首件样品检验报告
焊接产品首件检验报告(FAI for Welding Product)模板
Contractor /承 包 商:
Location/检 验 地 点:
P.O. No 订 单 号:
Material No. :提供的 材料编号: Technical
Specification/技术规 格书:
报告内容(contents)
文件检查
合同评审 Contract review protocol
√
技术规范或订货技术条件 Technical
√
specification/Order Technical conditions
接收到相关的技术规范和订货技术条件
√
Accepted relevant technical
Specification&Order Technical
Component does not conform fully with specification and must be repaired, re-worked and/or modified following an agreed procedure and time schedule./部件不符合规定的要求,必须修复,返工和/或按协商的程序和时间进度进行改进。
3
FAI result/首件检验结果
4
remarks, statements, failure descriptions and immediate measure 首件检验中发现的不合格项及整改要求
5
Documents Attached to this Report 报告附件清单
6
Confirmation of the supplier 供应商确认
首件及首件检验的定义
首件及首件检验的定义◆ 首件:每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
◆ 首件检验:对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
◆ 在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
首件检验的目的◆ 生产过程中的首件检验主要是防止产品出现成批超差、返修、报废,它是预先控制产品生产过程的一种手段,是产品工序质量控制的一种重要方法,是企业确保产品质量,提高经济效益的一种行之有效、必不可少的方法。
◆ 首件检验是为了尽早发现生产过程中影响产品质量的因素,预防批量性的不良或报废。
◆ 首件检验合格后方可进入正式生产,主要是防止批量不合格品的发生。
◆ 长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
首件检验的时机/场合◆ 1、每个工作班开始;◆ 2、更换操作者;◆ 3、更换或调整设备、工艺装备(包括刀具更换或刃磨);◆ 4、更改技术条件、工艺方法和工艺参数(如粗糙度要求变更、内孔铰孔更改为镗孔、数控程序中走刀量或转速等的改变);◆ 5、采用新材料或材料代用后(如加工过程中材料变更等);◆ 6、更换或重新化验槽液等(如磷化、氮化等)。
首件检验的要求◆ 首件检验采用三检制:自检、互检及专检。
◆ 三检制;送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。
CRCC产品认证需要准备的文件记录清单(编)
18
测量,分析和改进
内部审核《内部审核控制程序》
1.年度内审计划2.内审实施计划3.内审检查表4.不符合报告5.内部质量体系审核报告6.不合格项分布表7.首,末次会议签到表8.内审会议记录
过程检验《生产过程控制程序》
▲出厂检验《最终产品检验规程》《淋雨实验规程》《气密性实验规范》《隔声实验规范》
1.合格供应商名录2.年度/月度供应商业绩评价报告3.年度供应商审核计划4.供应商现场审核报告5.FAI清单6.供应商首件(样件)鉴定报告7.供应商首件检验报告8.放行检验记录9.停止货通知书10.取消资格通知书11.临时供应商申请表12.供应商变更申请表
原材料检验或验证和定期确认检验控制程序《不锈钢制品进货检验指导》《铝制品进货检验指导》《橡胶密封条进货检验指导》《进货产品检验指导》《焊接产品进货检验指导》《喷塑表面质量要求和检验步骤》《塑料件进货检验指导》《金属及电镀件表面质量要求和检验程序》《到货产品标识与文件资料要求》
3
技术文件控制
技术标准文件
工厂制定产品企业标准,并具备和贯彻执行有关国家法律,法规和认证检验依据,企业标准严于和符合相应国家法律,法规和认证检验依据要求
设计文件
完整图纸和技术资料,自行开发的产品因有全套设计文件和设计验证,设计确认资料,且具有型式实验报
1.型式实验报告
工艺文件
工厂应具备生产所需的各种工艺文件,能够正确指导生产。(其中应规定工装,量具,工艺,材料定额,工位器具等项,并有工装设计和验证资料。)
1.往来信息记录2.售后服务信息记录
15
特殊过程
补《特殊过程制度》
对产品质量不易或不能经济地进行验证的特殊过程,应事先进行设备认可和人员鉴定,按规定的方法和要求进行操作,并对适宜的过程参数和产品特性进行监视
FAI首样检测报告
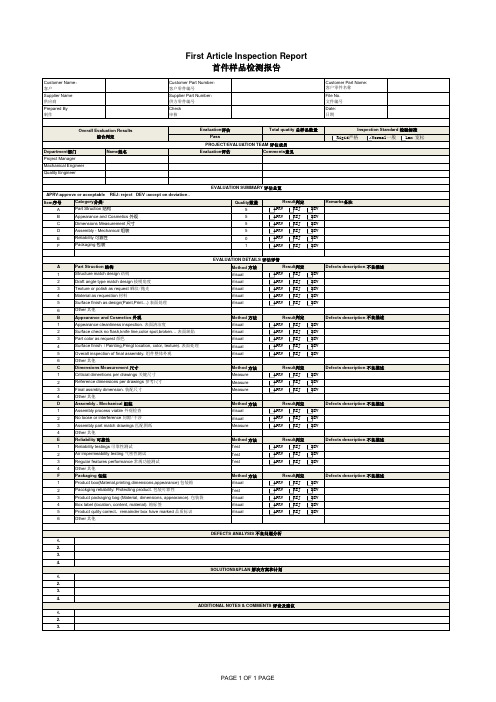
Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
首件检验报告

首(末)件检验报告
生产日期
订单数量
首件数
线别
提交人
审核人
项目
□电器特性□外观□尺寸□材料
A:外观检验:
□1:绕线平整,无交叉,无超出骨架边缘□2:包胶无异常□3:焊锡OK,无锡珠□4:点胶无异常
□5:线圈无松动□6:本体无异物□7:磁芯无松动脱落
B:尺寸检验:
序号规格
1
2
3
4
5
C:电器特性:
序号规格
1
2
3
4
5
D:原材料使用:
材料
要求规格料号
实际规格要求
备注
确认结果:
判定结论:
E:部门签核及意见:
生产部:
品管部:
工程部:
备注:
1.新产品及一个月以上未生产的产品重新投产时,必须制作首件样品进行确认;
2.首件样品必须是5PCS,确认合格后,生产、工程、品管各保留1PCS首件样品(必须满足品管部首件样品保存)
首件样品也是已品管部保留的样品为最准;
3.首件样品制作有异常时必须找工程部一起确认如何做法,但首次首件不合格时,生产部要找工程部一同再次制作首件;
4.末件报告适用于生产汽车产品时使用;
保存期限5年表单编号:XXXXXXXXX
首件及首件检验的定义
首件及首件检验的定义◆ 首件:每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
◆ 首件检验:对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
◆ 在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
首件检验的目的◆ 生产过程中的首件检验主要是防止产品出现成批超差、返修、报废,它是预先控制产品生产过程的一种手段,是产品工序质量控制的一种重要方法,是企业确保产品质量,提高经济效益的一种行之有效、必不可少的方法。
◆ 首件检验是为了尽早发现生产过程中影响产品质量的因素,预防批量性的不良或报废。
◆ 首件检验合格后方可进入正式生产,主要是防止批量不合格品的发生。
◆ 长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
首件检验的时机/场合◆ 1、每个工作班开始;◆ 2、更换操作者;◆ 3、更换或调整设备、工艺装备(包括刀具更换或刃磨);◆ 4、更改技术条件、工艺方法和工艺参数(如粗糙度要求变更、内孔铰孔更改为镗孔、数控程序中走刀量或转速等的改变);◆ 5、采用新材料或材料代用后(如加工过程中材料变更等);◆ 6、更换或重新化验槽液等(如磷化、氮化等)。
首件检验的要求◆ 首件检验采用三检制:自检、互检及专检。
◆ 三检制;送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。
首件及首件检验的定义
首件及首件检验的定义◆ 首件:每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
◆ 首件检验:对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
◆ 在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
首件检验的目的◆ 生产过程中的首件检验主要是防止产品出现成批超差、返修、报废,它是预先控制产品生产过程的一种手段,是产品工序质量控制的一种重要方法,是企业确保产品质量,提高经济效益的一种行之有效、必不可少的方法。
◆ 首件检验是为了尽早发现生产过程中影响产品质量的因素,预防批量性的不良或报废。
◆ 首件检验合格后方可进入正式生产,主要是防止批量不合格品的发生。
◆ 长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
首件检验的时机/场合◆ 1、每个工作班开始;◆ 2、更换操作者;◆ 3、更换或调整设备、工艺装备(包括刀具更换或刃磨);◆ 4、更改技术条件、工艺方法和工艺参数(如粗糙度要求变更、内孔铰孔更改为镗孔、数控程序中走刀量或转速等的改变);◆ 5、采用新材料或材料代用后(如加工过程中材料变更等);◆ 6、更换或重新化验槽液等(如磷化、氮化等)。
首件检验的要求◆ 首件检验采用三检制:自检、互检及专检。
◆ 三检制;送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。
首件及首件检验的定义
首件及首件检验的定义♦首件:每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
♦首件检验:对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
♦在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
首件检验的目的♦生产过程中的首件检验主要是防止产品出现成批超差、返修、报废,它是预先控制产品生产过程的一种手段,是产品工序质量控制的一种重要方法,是企业确保产品质量,提高经济效益的一种行之有效、必不可少的方法。
♦首件检验是为了尽早发现生产过程中影响产品质量的因素,预防批量性的不良或报废。
♦首件检验合格后方可进入正式生产,主要是防止批量不合格品的发生。
♦长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
首件检验的时机/场合♦1、每个工作班开始;♦2、更换操作者;♦3、更换或调整设备、工艺装备(包括刀具更换或刃磨);♦4、更改技术条件、工艺方法和工艺参数(如粗糙度要求变更、内孔铰孔更改为镗孔、数控程序中走刀量或转速等的改变);♦5、采用新材料或材料代用后(如加工过程中材料变更等);♦6、更换或重新化验槽液等(如磷化、氮化等)。
首件检验的要求♦首件检验米用三检制:自检、互检及专检。
♦三检制;送检的产品必须先由操作人员进行“自检”,然后再由班组长或同事进行“互检”,最后由检验员‘专检’,确定合格后方可继续加工后续产品。
♦首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止(所有首件产品必需留样, 留作后续产品对比之用,来看过程是否发生变化,并用记号笔标记“V”以示通过首件检验)。
供应商首件鉴定报告2024
引言概述供应商首件鉴定报告是在供应商交付首批产品之前对其进行检验和评估的一种重要工作。
该报告是供应链管理中不可或缺的一环,它能够确保供应链的可靠性和产品质量的稳定性。
本文将对供应商首件鉴定报告进行详细的解析和阐述。
正文内容1. 首件鉴定报告的作用1.1 基于合同要求进行评估- 评估产品是否符合合同规定的技术要求和性能指标- 检查产品是否符合质量管理体系的要求1.2 评估供应商的制造能力和质量控制过程- 检查供应商的生产线和工艺是否稳定可靠- 评估供应商的质量控制措施和流程1.3 确保供应链的可靠性和产品质量的稳定性- 避免次品和质量问题的发生- 保证供应链的正常运作和产品质量的稳定性2. 报告编制的步骤和要求2.1 收集供应商提供的相关资料和样品- 收集供应商的质量文件、技术资料和样品- 对供应商提供的样品进行外观和性能的测试2.2 进行首件检验和评估- 对首批产品进行全面的检验,包括外观、尺寸、功能等方面- 对产品进行性能测试和功能验证2.3 编制鉴定报告- 报告应包含详细的检验结果、评估意见和建议- 报告应准确、清晰地呈现供应商的制造能力和产品质量情况3. 报告内容的要点和分析3.1 供应商的制造能力和质量控制过程- 分析供应商的生产线和工艺稳定性- 评估供应商的质量控制措施和流程是否完善3.2 首批产品的外观和性能- 分析产品的外观质量,如表面缺陷、氧化等- 评估产品的性能,是否达到合同规定的技术指标3.3 必要的改进和建议- 针对发现的问题提出具体的改进和调整建议- 提供供应商改进质量控制的指导和支持4. 报告的审批和签署4.1 审核鉴定报告的准确性和可靠性- 确保鉴定报告的内容准确无误- 检查鉴定报告是否符合合同和质量管理要求4.2 签署鉴定报告- 由相关部门和人员签署鉴定报告,确保报告的有效性- 签署人应对鉴定报告的内容负责,并确保报告可以为后续工作提供参考5. 报告的应用和意义5.1 基于鉴定报告进行供应商评估和选择- 根据供应商首件鉴定报告中的评估意见,选择合适的供应商- 对供应商进行评估和筛选,确保供应链的可靠性5.2 指导供应链的管理和产品质量的监控- 在供应链管理中,根据鉴定报告中的评估意见指导供应链的管理和控制- 对产品质量进行监控和改进,确保供应链的稳定性和产品质量的可控性总结供应商首件鉴定报告是保证供应链的可靠性和产品质量的稳定性的重要工具。
首件检验报告
评审部门
评审建议
评审最终处理结论:
批准:
品质
生产
工模
报告编号:
-09(REV:A2)
不良描述:
尺寸
序号
图纸要求尺寸
判定
备注
装配
□整机结构件之间装配配检测 检测结果判定:□合格 □不良 描述:
□与客供零配件之间装配检测 检测结果判定:□合格 □不良 描述:
可靠性
检验结果
□合格 □不合格
检验员
确认人
备注:压铸首件检验要求选取2模,每个模穴都要涉及到,要求生产工艺稳定后由生产部在前15模里面选取样品送检做检测。其他工序设备运转正常,在前15个产品选取产品送检首件检验。
首件检验报告
产品基本信息:
客户名称
产品名称
本厂编码
制程工序
订单编号
生产单号
检验日期
班别
检验项目及数据记录:
检验项目
检测数据及结果
外观
1、产品外观面:□批锋 □划痕 □模印 □氧化痕 □粘模 □水纹 其他判定:□合格 □不良
不良描述:
2、内部结构:□结构不符 □缺料 □填充不满 □多料 □顶针批锋其他判定:□合格 □不良
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Dateissued
报告编号.
ReportNo.
参考
Reference
模具编号填写模具编号
ToolNo.write“mouldNo”
模腔数目填写模腔数
“cavityNO”
样品数量
Quantityofsamples
备注
Remark
首件样品检验原因
Reasonforinitialsampleinspection
备注(供应商)/Remarks(Supplier):
填写:
1.此样品第几次送样;
2.所附加其它报告(如材质报告),或其它报告见哪份FSR
Write:;
备注/Remarks(CEN):
~8hoursproductionwithaminimum300consecutiveparts,unlessotherwisespecifiedbyCENqualityrep..除非斯易安品质代表特别同意,首件样品必须1~8小时的量产,且规定的生产数量至少为300件连续生产的零件。
结论/Decision:1=接收approved;2.一定条件下接收approvedwithconcession;3拒收,交新样品rejectednewsamplesrequired;4.无要求notrequested;5.处理中inprocess.
1
2
3
4
5
尺寸Dimensions
材质报告Materialanalyse
正楷填写 责任人签字
PlainWritingAccountableSignature
性能测试
RoHS
REACH
放行Release
重新送样newsampleneeded是yes
日期Date:部门Dept:.
名字/电话号码(如有疑问以便联系)
Name/TelephoneNo.(incaseofqueries)
日期:填写日期date责任人签名:签字signature
DateAccountableSignature
零件名称
DesignationWrite“partname”
图纸版本
Index:
零件编号.
PartNo.
零件名称
Designation
图纸版本
Index
签发日期
Dateissued填写报告日期
Writereportdate
报告编号
Writereportቤተ መጻሕፍቲ ባይዱo
参考
Reference
WritelastFSRNo
由供应商和客户共同核准的首件样品检验的规范,存放在以下文档中
ThespecificationsjointlyapprovedbytheBuyerandSupplierfortheinitialsampleinspectionarecontainedinthefollowingdocuments:
检验结果见附表
违禁物质声明/Declarationofsubstances:
是/yes否/no
REACH禁用物质清单REACHcandidatelist(SVHC):
noSVHCsubstancesinaconcentration>%,
reference参见:
是/yes否/no*------->*
签名/Signature张三.
实际尺寸见样品检验单
不合格的在“AT”栏中注明
Forinspectionresults,refertoattachedsheets:
Theactualmeasurementsaregiveninorderofthesamples.
Non-conformingspecificationsareindicatedinthecolumn"AT".
新供应商newsupplier
新零件newpart
规格更改changedspecifications
产品加工过程更改changedproductionprocess
新的制造地newmanufacturinglocation
产品长期停产>1年extendedinterruptionofproduction>1year
尺寸检验报告DimensionReport
材料检验报告
MaterialReport
性能检验报告
FunctionReport
供应商/SUPPLIER
购货商(客户)/BUYER(Customer)
零件编号.
PartNo.填写“图号”
Write“partCode”“cccoe“code““compannanamename
条件Conditions:
我们供应商在此声明,
1.所提交的样品是完全采用正常生产的原材料,按照正常批量生产的方法生产的;
2.样品检验准确结果如报告(偏差见附表),
3.首件样品批准并不免除供应商按适用的图纸和规格交付产品的责任.
Weherebycertify,
1.Thatsamplessubmittedarecompletelymadewithregularproductionresourcesfollowingregularseriesproductionmethods.
2.Thecorrectinspectionsofthesamplesandtheirlistinginthisreport(deviationsareshownseparately).
3.Thatasampleapprovaldoesnotrelievethesupplierofhisresponsibilitytodelivermaterialaccordingtotheapplicabledrawingsandspecifications.
首件样品检验报告
第1张共张
Sheet1ofsheet.
供应商编号SupplierID:
名称Name:填写“公司的英文或中文名及相应中文拼音”
Write“companyname”orinChinesepinyi
地址Address填写“公司地址”
Write“companyadress“
首件样品检验报告
InitialSampleInspectionReport
接收人Recipient
部门Dept:填写“相关接收样品的部门”
write“recipientdepartmentname“
姓名Name:填写“接收样品的人员姓名”
Write“recipientname“
外观批准报告(由品质部批准)
AppearanceApprovalReport(AARbyquality)