联轴器找正标准
联轴器找正标准资料
联轴器外形 最大尺寸口 (mm) 博轴心签 同位移 (mm)两轴线便斜端面间就£ (mm)71 0.040.2/10002-480 95 106 130 0,053-5150 190 224 । 4~6250 315联轴器找正标准找正参数包括:轴线径向位移、轴线倾斜、端面间隙,其中轴线 倾斜可以通过对轮端面间隙差来测量,具体标准如下:对轮端面间隙 差(b-a)=两轴线倾斜*对轮直径(1入凸缘联轴器(图5.3.1)装配时,两个半联轴器端面应 紧密接触,两轴心的径向位移不应大于0.03mm 。
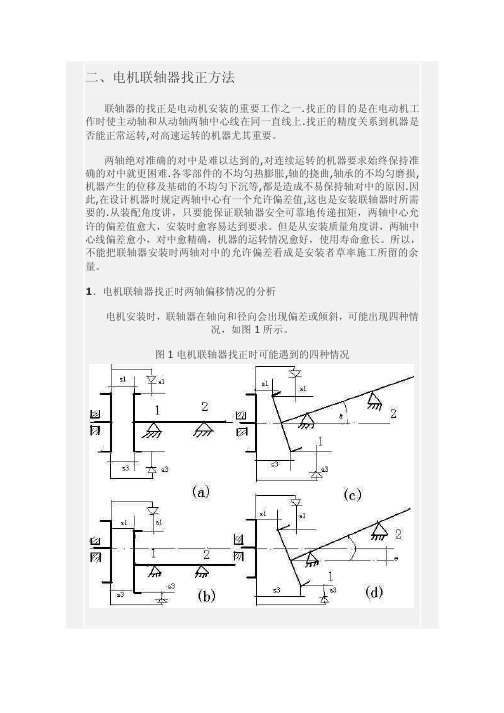
(2入弹性套柱销联轴器(图5.3.2)装配时,两轴心径向位 移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.2的规定。
图5,3.1凸编联轴器弹性套柱帽寐轴着装配允许儡是表5.3.2(3入弹性柱销联轴器(图5.3 .3 )装配时,两轴心径向位移、 两轴线倾斜和端面间隙的允许偏差应符合表5.3 .3的规定(4入 弹性柱销齿式联轴器(图5. 3.4)装配时,两轴心径向 位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.4的规定。
(5入齿式联轴器(图5.3.5)装配时应符合下列要求:装配 时两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5. 3.5规定。
联轴器的内、外齿的啮合应良好,并在油浴内工作,其联轴圈外形最大直径口 (mm) 潮轴心名 向位移 (mm)端面间隙』 (mm)90~1600.030.2/10002~3195~200 2.5-4 280-320 0.083T360Tl0 4-6 480 0.10 5-7 5406T630弹性柱情齿式琛轴器装配允许儡差*5.3.4联轴器外形最大直径。
(mm) 两轴心径 向位移 (tnm)两轴线倾斜箱面间Sts(mm)787180.080.5/10002.5158~260 0.1 4—5300-515 0.156~8 560-770 0.210 860-11580.25 13-151440-1640 0318-20图5.3.3弹性柱销联轴器琼性柱然联轴■装配允注偏差 表5.3.3图5.3.4弹性柱销齿式联轴耨中小扭矩、低转速的应选用符合国家现行标准《锂基润滑脂》的ZL/4 润滑脂,大扭矩、高转速的应选用符合国家现行标准《齿轮油》的HL20、HL30润滑油,并不得有漏油现象。
膜片联轴器找正标准

膜片联轴器找正标准膜片联轴器是一种常见的机械传动装置,它能够有效地传递扭矩,并且具有一定的轴向和径向补偿能力。
在工业生产中,膜片联轴器被广泛应用于各种设备和机械系统中,如风力发电机、压缩机、泵等。
因此,找正标准对于膜片联轴器的使用和维护至关重要。
首先,对于膜片联轴器的找正标准,我们需要了解膜片联轴器的结构特点。
膜片联轴器由两端的轴承、中间的膜片和连接轴承的螺栓组成。
在使用过程中,需要确保膜片联轴器的两端轴承与轴线保持一致,膜片之间的间隙均匀,螺栓紧固力均匀。
只有这样,才能保证膜片联轴器的正常工作。
其次,正确的找正标准对于膜片联轴器的使用寿命和传动效率有着重要的影响。
在安装膜片联轴器时,需要使用专用的工具和测量设备,确保膜片联轴器的轴线与设备的轴线保持一致。
同时,需要根据设备的使用要求和工作环境,选择合适的膜片联轴器型号和规格。
只有这样,才能保证膜片联轴器的正常工作,减少因安装不当而导致的故障和损坏。
此外,对于膜片联轴器的维护和保养,正确的找正标准同样至关重要。
在膜片联轴器的使用过程中,需要定期检查膜片联轴器的轴承、膜片和螺栓等部件,确保其工作状态良好。
同时,需要定期对膜片联轴器进行润滑和清洁,防止因摩擦和腐蚀而导致的故障和损坏。
只有这样,才能确保膜片联轴器的正常工作,并延长其使用寿命。
总之,膜片联轴器的找正标准对于其正常工作和使用寿命具有重要的影响。
只有正确的找正标准,才能保证膜片联轴器的安全可靠地工作,提高设备的传动效率,减少故障和损坏,延长设备的使用寿命。
因此,在使用和维护膜片联轴器时,需要严格按照相关要求和标准进行操作,确保膜片联轴器的正常工作和安全运行。
联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲�只要能保证联轴器安全可靠地传递扭矩�两轴中心允许的偏差值愈大�安装时愈容易达到要求。
但是从安装质量角度讲�两轴中心线偏差愈小�对中愈精确�机器的运转情况愈好�使用寿命愈长。
所以�不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1�电机联轴器找正时两轴偏移情况的分析电机安装时�联轴器在轴向和径向会出现偏差或倾斜�可能出现四种情况�如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时�一般是在电机中心位置固定并调整完水平之后�再进行联轴器的找正。
通过测量与计算�分析偏差情况�调整电动机轴中心位置以达到主动轴与从动轴既同心�又平行。
联轴器找正的方法有多种�常用的方法如下��1�简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差�用塞尺测量两半联轴器端面间的轴向间隙偏差�通过分析和调整�达到两轴对中。
这种方法操作简单�但精度不高�对中误差较大。
只适用于电机转速较低�对中要求不高的联轴器的安装测量。
图2角尺和塞尺的测量方法�2�用中心卡及塞尺的测量方法找正用的中心卡�又称对轮卡�结构形式有多种�根据联轴器的结构�尺寸选择适用的中心卡�常见的结构图3所示。
中心卡没有统一规格�考虑测量和装卡的要求由钳工自行制作。
联轴器找正标准
联轴器找正标准联轴器是一种用于连接两个轴的机械元件,它能够传递动力和转矩,并且能够在轴之间传递角偏差。
在工业生产中,联轴器被广泛应用于各种机械设备中,如风力发电机、泵、风扇、输送带等。
因此,找到合适的联轴器尺寸和标准对于设备的正常运行至关重要。
首先,选择联轴器时需要考虑的因素是扭矩传递和转速。
扭矩是联轴器能够传递的力矩大小,而转速则是联轴器能够承受的转动速度范围。
根据设备的实际工作情况和要求,选择合适的联轴器扭矩和转速范围,是确保设备正常运行的关键。
其次,联轴器的尺寸和型号也是选择时需要考虑的重要因素。
根据轴的直径和长度,以及联轴器的安装空间和位置,选择合适的尺寸和型号是非常重要的。
如果尺寸选择不当,可能会导致装配困难或者无法安装到位,从而影响设备的正常运行。
除此之外,联轴器的材质和制造工艺也是需要重点考虑的问题。
联轴器通常由金属材料制成,如钢铁、铝合金等。
选择合适的材质可以确保联轴器具有足够的强度和刚性,能够承受设备工作时的载荷和冲击。
同时,制造工艺的质量也直接影响联轴器的使用寿命和可靠性。
最后,对于联轴器的安装和维护也需要进行充分的考虑。
正确的安装可以确保联轴器能够准确传递动力和转矩,同时减小设备运行时的振动和噪音。
定期的维护保养也能够延长联轴器的使用寿命,降低设备的维修成本。
总之,选择合适的联轴器尺寸和标准对于设备的正常运行至关重要。
在选择时需要考虑扭矩传递和转速、尺寸和型号、材质和制造工艺,以及安装和维护等因素。
只有全面考虑这些因素,才能够确保联轴器能够正常运行,从而保障设备的安全和可靠性。
联轴器找正方法详解
计算步骤 计算调整量:
上下: 前脚 1.+40=81.8丝 垫81.8丝 后脚 3.+40=157.8丝 垫157.8丝
左右: 前脚 1.1(-64)+25=-45.4丝 向右移45.4丝 后脚 3.1(-64)+25=-173.4丝 向右移173.4丝
中间有连接轴的联轴器中心找正方法
根据中心找正公式 前支撑:aL1/D - b/2
找中心的目的是使一转子轴中心线与另一转子轴中 心线重合,即要使联轴器两对轮的中心线重合,也就 是要求泵体轴中心线与电机轴中心线重合.
具体要求: 使两对轮的外圆面同心. 使两对轮的端面平行.
找中心的原理
测量时在一个转子对轮上装上磁性表座,另一个对 轮上装上百分表,径向、轴向各一付,(为防止转子 窜轴,轴向则需装二个表,相差180度).连接对轮 (一般一到二枚螺丝,拧紧即可),然后一起慢慢地 转动转子,每隔90度停下来测量一组数据记下,测出 上、下、左、右四处的径向b、轴向a四组数据,将 数据记录在下图所示的方格内.
找中心的原理
示意图
联轴器找中心
测量工器具的使用方法
找中心的原理
一般圆里面的为轴向数据a,外面的为径向数据b,在 测得的数值中,若b1=b2=b3=b4,则表明两对轮同心; 若a1=a2=a3=a4, 表明两对轮的端面平行. 若同时满足上述两个条件,则说明两轴的中心 线重合;若所测数据不等,根据计算结果是否在标 准范围内,超出标准则需对两轴进行找中心.
AL1/D B-A
计算调整(续)
1、调整电机与连接轴的中心偏差. 2、直接利用公式
前支撑:-L2(B-A)/D+L1A/D 后支撑:-(L2+L3)(B-A)/D
联轴器找正方法详解重要
A*L1/D B-A
计算调整(续)
1、调整电机与连接轴的中心偏差。 2、直接利用公式
前支撑:-L2(B-A)/D+L1*A/D 后支撑:-(L2+L3)(B-A)/D
+L1*A/D 3、左右的调整计算方法与上下同。
具体要求: 使两对轮的外圆面同心。 使两对轮的端面平行。
找中心的原理
测量时在一个转子对轮上装上磁性表座,另一个对 轮上装上百分表,径向、轴向各一付,(为防止转 子窜轴,轴向则需装二个表,相差180度)。连接 对轮(一般一到二枚螺丝,拧紧即可),然后一起 慢慢地转动转子,每隔90度停下来测量一组数据记 下,测出上、下、左、右四处的径向b、轴向a四组 数据,将数据记录在下图所示的方格内。
清理对轮上油污、锈斑及电机底脚、基础。 2. 连接对轮,保证两对轮距离在标准范围内。
找中心步骤
3. 用塞尺检查电机的底脚是否平整,有无虚脚,如果有用塞尺测 出数值,用铜皮垫实。
4. 先用直尺初步找正。主要是左右径向,相差太大用百分表测量 误差太大,并容易读错数据。
5. 安装磁性表座及百分表。装百分表时要固定牢,但要保证测量 杆活动自如。测量径向的百分表测量杆要尽量垂直轴线,其中 心要通过轴心;测量轴向的二个百分表应在同一直径上,并离 中心距离相等。装好后试转一周。并回到原来位置,此时测量 径向的百分表应复原。为测记方便,将百分表的小表指针调到 量程的中间位置,并最好调到整位数。大针对零。
联轴器找中心
电机底脚铜垫片
找中心步骤
6. 把径向表盘到最上面,百分表对零,慢慢 地转动转子,每隔90度测量一组数据记下, 测出上、下、左、右四处的径向b、轴向a 四组数据,将数据记录在右图内。径向的 记在圆外面,轴向数据记录在圆里面。注 意:拿到一组数据你要会判断它的正确性, 你从那里开始对零的,盘一周后到原来位 置径向表应该为0,径向表读数上下之和 与左右之和应相差不多,两只轴向表数据 相同。否则的话要检查磁性表座和百分表 装得是否牢固。
电机联轴器找正的方法及标准

二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
动设备联轴器找正的方法
动设备联轴器找正的方法要保证联轴器的良好工作和正常运转,需要进行正确的调整和找正。
下面将详细介绍动设备联轴器找正的方法。
1.防止润滑不良导致的偏差:联轴器在使用过程中需要确保良好的润滑。
当润滑不良时,轴承和联轴器的轴心线会发生偏移,进而导致运动不正常。
因此,必须定期检查润滑情况,保持充分的润滑,避免轴心线偏差。
2.调整轴承座的垂直度:联轴器在运转中可能由于轴与轴承座的不垂直而发生偏差。
因此,在安装时应确保轴承座的垂直度。
可使用水平尺或水平仪来检查轴承座的垂直度,调整调整螺丝使其垂直。
3.使用对中装置进行对中:对中装置是用来调整联轴器两端轴的相对位置的设备。
通过对中装置,可以正确地调整轴的位置和角度,使其与联轴器相匹配。
通常,对中装置包括两个指示器,一个固定在一个轴上,另一个则测量另一个轴的偏差。
通过调整轴的位置和角度,使两个指示器的读数相等,即可完成对中。
4.检查联轴器两端的轴的直径:联轴器的两端轴的直径应该相等。
如果直径不一致,将会导致轴承座中产生偏心力,进而导致联轴器的不正常运转。
因此,在找正联轴器之前,应先检查轴的直径,并进行必要的调整。
5.使用同轴仪进行调整:同轴仪是一种精密测量设备,用于测量轴的同轴度和径向间隙。
通过同轴仪的测量,可以判断轴与轴承座的同轴度是否满足要求,并进行调整。
根据同轴仪的测量结果,可以判断轴的位置和角度是否正确,进而调整联轴器的位置和角度,找到正确的运转位置。
在进行联轴器找正之前,需要注意以下几点:1.保证调整过程的安全:在进行联轴器找正之前,必须确保设备处于停止状态,并采取必要的安全措施,如断开电源和锁定设备,以防止任何意外发生。
2.仔细阅读设备说明书:联轴器调整需要根据具体的设备要求进行操作。
因此,在进行调整之前,应仔细阅读设备说明书,了解设备的结构和调整要求。
3.采取适当的工具和设备:在进行联轴器找正时,需要使用一些专门的工具和设备,如水平尺、水平仪、对中装置和同轴仪等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联轴器找正标准
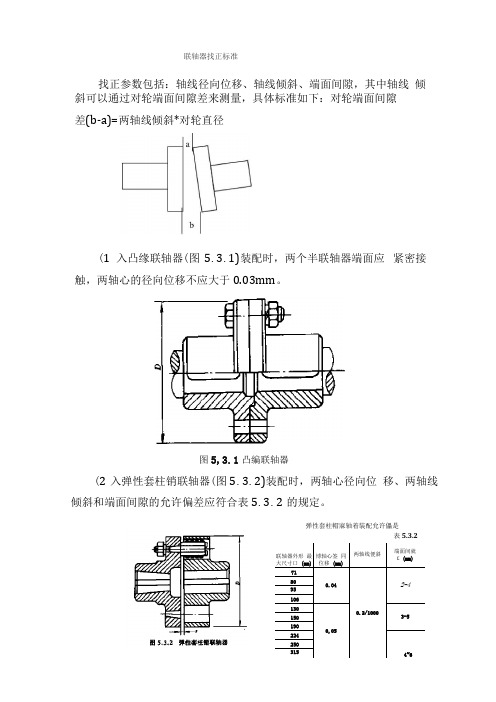
找正参数包括:轴线径向位移、轴线倾斜、端面间隙,其中轴线倾斜可以通过对轮端面间隙差来测量,具体标准如下:对轮端面间隙差(b-a) =两轴线倾斜*对轮直径
(1)、凸缘联轴器(图5.3.1)装配时,两个半联轴器端面应紧密接触,两轴心的径向位移不应大于0.03mm。
(2)、弹性套柱销联轴器(图5.3.2)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.2的规定。
(3)、弹性柱销联轴器(图5.3.3)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.3的规定
(4)、弹性柱销齿式联轴器(图5.3.4)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.4的规定。
(5)、齿式联轴器(图5.3.5)装配时应符合下列要求:装配时两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.
3.5规定。
联轴器的内、外齿的啮合应良好,并在油浴内工作,其中小扭矩、低转速的应选用符合国家现行标准《锂基润滑脂》的ZL/4润滑脂,大扭矩、高转速的应选用符合国家现行标准《齿轮油》的HL20、HL30润滑油,并不得有漏油现象。
(6)、滑块联轴器(图5.3.6)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.6规定。
(7)、蛇形弹簧联轴器(图5.3.7)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.7规定。
(8)、梅花形弹性联轴器(图5.3.8)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.8的规定。
(9)、滚子链联轴器(图5.3.9)装配时应符合下列要求:装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.9的规定。
联轴器的滚子链应按要求加注润滑油。
(10)、轮胎式联轴器(图5.3.10)装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.10的规定。
(11)、JM型膜片联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的允许偏差应符合表5.3.11的规定。
JM型膜片联轴器装配允许偏差表5.3.11。