FANUC数控系统的硬件连接发那科数控系统的硬件连接(一)任务要求:1、了解发那科系统的硬件连接结构2、可以画出发那科车床系统的连接框图相关知识:1、数控车床的电气控制要求1.1控制轴(坐标)运动功能数控车床一般设有两个坐标轴(X、Z轴),其数控系统具备控制两轴运动的功能。
1.2刀具位置补偿数控车床的位置补偿功能,可以完成刀具磨损和刀尖圆弧半径补偿以及安装刀具时产生的误差的补偿。
1.3车削固定循环功能数控车床具有各种不同形式固定切削循环功能,如内外圆柱面固定循环、内外圆锥面固定循环、端面固定循环等。
利用这些固定循环指令可以简化编程,提高加工效率。
1.4准备功能准备功能也称为G功能,是用来指定数控车床动作方式的功能。
G代码指令由G代码和它后面的两位数字组成。
1.5辅助功能辅助功能也称为M功能,是用来指定数控车床的辅助动作及状态,M代码指令由M代码和它后面的两位数字组成。
1.6主轴功能数控车床主轴功能主要表示主轴转速或线速度。
主轴功能由字母S及其后面的数字表示。
1.7进给功能数控车床的进给功能主要是指加工过程各轴进给速度的功能,进给速度功能指令由F代码及其后面的数字组成。
1.8刀具功能刀具功能又称T功能。
根据加工需要,在某些程序段指令进行选刀和换刀。
刀具功能指令时用字母T及其后面的四位数表示。
2、数控车床的电气控制要求的实现任务实施:1、在实训设备上寻找相关元件2、根据上面介绍的,连接控制框图。
所有的元件如下:发那科数控系统的硬件连接(二)任务要求:1、了解各接口的定义2、完成FANUC数控系统的FSSB总线的硬件连接3、完成FANUC数控系统的I/O Link的硬件连接相关知识:1、系统的连接框图说明:红色线表示的是伺服线(光纤传输),连接伺服电机绿色线表示的是主轴线,连接主轴电机上面两条线都连接在伺服放大器(伺服驱动器)上,驱动电机。
FANUC系统必须有专门的主轴电机,所以有一条专门的绿色线来连接。
FANUC硬件接口及连接

电压不要超出上 z 述范围。 z 允许的输入瞬间中断持续时间: z 10ms(输入幅值下降100%时) z 20ms(输入幅值下降50%时)
有垂直轴时的注意事项
z 机床有垂直轴时,应选择电压持续时间长的 DC 电源,以减小断电(或电源出现故障)时 垂直轴的下落量。
与标准MDI 单元的连接
z MDI单元分T 系列和M系列 z 9″CRT/MDI 单元 z 7.2″LCD/MDI 单元 z 8.4″LCD/MDI 单元 z 独立式MDI 单元 z 有英文显示和符号显示 z 有全键与标准型之分
与I/O 设备的连接
z I/O 设备是用来将CNC 的程序、参数等 各种信息,通过外部设备输入到CNC 中,或从CNC 中输出给外部设备。 (JD36A、JD5A)
z 1. I/O Link 连接的从属I/O 单元断电, z 显示单元断电(电源为24VDC), z CNC 控制单元断电(24VDC), z 分离型检测器接口单元断电(24VDC)。 z 2. 伺服放大器功率电源(200VAC)和
分离型检测器(直线光栅尺)电源断电。 z 3. 机床的电源(200VAC)断电。
分离型绝对脉冲编码器的电池(6VDC)
z 一个电池单元可以使六个绝对脉冲编码器的 当前位置值保持一年。
z 当电池电压降低时,在LCD 显示器上就会出 现APC 报警3n6~3n8(n:轴号)。当出现 APC 报警3n7 时,请尽快更换电池(通常应 该在出现该报警后2 到3 周内更换),这取决 于使用的脉冲编码器的数量。
电源接通顺序
z 1. 机床的电源(200VAC)。 z 2. 伺服放大器的控制电源(200VAC)。 z 3. I/O Link 连接的从属I/O 设备; z 显示器的电源(24VDC); z CNC 控制单元的电源; z 分离型检测器(光栅尺)的电源; z 分离型检测器接口的单元(24VDC)
数控系统硬件的连接(上)
9.2数控系统硬件的连接1.硬件配置2.硬件概要3.综合连接图4.主板的连接器和插卡配置5.电控柜模块介绍1.硬件配置2.硬件概要说明:FANUC Series 0i Mate 的控制单元没有选项插槽。
因此,无法添加可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
快速以太网只可安装在LCD 侧的插槽上。
数控系统主机硬件3.综合连接图3.综合连接图3.综合连接图3.综合连接图I/O Link的连接例4.主板的连接器和插卡配置4.1 主板接口介绍4.2 主板轴卡和电池介绍4.3 FROM/SRAM 模块安装位置4.印刷电路板的连接器和插卡配置4.1 主板接口介绍CA122JA1FANUC 0i D/0i mate D系统接口图数控系统接口说明:1.FSSB 光缆连接线,一般接左边插口(若有两个接口),系统总是从COP10A 到COP10B ,本系统由左边COP10A 连接到第一轴驱动器的COP10B 。
2.风扇、电池、软键、MDI 等在系统出厂时均已连接好,不用改动,但要检查在运输的过程中是否有地方松动,如果有,则需要重新连接牢固,以免出现异常现象。
3.伺服检测口[CA69],不需要连接。
4.电源线一般有两个接口,一个为+24V 输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线如下:1)24V 2)0V (3)保护地JA1CA1225.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边,右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡代替RS232口,传输速度及安全性都比串口优越)。
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。
注意按照从JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到I/O设备。
FANUC数控系统的硬件连接介绍PPT(35张)

任务1.1 发那科数控系统的硬件连接
➢ 知识目标: 1、FANUC数控装置接口 2、FANUC进给伺服放大器(数字伺服)接口 3、FANUC模拟主轴伺服(主轴变频器)接口 4、FANUC电源装置接口 5、FANUC I/O LINK模块接口 6、FANUC分离器接口 7、FANUC数控系统总体连接
变频器控制端子说明:
STF:正转启动。 STR:反转启动。 RH、RM、RL:多段转速选择。 SD:端子STF、STR、RH、RM、RL 的公共端子。
端口号 COP10A
JA1 JA2 JD36A/JD36B JA40 JD1A JA7A CP1
用途 伺服FSSB总线接口
CRT MDI RS-232-C 模拟主轴 I/OLINK总线接口 主轴编码器反馈接口 24V电源
布置任务:现场认识FANUC Oi-C系统主板接 口。 步骤: 1)学生使用六角扳手打开系统后板; 2)观察系统接口,掌握每个接口的作用。
2、讲解FANUC 0i数控装 置接口定义
二、FANUC 进给伺服放大器接口
进给伺服系统主要由进给伺服驱动装置及其伺服电动机组 成。
伺服驱动装置接受从主控制单元发出的进给速度和位移指令 信号,作一定的转换和放大后,驱动伺服电动机,从而通过机 械传动机构,驱动机床的执行部件实现精确的工作进给和快速 移动。
开环控制
开环控制特点:结构简单、价格低廉,调试和维修都比较方便, 但精度较低。
FANUC 系统交流伺服放大器的分类:
α系列伺服单元
伺服单元
具有(串J行S1数B)字接口
交 流
(SVU)
β伺服单元
具有伺服总线接口 (COP10A/COP10B)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
综合接线图(i
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆
代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注: 1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
说明:
代表可由FANUC 提供完整线缆或仅提供插头由MTB 自行制作线缆代表必须由FANUC 提供完整线缆代表需由MTB 自己制作的线缆
注:1.根据线标K*可由后面章节查看该端口的管脚连接图
2.电池是在使用绝对式编码器时使用(非标准配置),如使用增量式编码器时可不接电池
3.电机与放大器的最大电流必须匹配
DC24V
i
i i
position
coder
24V
24V
接近开关
制动插脚
,
制动插脚
i 电源
i 电源。