音箱(响)检验标准 (2)
音箱成品检验标准

东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
多媒体音响成品检验标准

14.接地测试NG不可;
0.40
特性 测试
裸 机 跌 落 测 试 : 将 机 台 抬 高 距 离 桌 面 ≤ 15CM 自 由 落 下 3
次;测试后功能及外观需正常。
卷尺/测试治具/耐
S-1
震动测试:将成品置于震动试验台上按要求震动4--8H 压测试仪/接地电
后,测试功能及外观需正常。
新产品首次量
阻测试仪/碟机/电 产时/半年以
6.主副箱音箱音量大小要一致;
测试治具/耐压测
7.调整各旋钮功能正常;电源开关功能正常;
试仪/接地电阻测
8.信号切换正常,无串音不良,无单声道发音等;
试仪/碟机/电源等
9.不能有极性反,高低音异常等不良;
10.线控异常不可;
11.遥控器异常不可;
12.频响曲线测试符合规格范围;
13.耐压测试NG不可;
9. 铭牌无刮花、歪斜、模糊、毛刺、缺角、脏污等现象;
10. 指示灯颜色要配对,色差不能明显;
1
外观
11. 指示灯不能凹陷过深; 12. 箱体脚垫不可未贴、少贴、脱落;
目视
1.5
13. 箱体各结合部位间隙不可过大;
14. 各旋钮必须灵活,不可存在擦边、阻碍现象;
16. 所有外置螺丝不可打花、生锈;
17. 电源线胶皮伤、附脏污不可;
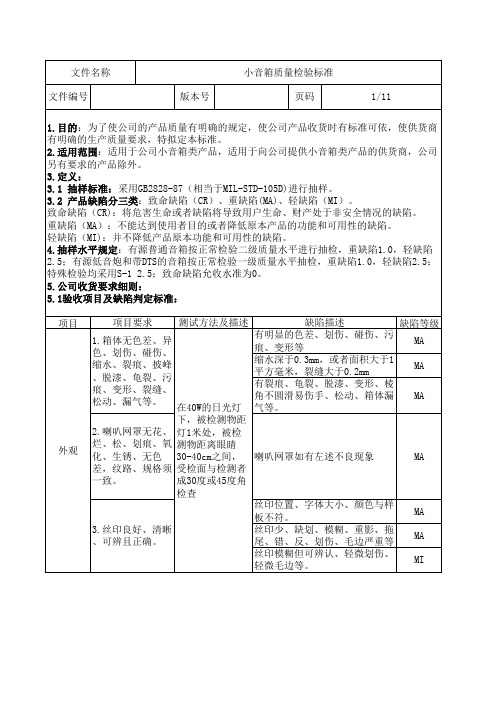
1. 表面要完整,不能有划伤/碰伤/脏污/磨损/杂色/脏污等不
良;
2. 箱体配对后色差不能明显,表面色泽均匀;
3. 表面喷漆不能有透底/流油/露底/起颗粒等;
4. 漆层或镀层光泽要均匀,不能有起泡,龟裂;
5. 漆层或镀层不能有脱落;
6. 面网不可有霉迹、斑点;
7. 丝印文字、安规标识要明确无误;
音响检验标准
音响检验标准1. 目的:为了使公司产品质量有明确规定,在检验时有标准可依特拟定本标准。
2. 适用范围:适用于公司所有音箱、音响类产品的检验,公司另有要求的产品除外。
3. 定义:3.1 抽样标准:公司采用GB2828-87进行抽样。
3.2 产品缺陷分为三类:致命缺陷(CR)、重缺陷(MA)、轻缺陷(MI)。
致命缺陷:是将危害生命或导致用户的生命财产处于非安全情况的缺陷。
重缺陷:是指将导致失误或减低其原本功能和可用性的缺陷。
轻缺陷:是指将不减低其原本功能和可用性的缺陷。
4. 公司抽样水平规定:有源音箱按正常检验的二级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.5 无源音箱按正常检验的一级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.55. 公司检验要求细则5.1 外观检验项目及缺陷判定标准5.2 结构检验要求:5.3 性能检验要求:5.4 附件检验要求A.遥控器:B.连接线材:线材外面无破损,标识清晰,材质与样品一致,连接后检查无 INT 或不通现象,接线埠无氧化,无变形,折迭试验后无断裂且无明显折痕,长度;颜色与要求一致。
包括线材的横截面积C.安装(连接)图:要求图文清晰,无模糊不清情况出现,图文无错漏。
纸质与样品要求一致,无脏污及其它不良,装箱后需做到整洁。
D.说明书、外箱印刷文字、条形码等有以下问题均为重缺陷:a、未按客人指定的语言文字生产.(如指定英文或俄文等).b、保修卡和注意窗体内容必须正确,文字清晰.c、产品说明书有严重错误,可能使用户不能正常操作,误操作d、产品说明书所述功能与实际不符者e、附件外观受损或脏。
E、电池:电压未达到额定电压为重缺陷。
F、附件中定位栓与支架中管定位孔不匹配为重缺陷G、其它:按客户要求及样品进行。
5.5 包装运输检验要求:跌落试验:每批产品随机抽取一到三台进行三边六面一角进行跌落,要求包装材料无破裂,整机在跌落后测试符合所有要求。
音箱检验标准【精选文档】
核定审核: 制订:1目的规范音箱类产品的要求,为检验提供检验依据,以控制产品的品质。
2适用范围适用于各协力厂商所生产WOOK音箱类产品的检验。
3 检验环境3。
1 检验温度:25℃±10℃,相对湿度:45%~85%3.2 光照条件:在冷白荧光照射下,光源500—800Lux,距物品1米3。
3 视角:视线与工件平齐,正负旋转45°3.4 视力要求:视力要求:≧0.8 (裸视或经矫正后)3。
5检视时间和距离:4 缺陷等级定义4.1致命缺陷(CR):指对使用者或携带者的安全带来危害或违反相关安规之缺陷。
4.2严重缺陷(MA):不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低,或严重影响产品形象之缺陷。
4.3轻微缺陷(MI):外观性缺陷,不构成致命或主要缺陷,不影响产品使用功能。
5 表面等级划分:AA面——--公司LOGO及丝印区域。
A级面—-——正常使用时可以看到的面,如产品正面。
B级面————正常使用时看不到的表面及产品背面、底面及侧面。
6外观判定标准6.1常见外观缺陷判定表6。
2 通用外观要求:6.2.1产品Logo区或丝印周边20mm以内不允许有任何明显的缺陷,不允许有印刷模糊、缺少笔画、漏印、印偏及色泽不均匀等现象。
6。
2。
2所有结构部品一律去锐边,锐角。
毛边、披锋控制在0。
1mm以内。
6。
2。
3布网内音箱布网上不允许有纹路歪斜、断线及超过0.2mm的线头。
7功能测试8可靠性测试注:1.本标准如有与工程图纸/签样或客户提供资料相抵触的,则以后者为准。
2。
本公司抽样标准采用美国军标MIL-STD-105E,功能性问题AC=0/RE=1,外观按AQLMAJ0。
4 MIN1。
5允收数量为准。
音箱行业成品检验标准 -中国版

时电池电量才是 100% ④“外部电源”接入适配器时为显示屏发烫(MA) 号、WIFI 信号、
7.4
产品功能检查“已插入”充电状态为正在充电,未接入适配器时为“未
3.声音:断音、失真、 听声音、电源适
(AQL Ⅱ) 插入”充电状态为未充电 ⑤“固件版本号”为“08-01”单声道、单声道音量 配器、根据提示
查:后面底部三处大于 0.5mm 异色点
6. 下壳/底罩/按键上下风管:30cm 可见缩水
缩水及夹水纹(MI)
产 品 外 观 检/夹水纹
目视、手感、菲
7.2 查(AQL Ⅱ)
装配缝隙大于 0.6mm(MA)/段差大林卡、塞尺
7.缝隙/段差 装配检查
于 0.3mm(MA)装配缝隙段差小于
0.6mm(MI)段差小于 0.3mm(MI)
8.下壳刮伤撞伤:30cm 检查无明显刮伤
明显刮伤有凸起感(MA)轻微刮伤 无凸起感(MI)
9.批锋:可触摸处刮手
批锋刮手(MA)
10.按键及电源接口检查:按键及电源接口处
无下陷及起高,歪斜不良
按键及电源接口不良(MA)
按键手感良好,无顶死晃动
11.整机摇晃无异物异响
摇晃产品明显异响及异物(MA)
220VAC 50HZ 7.3 产 品 功 率 测
Page 4 of 5 2015-6-27
序号
检验项目/ 样板数量
检验内容
不良判定及检查工具/ 设
等级
备、方法
1. 开关机按键检查:长按开关机按键 5S,右下方显示灯
由绿色变成蓝色,开机成功。开机显示界面
2.由左往右触摸滑动显示屏,显示界面
此
时可进行如下操作:①WIFI 设置 ②关于本机 ③高级
音箱检测标准
5台 外观,功能均正常
3台
包装、卡通无受损,主要部件无受 损,其它功能正常。
11.顷斜跌落试验
角度18°至20°,冲击力 2.0至2.8kg.
1台 各部件不能分离。
碰撞高度:30cm,
12.机械碰撞试验
测试基础:在混凝土地 面,每次四底面,工作状
态。
a.温度:20℃±1℃,湿
度60%±2%;
13.扬声器(系统) b.在额定功率范围内给扬
项目 外观
项目要求
测试方法及描述
缺陷描述
缺陷等级
1.箱体无色差、异 色、划伤、碰伤、 缩水、裂痕、披峰 、脱漆、龟裂、污 痕、变形、裂缝、 松动、漏气等。 在40W的日光灯
有明显的色差、划伤、碰伤、污 痕、变形等 缩水深于0.3mm,或者面积大于1 平方毫米,裂缝大于0.2mm 有裂痕、龟裂、脱漆、变形、棱 角不圆滑易伤手、松动、箱体漏 气等。
判定方法
a.温度:45℃±2℃,湿 度:60%±2%; b.时间:2小时关机,8小 时开机工作;无包装; c.额定电压±10%
3台
回到正常状态后,样机连续工作无 任何质量异常。
2.低温负荷试验
a.温度:2±2℃,湿度: 干燥条件; b.时间:2小时关机,5小 时开机工作,无包装; c.额定电压±10%
5mm小于8mm的不多于3条,深度以 MI
无手感为准.
正面:直径在0.25mm-0.5mm之 间,不多于1点。
MI
各侧面:直径在0.5-1mm之间, 不多于1点.
MI
直径在3mm以内,大于1mm小于 3mm不多于1点。
MI
文件名称 文件编号
版本号
小音箱质量检验标准 页码
3/11
音响类产品检验标准
核定审核:制订:李志方1目的规范音响类产品的检验要求,为检验提供检验依据,以控制产品的质量。
2适用范围适用于产品来料.制程.出货生产音箱类产品的检验。
3 检验环境3.1 检验温度:25℃±10℃,相对湿度:45%~85%3.2 光照条件:在冷白荧光照射下,光源500-800Lux,距物品1米3.3 视角:视线与工件平齐,正负旋转45°3.4 视力要求:视力要求:≧0.8 (裸视或经矫正后)3.5检视时间和距离:4 缺陷等级定义4.1致命缺陷(CR):指对使用者或携带者的安全带来危害或违反相关安规之缺陷。
4.2严重缺陷(MA):不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低,或严重影响产品形象之缺陷。
4.3轻微缺陷(MI):外观性缺陷,不构成致命或主要缺陷,不影响产品使用功能。
5 表面等级划分:AA面----公司LOGO及丝印区域。
A级面----正常使用时可以看到的面,如产品正面。
B级面----正常使用时看不到的表面及产品背面、底面及侧面。
6外观判定标准6.1常见外观缺陷判定表6.2 通用外观要求:6.2.1产品Logo区或丝印周边20mm以内不允许有任何明显的缺陷,不允许有印刷模糊、缺少笔画、漏印、印偏及色泽不均匀等现象。
6.2.2所有结构部品一律去锐边,锐角。
毛边、披锋控制在0.1mm以内。
6.2.3布网内音箱布网上不允许有纹路歪斜、断线及超过0.2mm的线头。
注:1.本标准如有与工程图纸/签样或客户提供资料相抵触的,则以后者为准。
2.本公司抽样标准采用美国军标MIL-STD-105E,功能性问题AC=0/RE=1,外观按AQLMAJ=0.4 MIN=1.5允收数量为准。
RS-QA-02蓝牙音箱成品检验标准-
部门级文件蓝牙音箱成品查验标准版次A2制/订正版本制/订正人制/订正内容(章节)制/订正日期部门级文件蓝牙音箱成品查验标准版次A2文件制 / 订正简历1.目的此标准规定了蓝牙音箱收标准 , 保证蓝牙音箱表记、包装及性能切合设计、市场要求,保证产品质量。
2.合用范围合用于本企业生产的全部蓝牙音箱类制程质量交收与出货查验。
3.参照文件 .3.1 《抽样计划》标准作业程序抽样标准MIL-STD-105E,取一般查验水平Ⅱ3.1.2 抽样计划抽样计划及质量判断标准按量产采纳AQL:CR=0,MA=0.4,MI=1.0试产时采用全检,之规定进行实行:3.2 以 H45 音箱《产品规格书》为参照蓝本, 详细参数以详细型号已认可的产品规格书为准。
4.定义4.1 缺点分级定义4.1.1 A 类致命缺点( Critical Defect ) :此种弊端将致使装置者或使用者遇到严重损害或造成产品不可以履行其功能之缺点。
4.1.2 B 类主要弊端( Major Defect ) :将可能造成产品功能故障, 降低其使用效能或其余有关客户主要规定之质量误差的弊端 , 或可能造成使用者诉苦者, 均属于主要弊端.4.1.3 C 类次要弊端( Minor Defect ) :指不影响产品的合用性和功能或外观的弊端, 对产品的使用者不会造成不良反响或影响之弊端, 均属于次要弊端.部门级文件蓝牙音箱成品查验标准版次A2 5.惯例外观查验查验项目现象描述缺点判断使用工具1.1直径≧ 0.5mm C目视直径 0.4mm <砂粒(汽泡)< 0.5mm 可允收 2 点且两点1.2C目视砂粒相距 20mm, 但不可以在 Logo汽泡正面地点上,高出则拒收1.3直径砂粒(汽泡)≦ 0.3mm产品外观在可允收 3 点,但两点之距应C目视大于 10mm ,高出则拒收1.1直径> 0.5mm C目视砂粒直径 0.5mm <砂粒(汽泡)汽泡≦ 0.6mm 在同一面可允收 21.2C目视侧面点,但两点之距应大于10mm ,高出则拒收 .刮伤 1.1线幅粗≧ 0.3mm C目视文件编号RS-QA-02文件类型页次4/16部门级文件蓝牙音箱成品查验标准版次A2正面线幅粗 0 <刮伤< 0.3mm,长度≦ 3mm ,可允收 2 条,1.2但地点不在Logo上,两条之C目视距需大于20mm,高出则拒收1.1线幅粗>0.5mm拒收C目视刮伤侧线幅粗 0 <刮伤≦ 0.5mm长面度≦ 4mm ,可允收 2 条,两1.2C目视条之距应大于10mm,高出则拒收接合线幅≦ 1.0mm ,长度≦5mm C目视线各组装零件表面有胶及其空隙有溢溢胶C目视胶及发白可见毛边毛边没刮干净,批锋C目视各组装零件应组装到位,空隙不行空隙超出 0.1MM, 断差不行超出C目视文件类型部门级文件蓝牙音箱成品查验标准组装各组装零件应组装到位,USB头及PCB不行晃动倾斜.颜色颜色不对,或误差高出10% 以上按键各按键手感不良功能正常插头与旅充或 USB 配合使用切合尺插座寸规格要求目视彩盒表面,要求表面干净平坦,无褶皱损坏、无污渍杂质。
音箱成品通用检验规范
听音测试
*
电源线
能
异常
测试时晃动线材、弯曲插头与线身结合处时,出现断电/INT; 听音测试
通电后主机冒烟、烧焦、爆炸声;
听音测试
* *
机內异物
非导电性5mm以上及导電性物质或锡渣等;
搖晃检查 拆机
*
遥控功能
角度+/-45。;距离为8M(产线测试时在遥控器接收头上贴障碍薄 遥控测试
*
膜,如皱纹胶纸十层等);(适用于有遥控机台)
件
遥控器
不可漏放(以工程样品/生产订单/BOM表为准); 电源线內部开路/短路、INT或高压绝缘不良; 不得错放、漏放;(适用于有遥控器的机台);
目视/比对工程 样品
*
搖摆检查
*
BOM/目视
*
安装/使用附 件
相关附件规格不可错误(以工程样品/BOM/订单);
外箱破损﹑皱 折
不影响保护性能;
BOM/目视 目视
之环境下测试。
4.2 外观检查面设定: 外观检查面设定为A﹑B﹑C﹑D四个面;
C面
4.2.1 A面:主要外观面,为产品的正面及顶面;
A面
4.2.2 B面:次要外观面,为产品的左右侧面;
4.2.3 C面:操作时不易看到的面,为产品的里面;
4.2.4 D面:操作時看不到的面,为产品底面;
B面
4.3 测试使用仪器﹑治具:
插拔﹑手压
*
XX有限公司
检查指导书
文件编号: 文件版次: A.0
ITEM 缺点项目
说明书
成品音箱通用检验规范
判定标准
不可漏放(以工程样品/生产订单/BOM表为准),裝订错误﹑模糊 不清;
生效日期: 文件页码:
音箱(响)检验标准
求。 (具体高度根据产品重量而定)见附表 A.
振动试验:工厂应每隔半年或一年提供一次该产品的合格的振动试验报告。
5.6 安全性能验收要求:
耐压测试:要求在 3000V/50Hz,1 分钟无击穿或飞弧,漏电流应小于或等于 10mA;在直流 500V 时,绝缘电阻应小于 4MΩ。
安全元器件标识:应有相关安全认证标记。标识清晰可识别。
项目
缺陷内容
缺陷判定
使
用
备注
致命 重 轻
仪
器
箱体颜色不均匀,色差;角烂、划痕、烂边、砂粒、刮花、起泡、裂缝、板
●
与板粘连不牢固,易松动、漏气。
网布罩(铁网罩)有花、烂、松、划痕、生锈,氧化,颜色;纹路;规格不一致。
●
装饰板(铭牌)划伤、歪斜、丝印内容;颜色与要求不符。
●
箱体表面脏、但可擦除。
●
外观
网塞安装不到位、少网塞、特别突出顶出网布。子扣装配松动,易脱落 铭牌安装有歪斜、不在一条水平线上,上下左右偏移>0.5mm。(≤0.3mm 可接受, >0.3 mm≤0.5 mm 为轻缺陷)铭牌划花,掉色,脏污,颜色不符要求. PVC 皮起泡、划伤、裂皮、沙粒、皱皮。 1.A 面沙粒﹤0.1mm,距离﹥50mm 不超过 2 点,可接受。 2.表面严重划伤(见底色)长≤1mm,宽≤0.025mm,A 面不多于 1 条,B 面
●
到功能的正常使用.力度不可大于 1.5Kg.
7.在无信号输入时,音量调到最大,离机 30Cm,不可有交流声,电气声或杂音.
8.所检查的产品功能必须要符合此机型的相关要求,如要有分离度;左右声
道平衡,高低音能正常调节,不能串音;即要与产品上标识的一致.
备注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
求。 (具体高度根据产品重量而定)见附表 A.
振动试验:工厂应每隔半年或一年提供一次该产品的合格的振动试验报告。
5.6 安全性能验收要求:
耐压测试:要求在 3000V/50Hz,1 分钟无击穿或飞弧,漏电流应小于或等于 10mA;在直流 500V 时,绝缘电阻应小于 4MΩ。
安全元器件标识:应有相关安全认证标记。标识清晰可识别。
●
面;后板外观:丝印,漏错,断笔,重印,模糊不清(不可识别)。
●
外观
面;后板外观:丝印,漏错,断笔,重印,模糊不清(可识别)。 面;后板与样件不符,与木箱配合间隙超出 0.5-0.7mm 范围。 散热器,变压器等,紧固螺丝处没打紧。出现松动及影响功能
● ● ●
RCA 座处未开槽,孔位处未涂黑到位。
●
Page 3
检查箱体外形尺寸及厚度;材质;与样板、规格书不符,影响使用装配。特 殊抽样
●
5.3 性能验收要求:
项目
* 性 (功) 能 测试
缺陷内容
缺陷判定 致命 重 轻
1.极性测试:将万用表指针指置于直流 50μA 檔,红表笔接扬声器正极,
黑表笔接扬声器负极,用食指尖快速地弹一纸盆,观察指标向右摆动即为
●
5.功能检查:按照规定接通所检查产品所要求的电压和频率,打开电源开关
时不可出现死机,内部冒烟,开关机不可有明显的冲击声,杂音.如有产品有特
殊的要求按要求检查,如延迟时间;记忆功能;开机默认状态;卡拉
OK;FM/AM 等.
6. 用 0.5---0.8Kg 的胶锤垂直敲打产品两侧,不可有指示灯闪,死机,断音影响
●
仪器
5.2 结构验收要求:
项目
包装
产品 结构 装配
缺陷内容
缺陷判定 致命 重 轻
外箱尺寸不符,偏大或偏小超过 1cm
●
内盒偏小,导致装入外箱后有较明显空位出现,或空余宽度超过 1cm 而无其 它填充物,内盒过大导致无法装入或装入后有明显挤压情况出现.
●
瓦楞纸箱纸质不符要求,层数与要求不一致,破裂强度不符要求
胶锤
试音盘 片
5.4 附件验收要求 A.遥控器:
项目
缺陷内容
遥控 器
a.丝印位置偏移(倾斜),偏移量≧1mm。 b、丝印断线(字)断口长度又≧0.5mm c、丝印毛边、字体模糊,重影。 d、正面划伤、碰伤、长度≧1mm。 e、按键高低不一致,明显影响外观。 按键手感不一致,反应迟钝 功能错乱,发射角度不能达到 30 度,距离低于 8 米
●
包装经过振动\跌落试验后出现破裂情况
●
包装胶袋开口大于 20cm 时未打出气孔.丝印的内容;颜色与要求不符
●
包装箱内错装或漏装产品
●
所有开孔位有打偏,打错位置,起毛、缺口,影响使用装配。
●
未按要求装好加强筋和固定木条,不能起防止漏气,加强机械强度的作用。
●
用手摇动音箱,箱内零件松动或有异物。
●
开孔位口(直)径过大或过小,孔位位置距离有移动现象,装入配套品时, 不能对准孔位,出现装不到位及离缝。
回到常温后,样品能连续工作且图像和 声音质量无任何问题。
(只适合试产机型)
高低温度交 1.温度:-10℃ →40℃→ -10℃ 2.周期 3 台
变试验 5.
﹕循环 10 次 3.时间:关机不工作﹐无包 装﹐每次 8 小时﹐总计 80 小时(只适合
回到常温后,样品能连续工作且图像和声 音质量无任何问题。
不多于 2 条。 3.表面严重划伤,(不见底色)长≤2mm,宽≤0.05mm,A 面不多于 1 条,B
面不多于 2 条。 PVC 皮边缘有锯齿印,接皮外有裂口、粘胶不牢固,易脱落。 有少机脚钉,及喇叭网固定钉。工序完成不完全. 5.1 主箱网罩与箱体平面高低>±0.8mm(≤0.5mm 可接受, >0.5 mm≤ 0.8mm 为轻缺陷)。特别要求的工艺除外 贴皮收尾处削边,烫边,露白,腊过多,异色。 孔洞口贴皮不整齐,洁净,起泡;未涂黑。
项目
缺陷内容
缺陷判定
使
用
备注
致命 重 轻
仪
器
箱体颜色不均匀,色差;角烂、划痕、烂边、砂粒、刮花、起泡、裂缝、板
●
与板粘连不牢固,易松动、漏气。
网布罩(铁网罩)有花、烂、松、划痕、生锈,氧化,颜色;纹路;规格不一致。
●
装饰板(铭牌)划伤、歪斜、丝印内容;颜色与要求不符。
●
箱体表面脏、但可擦除。
●
外观
网塞安装不到位、少网塞、特别突出顶出网布。子扣装配松动,易脱落 铭牌安装有歪斜、不在一条水平线上,上下左右偏移>0.5mm。(≤0.3mm 可接受, >0.3 mm≤0.5 mm 为轻缺陷)铭牌划花,掉色,脏污,颜色不符要求. PVC 皮起泡、划伤、裂皮、沙粒、皱皮。 1.A 面沙粒﹤0.1mm,距离﹥50mm 不超过 2 点,可接受。 2.表面严重划伤(见底色)长≤1mm,宽≤0.025mm,A 面不多于 1 条,B 面
●
检查各部位尺寸及总体尺寸不符合要求,影响装配。(特殊抽样)
●
备注
使用 仪器
卷尺 卡尺
AVE 音箱(响)产品质量标准
Page Revision No.版本号 Title标题
QUALITY STANDARD 质量标准
0
Page No.页次
AUDIO PRODUCT QUALITY STANDARD音箱类产品质量标准
●
到功能的正常使用.力度不可大于 1.5Kg.
7.在无信号输入时,音量调到最大,离机 30Cm,不可有交流声,电气声或杂音.
8.所检查的产品功能必须要符合此机型的相关要求,如要有分离度;左右声
道平衡,高低音能正常调节,不能串音;即要与产品上标识的一致.
备注
使用 仪器
万用表
极性测 试 LCR 电桥
音频扫 描仪
4.电压:额定电压或额定电压±10%
2.
低温负荷试 验
1.温度:2℃±2℃ 2.湿度﹕干燥条件 3.时间:2 小时关机﹐5 小时开机工作﹐无 包装﹐
4.电压:额定电压或额定电压±10%
3.
高温储存试 验
1.温度:60℃±2℃,2.湿度:90%±2%, 3.时间:12 小时关机不工作﹐标准包装。 (只适用试产机型)
AVE 音箱(响)产品质量标准
Page Revision No.版本号 Title标题
QUALITY STANDARD 质量标准
0
Page No.页次
AUDIO PRODUCT QUALITY STANDARD音箱类产品质量标准
Page 1
1. 目的:为了使公司产品质量有明确规定,使公司产品在收货时有标准可依,便于供货商有明确的生产质量要求,特拟定 本标准。
AVE 音箱(响)产品质量标准
Page Revision No.版本号 Title标题
QUALITY STANDARD 质量标准
0
Page No.页次
AUDIO PRODUCT QUALITY STANDARD音箱类产品质量标准
Page 4
D.说明书、外箱印刷文字、条形码等有以下问题均为重缺陷:
a、未按客人指定的语言文字生产.(如指定英文或俄文等).
试验数量
判定方法
回到常温后,样品能连续工作且图像和声音 质量无任何问题。 3台
3台
回到常温后,样品能连续工作且图像和 声音质量无任何问题
3台
回到常温后,样品能连续工作且图像和
声音质量无任何问题.
低温储存试 1.温度:-20℃±2℃
3台
验 4.
2.湿度:干燥条件﹐ 3.时间:12 小时关机不工作﹐标准包装。
安全认证要求:工厂需提供安全无元器件清单及相应组件的安全测试报告或认证证书。
其它安全要求:电源线应无破损,插头形式符合所在国的要求。或按客人指定要求生产.
5.7 可靠性验收要求:
可靠性试验按以下方法进行﹕
序号 试验项目
试验条件
1.
1.温度:45℃±2℃ 2.湿度:60%±2%
高温负荷试验
3.时间:2 小时关机﹐8 小时开机工作﹐无 包装﹐
●
板与板之间接合处不平行,有凹凸不平,离缝现象,A 面要保证板与板之
间接合处平衡,B 面、C 面>±0.8mm。(≤0.5mm 可接受, >0.5 mm≤0里面未安装好固定木条、加强筋。吸音棉没按要求的材料及规格尺寸 放置.
●
音箱内部打胶不严密,结实,不能保证牢固性及防止声漏。
●
● 目
A 正面 测
B 侧面 卡
●
尺
● ●
●
● ●
项目
缺陷内容
缺陷判定
备注 使用
AVE 音箱(响)产品质量标准
Page Revision No.版本号 Title标题
QUALITY STANDARD 质量标准
0
Page No.页次
AUDIO PRODUCT QUALITY STANDARD音箱类产品质量标准
反相(正确为向左摆动)。喇叭极性要与 PCB 板线路相符合.(对于扬声器 系统需使用极性测试仪)
●
(注意:不能用力过猛,切勿使纸盆破裂变形,将扬声器损坏,更不能弹防
尘罩,使之凹陷)
2.估测阻抗:将万用表置于 R x 1 电阻档,测出音圈的直流铜阻 R,用估 算公式:Z = 1.17R,扬声器阻抗不符合要求。(或使用 LCR 电桥)
2台
验 7.
RCA 开关,电源线孔位偏移影响功能或装配。
●
RCA,开关,电源线孔位偏移不影响功能或装配。 箱内部结构,各结合处(四角,固定条,中隔板等)打胶不到位漏风,未加 固定条。 后板处内部漏加固定条,漏打胶。