常用塑料缺口冲击强度对照表
塑料缺口冲击强度测试参数设置
塑料缺口冲击强度测试参数设置
塑料缺口冲击强度测试是材料或产品设计中非常重要的一项技术,冲击测试可以评估材料
和产品在极端环境中的性能。
而塑料缺口冲击强度测试参数的设置则是冲击试验必须考虑的。
塑料缺口冲击强度测试的参数包括:测试材料类型、样品形状、样品尺寸、测试温度、冲击限度等。
首先,测试材料类型要求确定,主要是包括:聚脂类、聚酯、聚酰胺和聚氨酯等类型。
其次,样品形状和尺寸也要确定,一般可以选择不同类型的样品,如:圆形、方形和梯形等。
再次,在测试之前需要确定标准的测试温度,可以选用常温环境、低温环境和高温环境,
以便于反映塑料材料在不同环境下的冲击性能。
最后,要做到冲击限度准确,根据实际应
用场合,判断出塑料材料承受冲击时如何发生裂纹,做到准确定位,此外,还要考虑到不
同类型塑料材料的性能差异。
以上是塑料缺口冲击强度测试参数设置的概述,参数的设置对于冲击测试过程的准确性和
可靠性有着重要的影响,因此,应当认真进行设置,以便更好地反映特定材料的冲击性能。
POM性能

什么叫“夺钢”共聚甲醛树脂“夺钢)(DURACON)“夺钢”被认为最能信赖的工程塑料,而为各方面所注目。
工程塑料就是“在结构材料及机能配件的领城里寻找主要用途的塑料”。
因此,用做工业材料时,即或生产严酷的温度、负荷、环境条件下放置长时间,其物理性必须要保持信赖性。
由化学的观点来说,“夺钢”是称为“缩醛共聚物”的结晶性热塑树脂,以甲醛三量体的三哑烷(trioxane)为主要原料,而在聚氧化甲烯主锁[--C—0]中含有[--C-C---结合]的共聚物。
共聚用单体<IMG height=48 alt="z-1.jpg (12037 bytes)" src="mk:@MSITStore:C:\Documents%20and%20Settings\ym\My%20Documents\pom.chm::/z-1. jpg" width=350>“夺钢”由于含有做为共聚物而引进的[--C—C---结合],因而即使由于热或是其他原因而开始分解,也由于在聚氧化甲烯主锁[---O---CH2--]以防止以后的分解聚合。
因此,“夺钢”较之缩醛均聚物不论在化学性上或对于热均稳定性上均更卓越。
如此,“夺钢”是具备着共聚物卓越的稳定性和氧化甲烯的卓越机械强度的工程塑料,而在原有的塑料所预料不到的领域里发挥其优越特性,正在开拓着广泛的用途。
,“夺钢”的特点∙如将“夺钢”的特点与其他塑料比较,则可举出如下各点。
∙保持平衡的机械性质∙塑料中能受最高的耐疲劳性∙在广泛环境下卓越的耐蠕动变性∙卓越的磨擦、损耗特性∙卓越的耐有机药品性、耐碱性∙卓越的耐热性.“夺钢”胶粒的种类“夺钢”胶粒的种类可大别为M90系和M25系。
M90系较M25系,熔融粘度为低,一般地适于压射成形,M25系则适于挤压成形。
M90系、M25系均有添加润滑剂者与不添加者。
《第1表》示以胶粒种类和其使用区分的一般原则。
常用塑料物性-表格扫描

243
296
洛氏硬度
M169
M110
M98
热变形温度/℃
174
274
210
长期使用温度/℃
-120~150
-240~260
-100~180
线膨胀系数/(×10-5K-1)
体积电阻率(1016)/Ω·cm
3
5
介电常数(60Hz)
介电损耗角正切值(60Hz)
8×10-4
3×10-3
10-3
介电强度/(kV/mm)
—
—
3000
压缩强度/MPa
缺口冲击强度/(kJ/m2)
—
—
~
邵氏硬度
A50~95
A60~95
D75~85
长期使用温度/℃
60~70
80~104
80~90
线膨胀系数/(×10-5K-1)
7~25
7~25
5~
热导率/[W/(m·K)]
体积电阻率/Ω·cm
1011~1013
101l ~1014
1012~1014
1017
1016~1017
2×1017
×1015
介电常数(103Hz)
4
~
介电损耗角正切值(103Hz)/×10-3
1
1~5
1
~4
介电强度/(kV/mm)
110~120
20
36~42
20
耐电弧/s
230
—
125
—
表6-12PEI 的性能
性能
数值
性能
数值
相对密度
~
冲击强度/(kJ/m2)缺口
>6
常用塑料配方(一)
0
18 18 18 18 56.5 56.5 56.5 56.5
5
12 9 8.5 11 53.5 38.5 33 41.2
10 15
8 7 6.5 6 53.3 39.5 32.5 39.2 —— 6 5.8 5.5 ---39 35 39.5
20
—— 5 5.5 5.4 -----39.5 34.5 40
(⑤)花生壳粉填充PP复合材料 PP(T30S) 70% 花生壳粉(150µm) 30%
(加工条件 花生壳粉先烘干10h,与PP在高速混合机中混合均匀,在双螺杆挤出机中于190-203℃以 下造粒)相关性能 熔体流动指数0.3.g/10min,拉伸强度28兆帕,弯曲强度34兆帕,洛氏硬度63,断 裂伸长率7%,维卡软化点133℃,简支梁冲击强度1.3KJ/m2
2
32.5兆帕,弯曲强度46兆帕)
(②)超细碳酸钙填充PP PP 80% 超细碳酸钙(0.1µm)
20%
(缺口冲击强度53.4KJ/m2,无缺口冲击强度不断,弯曲强度31.6兆帕,弯曲模量1550兆帕断裂伸长 率150%球压痕硬度61兆帕)
(③)接枝聚乙烯蜡增容PP/滑石粉复合材料 PP 85% 滑石粉(0.02mm) 10%
LLDPE 100 硬脂酸 0.5
硬脂酸钙 0.3
碳酸钙(KR-138-S处理)35
(④)滑石粉填充LDPE/LLDPE配方(质量份) LDPE 70 PE蜡 1 LLDPE 30 硬脂酸 1 滑石粉(KR-212) 20 (二)聚丙烯填充配方 (①)PP-g-MAH增容PP/ CaCO3填充PP(质量份) PP 90 CaCO3 (1250目) 20 PP-g-MAH 10(缺口冲击强度53.4KJ/m ,比纯PP冲击强度提高一倍多,拉伸强度
日本东曹PPS GS-40物性数据表

ASTM D785
IZOD缺口冲击强度
1/4" 23℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/4" -30℃
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
1/8" 23℃
ASTM D256/ISO 179
82
kg·cm/cm(J/M)ft·lb/in
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
-30℃(无缺口)
ASTM D256/ISO 179
kg·cm/cm(J/M)ft·lb/in
物性性能
比重(密度)
ASTM D792/ISO 1183
1.64
成型收缩率
ASTM D955
0.3~0.8
%
熔融指数(流动系数)
200℃/5kg
拉伸屈服伸长率(延伸率)
ASTM D638/ISO 527
%
拉伸断裂伸长率(延伸率)
ASTM D638/ISO 527
%
弯曲模量(弯曲弹性率)
ASTM D790/ISO 178
14700
kg/cm²(MPa)[Lb/in2]
弯曲强度
ASTM D790/ISO 178
275
kg/cm²(MPa)[Lb/in2]
ASTM D1525/ISO R306
℃(℉)
熔点
-
285
℃(℉)
燃烧性(率)
UL94
线性膨胀系数
ASTM D696/ISO 11359
mm/mm.℃
电气性能
介电常数
常见塑料的性能参数与对比
氯化聚醚
CP
Hale Waihona Puke 环氧树脂(冷凝胶)EP
-80~ 155
聚四氟乙烯-乙烯共聚物
ETFE
-80~ 220
聚三氟氯乙烯 聚四氟乙烯 聚四氟乙烯(增强)
F3 F4 F4+20%G F
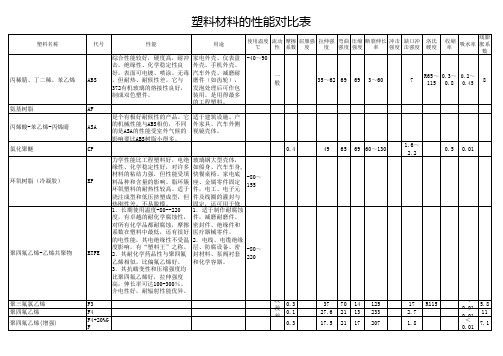
常用塑料性能对照表
常用塑料性能对照表1二稀、苯乙烯ABS一般35~620.3~0.80.2~0.458 2氨基树脂AF 3氯化聚醚CP490.50.014环氧树脂EP5聚三氟氯乙烯F3较差37<0.01 5.86聚四氟乙烯F4较差27.6<0.0110.57聚四氟乙烯增强F4+20%GF17.5<0.017.18聚全氟乙丙烯F46较差32<0.01 5.89高密度聚乙烯 (孖力士)HDPE较好22~30272~5.0<0.0112.510高抗冲聚苯乙烯 (不脆胶)HIPS200.2~0.60.2 3.4~2111硬质聚氯乙烯HPVC较差45.70.6~1.00.07~0.4512液晶聚合物LCP0.00613低密度聚乙烯LDPE较好7~15 1.5~5.0<0.012214改性聚苯醚MPPO15聚酰胺6PA6较好740.6~1.438.316聚酰胺6 增强PA6+30%GF1100.3~0.7 1.1 2.217聚酰胺66PA66较好800.8~1.5 3.4~3.6718聚酰胺66增强PA66+30%GF1890.2~0.80.5~1.319聚芳砜PASF910.8 1.8 3.620聚对苯二甲酸丁二醇酯PBT550.440.099.221聚对苯二甲酸丁二醇酯增强PBT+30%GF1370.20.07 2.722聚碳酸脂(防弹胶)PC610.50.157.223聚碳酸脂增强PC+30%GF较差1320.20.1 2.725聚醚醚酮PEEK10310 26聚醚酮PEK8.4 27聚醚酮酮PEKK102 28聚醚砜PES850.60.25 5.529聚对苯二甲酸乙二醇酯PET78 1.80.261030(涤纶(的确凉))PET+30%GF1240.2~0.90.05 2.9 31酚醛塑料(电木粉)PF32聚酰亚胺PI1000.750.3333酸酯 (亚加力)PMMA一般55~770.2~0.80.347 34聚甲醛共聚 (赛钢)共聚POM一般62 1.5~3.50.218.5 35聚甲醛共聚增强共聚POM+25%GF130 2.636聚甲醛均聚均聚POM一般70 1.5~30.257.5 37聚丙烯 (百折胶)PP较好291~2.50.01838聚丙烯增强PP+30%GF0.4~0.80.05439聚苯醚PPO较差760.70.034 40聚苯硫醚增强PPS+40%GF137<0.12<0.05341聚苯乙烯(硬胶)PS较好500.4~0.70.05842聚砜PSF较差750.60.22 5.7 43聚氨酯PU44软质聚氯乙烯SPVC10.5~20.5 1.5~2.50.25145超高分子量聚乙烯UHMWPE30~502~3<0.0112.5醋酸纤维素较好39800 1.0569693~607R65~11534 1.4656960~130 1.6~2.232.137********R1152.182113233 2.73 2.262117207 1.82.11551219037R110 571500.951110〉50040~70R70 7800 1.053.54 1.510020.5 2.2~10.6D75~D85 672000.923428〉65080~90R45415000 1.1412070338.3M1143 1.37210376416000 1.14513060399.5M1183 1.3826231021.37121126132438.7M11016000 1.3185200~300 4.3M723 1.5319647.8R121 319000 1.282789020M803 1.45170125<58M901.31113871.341.14891108029612.1M981.381155043 1.6196380R12031.382051665343 1.19110130 2.5~621M11814000 1.419811065M803 1.61182865 1.439012776M94 573000.95045>2000.5R80~110332000 1.0611460127.4R119 387000 1.6204 1.376R132 37500 1.0510*******M65~90 3 1.241289850~10031014.2M169 66500 1.48.80.941110〉500>100R388618990.3890%1980.380%>95 2880.1396%>950.3-198>95 78203155020580.6190600.5248274662201330.3793%14614535 18540 21088% 7090%21585%3600.3610093%17.3 1100.31 1631241020.51181730.3926044 8590%20 185 86%950.1920。
塑胶产品缺陷对照表
1.塑件不足: 1.1产生原因 1.2 解决措施熔融树脂不能完全充满型 1.1.1 注射量不够,加料量不足。
1.2.1 增加加料量。
腔的各角落,使制品外形残 1.1.2 塑化能力不足及余料不足。
1.2.2 更换机床(设备)或调整工艺参数,使余料增加。
缺不完整的现象。
1.1.3 塑料粒度大小不同或不匀,塑化不均匀。
1.2.3 更换材料(如果使用粉碎料重新造粒),使颗粒均匀。
1.1.4 塑料在料斗中“架桥”,料粒太大或料粒 1.2.4 如粉碎料要挑出大块颗粒,并控制下料口温度结块,下料口处下料不畅,塑化料粒不匀。
使不结块,检查热电偶是否失灵。
1.1.5 料中润滑剂过多,螺杆与料筒间隙大,融 1.2.5 螺杆和料筒磨损严重,维修设备,同时更换料料回流料过多。
进入型腔料不足。
筒和螺杆。
1.1.6 多型腔时进料口平衡不良。
浇口小或 1.2.6 根据射程远近修理浇口,对射程远的型腔加大射程远的型腔进料量不够。
浇口尺寸。
1.1.7 喷嘴温度低,料筒温度低。
1.2.7 调整料筒和喷嘴温度。
1.1.8 杂物堵塞喷嘴孔或孔过小。
1.2.8 清理喷嘴堵塞物,换孔径大的喷嘴。
1.1.9 注射压力小,注射时间短,保压时间短, 1.2.9 调整注射压力、注射及保压时间。
螺杆退回过早。
1.1.10 注射速度太快憋气或射速太慢未充满型 1.2.10 如果射速太快,降低射速或加排气槽;如果腔,料冷却凝固。
型腔盲孔处有异物。
射速慢应加大射速,使熔料在冷却凝固之前充满型腔。
清理盲孔处异物。
1.1.11 塑料流动性差,低。
1.2.11 更换熔融指数高的材料或调整工艺条件。
1.1.12 飞边溢料过多。
1.2.12 加大锁模力.如浇口处溢料须调整或修理喷嘴,使之与模具浇口套R相吻合.使不溢料。
1.1.13 模温低,塑料冷却、凝固快。
1.2.13 提高模温,使融料充满型腔之前不凝固。
1.1.14 模具浇注系统流动阻力大,进料口 1.2.14 抛光模具浇道系统或改变浇道结构及浇口大小。
改性塑料属性表
一、改性PP系列:改性PP系列材料系根据相关行业制品对材料的具体要求而制定的,在材料的强度、韧性与加工性能方面有着优异平衡性的系列材料,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
二、超韧PP系列:超韧PP系列材料具有优异的韧性与强度的平衡性,特别是优异的低温特性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
三、填充PP系列:填充PP系列材料系矿粉填充改性PP系列材料,具有高硬度、高刚性、较高的耐热性能以及良好的冲击韧性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
推荐注射成型工艺参数ABS系列ABS系列材料在机械性能、加工性能、表面光泽度、配色性能等方面都有优秀表现,可以用注射、模压、一、电镀ABS/阻燃ABS/消光ABS:注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
二、超韧PP系列:超韧PP系列材料具有优异的韧性与强度的平衡性,特别是优异的低温特性,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电器等行业。
产品特性注:上表中数据为产品实测性能,真实可靠,采用注射成型样片得到,仅供参考,不能作为材料标准值。
可以根据客户的要求制作各类产品或在相应的范围内调整。
一、PC/ABS系列:改性PC/ABS系列材料系PC与ABS共混改性合金系列材料,具有优异的强度、韧性以及耐热性能,产品的尺寸稳定性好,可以用注射、模压、挤出等方法成型,广泛应用于汽车、电子、电器等行业。
7260塑料材料参数
7260塑料材料参数
答案:
7260塑料材料的参数包括熔体流动速率、密度、缺口冲击强度、拉伸强度和断裂伸长率。
熔体流动速率:该参数表示在一定的温度和压力下,树脂熔料通过标准毛细管在一定时间内流出的熔料克数。
对于7260塑料材料,熔体流动速率通常在6.65 g/10min 到7.5 g/10min之间,具体数值可能会根据不同的生产厂商和标准有所变化。
密度:密度是指单位体积物质的质量,对于7260塑料材料,其密度通常在0.957 g/cm³到0.964 g/cm³之间,这影响了材料的重量和体积。
缺口冲击强度:这是衡量材料在受到缺口冲击时的抵抗能力。
对于7260塑料材料,其缺口冲击强度通常在4.2到4.9之间,这表明材料在受到冲击时能够保持一定的韧性。
拉伸强度:拉伸强度是指材料在受到拉力时的抵抗断裂的能力。
7260塑料材料的拉伸强度通常在6 MPa左右,这表明其在受到拉力时能够保持一定的强度。
断裂伸长率:这是指材料在拉伸断裂前的伸长百分比。
对于7260塑料材料,其断裂伸长率通常在80%左右,这表明材料在拉伸过程中能够有一定的延伸性。
这些参数共同决定了7260塑料材料的应用范围和加工条件,使其适用于包装容器、塑料箱等用途。