复合板展开长度的计算
钣金展开计算方法
料厚
类型
M3
M4
#6-32
附件二:常见预冲孔孔径一览表
料厚
类型
M3
1.5(1.8)
1.5(1.8)
M4
1.5(1.8)
#6-32
1.5(1.8)
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
在R≠0, θ=90°时;的折弯系数列表:〔单位:mm〕
∴ AB={H*EF+(π/4-1)*EF2}/T
∴预冲孔孔径=D – 2AB
T≧0.8时,取EF=60%T.
在料厚T<0.8时,EF的取值请示上级.
9 方形抽孔
方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.
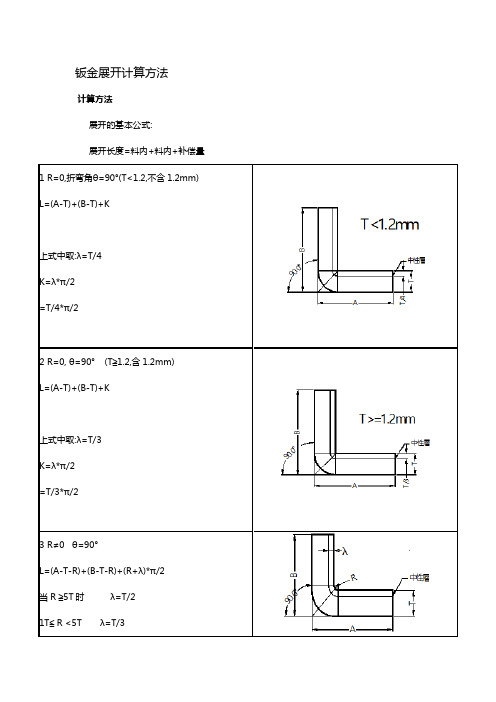
钣金展开计算方法
计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)
L=(A-T)+(B-T)+K
上式中取:λ=T/4
K=λ*π/2
=T/4*π/2
2 R=0, θ=90° (T≧1.2,含1.2mm)
L=(A-T)+(B-T)+K
上式中取:λ=T/3
0 < R <t λ=t 4<="" p=""></t λ=t>
6 Z折1.
折弯展开计算公式

折弯展开计算公式
1.V型折弯计算公式:
V型折弯是最简单的一种折弯方式,常见于薄板的折弯加工。
展开长度的计算公式如下:
展开长度=折弯线长度×π×弯曲角度/180
其中,折弯线长度指的是两个折弯边缘之间的直线距离,弯曲角度指的是两个折弯边之间的夹角,π是一个常数,约等于3.14
2.U型折弯计算公式:
U型折弯是将平板折弯成U形的一种方式,常见于制作箱体或管道。
展开长度的计算公式如下:
展开长度=π×R×弯曲角度/180+2×t×弯曲角度/180
其中,R是U型折弯的半径,t是平板的厚度。
3.槽型折弯计算公式:
槽型折弯是在平板上制作一条槽,将其折弯成一种特定形状的方式,常见于制作复杂曲线形状的零件。
展开长度的计算公式如下:展开长度=(2×L×e/h+π×R)×弯曲角度/180
其中,L是槽的长度,e是槽的宽度,h是平板的厚度,R是槽的曲率半径。
需要注意的是,这些折弯展开计算公式只是一种近似的计算方法,实际折弯过程中还会受到材料的弹性变形、弯曲工具的半径等因素的影响,因此在实际应用中还需要根据实际情况进行调整和修正。
钣金展开计算方法

a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
料厚
类型
0.6
以下Hmax取值原则供参考.
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax =4T
材料厚度T=0.8~1.0取Hmax =5T
材料厚度T=0.7~0.8取Hmax =6T
材料厚度T≦0.6取Hmax =8T
当R<4MM时,请示上级.
10压缩抽形1 (Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
0.8
1.0
1.2
M3
3.5
3.7
4.0
4.2
M3.5
3.9
4.2
4.4
4.7
M4
4.4
4.6
4.9
5.1
#6-36
附件二:常见预冲孔孔径一览表
料厚
类型
0.6
0.8
1.0
1.2
M3
1.2
1.5
1.5(1.8)
1.8
M3.5
1.2
1.5
1.5(1.8)
1.8
M4
1.2
1.5
1.5(1.8)
13侧冲压平
图(a): 展开长度
L=A+B-0.4T
图(b): 压线位置尺寸 A-0.2T
钣金加工计算公式
钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。
钢制化工容器筒体、复合板筒体下料尺寸、预热温度、圆筒体纤维变形率计算方法

附录A(资料性附录)筒体精准下料尺寸计算方法A.0.1正常情况下,筒体下料展开长度应按式A.0.1计算。
L=πDm =π(Di+S)(A.0.1)式中:Di——筒体内直径(mm);S——筒体壁厚(mm);Dm——筒体中性面直径(mm)。
A.0.2当需要制作直径精确的筒体时,单纵缝筒节精确下料尺寸应按式A.0.2-1计算。
L=π(Di+S+a/2)+b-c+2d(A.0.2-1)a注=△D-△L/π(A.0.2-2)注:a用于只允许上偏差的筒体,单位为mm。
式中:Di——筒体内直径(mm);S——筒体实际壁厚(mm);△D——标准规范或设计文件规定的内径公差;△L——展开长度的公差,刨边或铣边一般控制为正偏差,L≤2,400时,△L=1.0;2,400≤L≤12,000时,△L=1.5;b——焊缝收缩量(mm);c——焊接间隙,按设计图样要求(mm);d——边缘余量,熔化切割的边缘余量为表A.0.2-1所列的切割余量、切削加工余量和收缩余量三部分之和,剪切边缘的余量见表A.0.2-2,其中“切削加工余量”指板料用气割或等离子切割后铣边或刨边的切削加工余量。
表A.0.2-1熔化切割的边缘余量(mm)材料厚度切割余量切削加工余量收缩余量碳素钢低合金钢高强度钢≤8310.8 9~2831~21~1.3≥3242 1.5Cr-Mo钢不锈钢≤65117~305~61~21~2≥3282263表A.0.2-2板材剪切余量(mm)板料厚度剪切余量8≤s≤10310<s≤18418<s≤406A.0.3为了保证实际筒体展开长度与计算长度相符,划线应精确,尺寸公差应符合表A.0.3的规定。
表A.0.3板料下料的尺寸公差(mm)板料长度对角线公差每边公差≤2,000 1.5±1.0﹥2,000≤4,000 2.0±2.0﹥4,000≤8,000 3.0±2.5﹥8,000 3.5±3.0A.0.4对于卷制时需要预弯的筒体,下料时应在展开料的基础上加上两端的预弯余量。
板材展开计算(冲压)
板材展开的要点
(1)看懂产品图,能想象出它的立体形状以及 具体每一部位的细节(展开前的基本要求) (2)清楚产品的材厚和材质 (3)展开计算方法: 由于產品在彎曲過程中有的地方被拉長或壓縮 但 總可以找到某一層的彎曲線長度是不變的,這一 不變的層叫中心層(不是中間層),我們就是利用 中心層來進行展開的,因此,我們要想進行展開, 就必須找出中心層.
1).第2站不要重復成型第1折(下圖 1 處),第一折需將1處 成型到位.
PUNCH 2
1
要知道材料在 1 處和 2 處所受到的力量是絕對不可 能對等的,會將第一折在 1 處所造成的效果降低,或 可造成維修時判斷困難.
2018/7/27 18
2).第2折與第1折需順接順暢
圓 心 距
• 圓心距將影響到成型的形狀與難易度(指第2折). • 需保證不能有兩個“R”,又要保證90°可容易達成. • 設計時第一考慮材料厚度/成型另件寬度,第二考 慮折彎R/折彎高度,不能死守成規,且必要時下模入 子設計小於90°,以彌補實際狀況之較大回彈量.
2018/7/27 19
C.“Z”字成型一站設計
(適於折彎高度較小,材料厚度較小之成型容易另件)
在BTB系列五金另件Shield Plate成型時,是以這种方式:
2
1
問題點: 通常在材料成型後, 1
2
處材料回彈不對等.
在成型較死情況下 2 點回彈量較小,上翹.
2018/7/27 20
為什麼呢? 因為在 2 處有中間下料 (如右圖),成型長度較短, 容易成型,而 1 處易成型, 回彈量較大.
2018/7/27
5
1. 本文中講了三種折彎方式: 向下折彎,向上折彎,“z”字形 成型. 2. 向下折彎直接用脫料板成型不宜: 不符合先定位,壓料, 後折彎成型之標准動作過程,產生變形之失效. 3. 標准配合與過量R配合之優缺點,與材料變形應力的不 同點.(成型穩定性,成型難易度,應力變形范圍與程度). 4. 以運動分析方法,發現折彎時兩段式(運動中,接觸時) 變形理論,以對沖子導引段恰當設計. 5. 90° 成型方式,需注意第二折無需重復第一折所成之90° , 圓心距恰當設計的重要性,及設計需考慮的方面. 6. “Z”形一站成型時需特別注意“折彎成型條件不對等” 現 2018/7/27 象,作有效補正對策.
工程展开计算方法及抽牙预冲孔

Z折4 (过渡段为两圆弧相切):
1. H≦2T段差过渡处为非直线段两圆弧相切展开时,取基体外侧两圆弧相切点处作垂线,向内侧偏移一个料厚按图示处理,然后按Z折1 (直边段差)方式展开.
2. H>2T,请示后再按指示处理.
抽孔与抽牙孔:
抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算,式中参数见右图(设预冲孔径为X,并加上修正系数–0.1):
一.目的:
统一展开计算方法,做到展开的快速准确.
二.适用范围:
三.展开计算原理:
1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.
2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4.8
0.6
4.3
0.2
5.7
5.1
120°
4.8
0.8
4.1
0.3
5.9
5.1
120°
4.8
1.0
3.9
0.4
6.2
5.1
120°
4.8
1.2
3.6
0.5
6.5
5.1
120°
4.8
1.4
3.4
0.6
6.8
5.1
120°
4.8
1.6
3.2
各种板厚、折弯角度展开尺寸计算方式
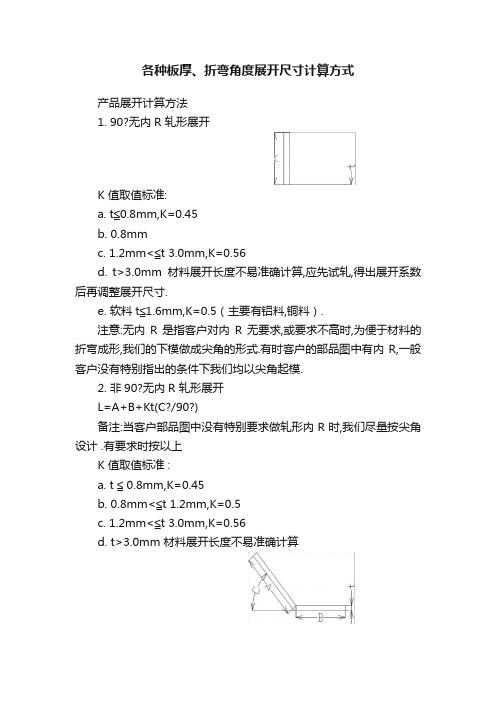
各种板厚、折弯角度展开尺寸计算方式产品展开计算方法1. 90?无内R 轧形展开K 值取值标准:a. t≦0.8mm,K=0.45b. 0.8mmc. 1.2mm<≦t 3.0mm,K=0.56d. t>3.0mm材料展开长度不易准确计算,应先试轧,得出展开系数后再调整展开尺寸.e. 软料t≦1.6mm,K=0.5(主要有铝料,铜料).注意:无内R是指客户对内R无要求,或要求不高时,为便于材料的折弯成形,我们的下模做成尖角的形式.有时客户的部品图中有内R,一般客户没有特别指出的条件下我们均以尖角起模.2. 非90?无内R 轧形展开L=A+B+Kt(C?/90?)备注:当客户部品图中没有特别要求做轧形内 R 时,我们尽量按尖角设计 .有要求时按以上K 值取值标准 :a. t ≦ 0.8mm,K=0.45b. 0.8mm<≦t 1.2mm,K=0.5c. 1.2mm<≦t 3.0mm,K=0.56d. t>3.0mm 材料展开长度不易准确计算,应先试轧 ,得出展开系数后再调整展开尺寸e. 软料t ≦1.6mm,K=0.5主(要有铝料 ,铜料).注意:无内 R 是指客户对内 R 无要求 ,或要求不高时 ,为便于材料的折弯成形 ,我们的下模做成尖角的形式 .有时客户的部品图中有内 R,一般客户没有特别指出的条件下我们均以尖角起模.7.3. 有内 R 轧形展开方式进行展开.中性层系数确定:弯曲处的中性层是假设的一个层面.首先将材料延厚度方向划分出无穷多个厚度趋于0 的层面, 那么在材料弯曲的过程中长度方向尺寸不变的层面即为材料弯曲处的中性层.由上述可知中性层的尺寸等于部品的展开尺寸.12. 铝料/ Al 料中性层系数2) SPCC,SECC,SUS301,SUS304,SUS430,SPTE,SK5,铜SK 料7中,性层系数3)中性层经验值根据我们的实际设计经验,当产品的材料厚度t≦0.3时,产品弯曲处中性层系数K 为0.5;当产品的材料厚度t>0.3 时,产品弯曲处中性层系数为1/3.此时只需从弯曲的内侧向材料方。